

2403
.pdfТаблица 13.1 Значения обратного тока р - n-перехода до
и после термообработки ИС
|
До |
После |
|
До |
После |
Номер |
термо- |
термо- |
Номер |
термо- |
термо- |
ИС |
обработк |
обработк |
ИС |
обработк |
обработк |
|
и, x |
и, у |
|
и, x |
и, у |
1 |
68 |
61 |
14 |
75 |
71 |
2 |
71 |
67 |
15 |
73 |
70 |
3 |
65 |
63 |
16 |
69 |
68 |
4 |
78 |
70 |
17 |
73 |
73 |
5 |
75 |
74 |
18 |
73 |
69 |
6 |
85 |
76 |
19 |
83 |
76 |
7 |
86 |
82 |
20 |
70 |
73 |
8 |
84 |
70 |
21 |
68 |
70 |
9 |
74 |
68 |
22 |
79 |
69 |
10 |
65 |
60 |
23 |
78 |
71 |
11 |
78 |
68 |
24 |
78 |
71 |
12 |
92 |
88 |
25 |
73 |
69 |
13 |
60 |
57 |
|
|
|
Виды корреляции. С помощью диаграммы разброса можно сравнительно быстро выяснить, имеется ли между двумя рассматриваемыми параметрами корреляционная связь, и, построив методом наименьших квадратов кривую, определить вид этой связи.
Характер корреляционной зависимости, который определяется видом диаграммы разброса, дает представление о том, каким изменениям будет подвержен один из параметров при определенных изменениях другого. Однако если, как, например, в предыдущем случае (рис. 13.1 и 13.2), для выяснения характера изменения значений параметра качества достаточным было бы число данных порядка 10, то в случае выяснения их корреляционной связи число должно быть
61

значительно больше. Если данных мало, четкую зависимость установить трудно, поэтому желательно, чтобы число пар данных было не меньше 30. Так, на диаграмме рис. 13.3 виден не только характер изменений у в зависимости от изменения х, но и определяется форма связи рассматриваемых признаков в виде уравнения регрессии. На рис. 13.3 четко просматривается прямая корреляция между х и у. В этом случае при осуществлении контроля за причинным фактором х можно управлять значением параметра качества у.
На рис. 13.4 приведен пример легкой прямой корреляции. При увеличении х увеличивается также и у, но разброс у велик по отношению к определенному значению х. С помощью контроля причинного фактора х можно до некоторой степени держать под контролем характеристику у, но необходимо также иметь в виду и другие факторы, оказывающие влияние на у.
На рис. 13.5 показан пример обратной (отрицательной) корреляции. При увеличении х характеристика у уменьшается. Если причинный фактор х находится под контролем, характеристика у остается стабильной.
Рис. 13.6 отражает случай легкой обратной корреляции, когда при увеличении x характеристика у уменьшается, но при этом велик разброс значений у, соответствующих фиксированному значению х.
Рис. 13.3. Прямая корреляция |
Рис. 13.4. Легкая прямая |
|
корреляция |
62
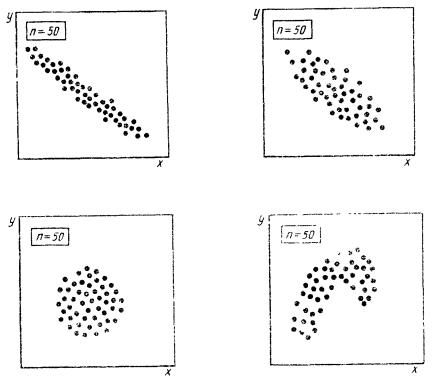
Рис. 13.5. Обратная |
Рис. 13.6. Легкая обратная |
(отрицательная) корреляция |
корреляция |
Рис. 13.7. Отсутствие |
Рис. 13.8. Криволинейная |
корреляции |
корреляция |
На рис. 13.7 показан |
пример отсутствия корреляции, |
когда никакой выраженной зависимости между х и у не наблюдается. В этом случае необходимо продолжить поиск факторов, коррелирующих с у, исключив из этого поиска фактор х.
Между параметрами х и у возможны также случаи криволинейной корреляции (рис. 13.8 и 13.9.). Если при этом диаграмму разброса можно разделить на участки, имеющие прямолинейный характер, то проводят такое разделение и исследуют каждые участок в отдельности, как прямолинейную корреляцию.
63

Рис. 13.9. Криволинейная |
Рис. 13.10. Диаграмма для |
корреляция разброса |
обратного тока р-n-перехода |
Степень корреляционной связи х и у может быть оценена либо с помощью коэффициента корреляции (в случае прямолинейной корреляции), либо с помощью корреляционного отношения (в случае криволинейной корреляции).
Метод медиан. Однако на практике часто применяют более простой метод оценки степени корреляционной связи – метод медиан, особенно удобный при исследовании технологического процесса с использованием данных, полученных на рабочем месте. Рассмотрим действие этого метода на практическом примере, приведенном в табл. 13.1.
1.На диаграмме разброса проводятся вертикальная линия медианы и горизонтальная линия медианы (рис. 13.10). Выше и ниже горизонтальной медианы, справа и слева от вертикальной медианы будет равное число точек. Если число точек окажется нечетным, следует провести линию через центральную точку
2.В каждом из четырех квадратов, получившихся в результате разделения диаграммы разброса вертикальной и горизонтальной медианами, подсчитывают число точек и обозначают их n1 ,п2 , n3, п4 соответственно Точки, через которые прошла медиана, не учитывают.
64
3. Отдельно складывают точки в положительных и отрицательных квадратах:
n(+) = n1 + n3 =8 + 9 =17, n(-) = n2 + n4 = 2 + 2 =4, n’ = n(+) + n(-) = 17 +4 = 21.
Так как четыре точки находятся на медианах, то n’ не равно n = 25.
4. Для определения наличия и степени корреляции по методу медианы используется специальная таблица значений, соответствующих различным коэффициентам риска
β (0,01 и 0,05)
Сравнивая меньшее из чисел n(+) и n(-) с их кодовым значением из табл. 3.9, соответствующим значению n', делают заключение о наличии и характере корреляции. Если меньшее из чисел n(+) и n(-) оказывается равным или меньше табличного кодового значения, то корреляционная зависимость имеет место. В рассматриваемом примере табличное кодовое значение при коэффициенте риска β=0,01, соответствующее п'=21, равно 4. Меньшим из чисел n(+) = 17 и n(-) =4 является n(- ). Поскольку n(-), равное 4, оказывается равным кодовому значению 4, можно утверждать, что в данном случае между двумя параметрами существует корреляционная зависимость.
Таблица 13.2
Таблица кодовых значений
n' |
β |
|
n' |
|
β |
n' |
|
β |
|||
0,01 |
|
0,05 |
0,01 |
|
0,05 |
|
0,01 |
|
0,05 |
||
8 |
0 |
|
1 |
38 |
10 |
|
12 |
68 |
22 |
|
25 |
9 |
0 |
|
1 |
39 |
11 |
|
12 |
69 |
23 |
|
25 |
10 |
0 |
|
1 |
40 |
11 |
|
13 |
70 |
23 |
|
26 |
11 |
0 |
|
1 |
41 |
11 |
|
13 |
71 |
24 |
|
26 |
12 |
1 |
|
2 |
42 |
12 |
|
14 |
72 |
24 |
|
27 |
13 |
1 |
|
2 |
43 |
12 |
|
14 |
73 |
25 |
|
27 |
14 |
1 |
|
2 |
44 |
13 |
|
15 |
74 |
25 |
|
28 |
65
Продолжение табл. 13.2
15 |
2 |
3 |
45 |
13 |
15 |
75 |
25 |
28 |
16 |
2 |
3 |
46 |
13 |
15 |
76 |
26 |
28 |
17 |
2 |
4 |
47 |
14 |
16 |
77 |
26 |
29 |
18 |
3 |
4 |
48 |
14 |
16 |
78 |
27 |
29 |
19 |
3 |
4 |
49 |
15 |
17 |
79 |
27 |
30 |
20 |
3 |
5 |
50 |
15 |
17 |
80 |
28 |
30 |
21 |
4 |
5 |
51 |
15 |
18 |
81 |
28 |
31 |
22 |
4 |
5 |
52 |
16 |
18 |
82 |
28 |
31 |
23 |
4 |
6 |
53 |
16 |
18 |
83 |
29 |
32 |
24 |
5 |
6 |
54 |
17 |
9 |
84 |
29 |
32 |
25 |
5 |
7 |
55 |
17 |
19 |
85 |
30 |
32 |
26 |
б |
7 |
56 |
17 |
20 |
86 |
30 |
33 |
27 |
6 |
7 |
57 |
18 |
20 |
87 |
31 |
33 |
28 |
6 |
8 |
58 |
18 |
21 |
88 |
31 |
34 |
29 |
7 |
8 |
59 |
19 |
21 |
89 |
31 |
34 |
30 |
7 |
9 |
60 |
19 |
21 |
90 |
32 |
35 |
31 |
7 |
9 |
61 |
20 |
22 |
|
|
|
32 |
8 |
9 |
62 |
20 |
22 |
|
|
|
33 |
8 |
10 |
63 |
20 |
23 |
|
|
|
34 |
9 |
10 |
64 |
21 |
23 |
|
|
|
35 |
9 |
11 |
65 |
21 |
24 |
|
|
|
36 |
9 |
11 |
66 |
22 |
24 |
|
|
|
37 |
10 |
12 |
67 |
22 |
25 |
|
|
|
Это утверждение делается с вероятностью ошибиться только в одном случае из ста (β =0,01). Поскольку n(+)>n(-) ,это свидетельствует о прямой корреляции. В тех случаях, когда n(+)<n(-), можно говорить об обратной корреляции.
66
ЛЕКЦИЯ 7 14. Диаграмма Парето
Диаграмма Парето названа по имени итальянского экономиста Парето (1845 — 1923). Она широко применяется как один из семи основных методов контроля качества [1].
Вповседневной деятельности по контролю и управлению качеством постоянно возникают всевозможные проблемы, связанные, например, с появлением брака, неполадками оборудования, увеличением времени от выпуска партии изделий до ее сбыта, наличием на складе нереализованной продукции, поступлением рекламаций.
Диаграмма Парето позволяет распределить усилия для разрешения возникающих проблем и установить основные факторы, с которых нужно начинать действовать с целью преодоления возникающих проблем. Построение диаграммы Парето начинают с классификации возникающих проблем по отдельным факторам (например, проблемы, относящиеся к браку; проблемы, относящиеся к работе оборудования или исполнителей, и т. д.). Затем производят сбор и анализ статистического материала по каждому фактору, чтобы выяснить, какие из этих факторов являются превалирующими при решении проблем.
Впрямоугольной системе координат по оси абсцисс откладывают равные отрезки, соответствующие рассматриваемым факторам, а по оси ординат — величину их вклада в решаемую проблему. При этом порядок расположения факторов таков, что влияние каждого последующего фактора, расположенного по оси абсцисс, уменьшается по сравнению с предыдущим фактором (или группой факторов). В результате получается диаграмма в виде столбчатого графика, столбики которого соответствуют отдельным факторам, являющимся причинами возникновения проблемы, и высота столбиков уменьшается слева направо, как показано на рис. 14.1, а.
67
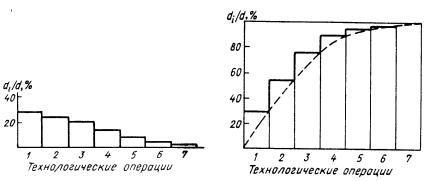
Суммируя последовательно высоту всех столбиков гистограммы (рис. 14.1, а), строим ломаную кумулятивную кривую, которая называется кривой Парето или диаграммой Парето (рис. 14.1, б).
На рис. 14.1 а, б приведена диаграмма Парето, построенная по видам брака сверхбольших интегральных схем (СБИС), где по оси абсцисс отложены факторы (технологические операции), в итоге которых появился тот или иной дефект СБИС, а по оси ординат — относительная доля числа дефектов в зависимости от рассматриваемого фактора, т. е. отношение числа дефектов di в результате отдельной технологической операции к общему числу всех дефектов d готовых СБИС.
а) |
б) |
Рис. 14.1. Гистограмма распределения вклада дефектов различных технологических операций в суммарное количество дефектов готовых ИС (а); накопленная гистограмма дефектов и кривая Парето (пунктир) (б): 1 — напайка (или припайка) — 26%; 2 — герметизация — 22%; 3 — разводка выводов —19%; 4 — фотолитография — 18%; 5 — осаждение диэлектрика — 7%; 6 — диффузия (или ионная имплантация) — 5%;
7 — металлизация — 3%
68
Виды дефектов в зависимости от технологической операции ранжированы на рис. 14.1 а в порядке относительного вклада их частоты появления в суммарное количество видов дефектов готовых ИС, которое принято за 100%. Как видно из рис. 14.1 б, наибольший процент брака готовой продукции (67% всего брака готовой продукции) дают первые три технологические операции (напайка кристалла, герметизация, разводка выводов), которые представляют собой сборочные операции.
Среди операций изготовления кристалла первенствующее положение занимает фотолитография (18%), в то время как все остальные технологические операции дают только 15% общего числа брака при изготовлении ИС. Отсюда можно сделать вывод, что необходимо особое внимание обратить на сборочные операции, а среди технологических операций изготовления кристалла следует проанализировать операцию фотолитографии с точки зрения качества ИС.
При использовании диаграммы Парето для контроля важнейших факторов наиболее распространенным методом анализа является так называемый ABC-анализ, сущность которого рассмотрим на следующем примере.
Пример 7. На складе скопилось большое количество готовой продукции, реализация которой задерживается из-за длительного времени их выходного контроля, предшествующего поставке потребителю. В результате изготовитель несет большие убытки в связи с задержкой поставок. Было выяснено, что изготовитель проводит тщательный выходной контроль всех изделий одинаково, без всякого различия в их стоимости..
Разделим все изделия, хранящиеся на складе, по группам в зависимости от стоимости каждого изделия (табл. 14.1).
69
Таблица 14.1
Складские запасы изделий
Стоим |
От |
От |
От |
От |
От |
От |
От |
От |
От |
От 0 |
|
|
ость |
90 |
80 |
70 |
60 |
50 |
40 |
30 |
20 |
10 |
Итог |
||
до |
||||||||||||
издели |
до |
до |
до |
до |
до |
до |
до |
до |
до |
10 |
o |
|
я, руб. |
100 |
90 |
80 |
70 |
60 |
50 |
40 |
30 |
20 |
|
|
|
Число |
|
|
|
|
|
|
|
|
|
|
|
|
издели |
0,2 |
0,3 |
0,5 |
0,5 |
0,8 |
1,2 |
1,5 |
2,5 |
5,0 |
12,5 |
25 |
|
й, тыс. |
||||||||||||
шт. |
|
|
|
|
|
|
|
|
|
|
|
Для проведения ABC-анализа построим таблицу с накоплением до 100% (табл. 14.2).
Построение таблицы накопленных частот осуществляют следующим образом.
Первый этап. Находят общую стоимость изделий как сумму произведений для значений центров классов и числа изделий, перемножая значения столбцов 1 и 2, т. е.
общая стоимость = 95·200+85·300 + 75·500 + ... + 15·5000 + + 5·12500 = 465,0 тыс. руб.
Таблица 14.2
Таблица накопленных процентов
|
|
Стоимость изделий, |
Число изделий, |
|||
Стоимост |
Числ |
хранящихся на |
||||
хранящихся на складе |
||||||
ь |
о |
складе |
||||
|
|
|||||
изделия |
издел |
накоплен |
относитель |
накоплен |
относительная |
|
(центр |
ий, |
ная |
||||
класса), |
тыс. |
стоимост |
ная |
ное число |
частота |
|
стоимость, |
изд., тыс. |
(частость) |
||||
руб. |
шт. |
ь, тыс. |
||||
|
|
руб |
Ст1/Ст% |
шт. |
изделий n1/N% |
|
|
|
|
|
|
||
1 |
2 |
3 |
4 |
5 |
6 |
|
95 |
0,2 |
19,0 |
4,1 |
0,2 |
0,8 |
|
85 |
0,3 |
44,5 |
9,6 |
0,5 |
2,0 |
|
75 |
0,5 |
82,0 |
17,6 |
1,0 |
4,0 |
|
70