

2403
.pdf• проверять эффективность принятых мер.
Однако следует отметить, что перечисленные цели являются характерными для действующего процесса. В период же запуска процесса контрольные карты используют для проверки возможностей процесса, т.е. его возможностей стабильно выдерживать установленные допуски.
ЛЕКЦИЯ 10 18. Построение контрольных карт
Построение ( x-R)-карты[5]
Метод[1],
Этап 1. Сбор данных
Соберите приблизительно 100 данных. Разделите их на 20 или 25 однородных подгрупп объемом 4 или 5 в каждой. Заполните данными приготовленную таблицу (табл. 18.1). Когда практически нет повода для разделения данных на подгруппы, делите их в порядке поступления. В большинстве случаев объем группы берется в интервале от 2 до 10.
Этап 2. Вычисление средних x
Вычислите средние значения x для каждой подгруппы:
x=х2 + х3 + х4 +…+ xn)/n,
где n - объем подгруппы.
Этот результат обычно подсчитывается с одним лишним десятичным знаком по сравнению с исходными данными.
Этап 3. Вычисление x
Вычислите общее среднее значение x, деля итог столб-
ца x для каждой из подгрупп на их число k:
x =(x1 + x2 + …+xk)/k,
причем x надо вычислять с двумя лишними знаками по сравнению с измеренными значениями.
91
Этап 4. Вычисление R
Вычислите размах R в каждой подгруппе, вычитая минимальное значение в подгруппе из максимального:
R = (максимальное значение в подгруппе)- (минимальное значение в подгруппе).
Этап 5. Вычисление R
Вычислите среднее R для размаха R, деля итог столбца размахов для всех подгрупп на их число k:
R =(R1 + R2 + … + Rk)/k.
Значение R надо вычислять с двумя лишними знаками по сравнению с измеренными значениями, т.е. с тем же числом знаков,
Этап 6. Вычисление контрольных линий
Вычислите каждую контрольную линию для x- карты и для R-карты по следующим формулам.
x -карта. Центральная линия:
CL = x
Верхний контрольный предел:
UCL= x + A2 R
Нижний контрольный предел:
LCL= x - A2 R
R-карта. Центральная линия:
CL= R
Верхний контрольный предел:
UCL= D4 R
Нижний контрольный предел: LCL= D3 R
92

Таблица 18.1
Таблица данных для ( x-R)-карты
Номер |
|
|
|
|
|
|
|
|
|
|
|
|
|
под- |
X1 |
X2 |
X3 |
X4 |
X5 |
|
Σx |
|
x |
|
|
R |
|
групп |
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
47 |
32 |
44 |
35 |
20 |
|
178 |
35,6 |
27 |
||||
2 |
19 |
37 |
31 |
25 |
34 |
|
146 |
29,2 |
18 |
||||
3 |
19 |
11 |
16 |
11 |
44 |
|
101 |
20,2 |
33 |
||||
4 |
29 |
29 |
42 |
59 |
38 |
|
197 |
39,4 |
30 |
||||
5 |
28 |
12 |
45 |
36 |
25 |
|
146 |
29,2 |
33 |
||||
6 |
40 |
35 |
11 |
38 |
33 |
|
157 |
31,4 |
29 |
||||
7 |
15 |
30 |
12 |
33 |
26 |
|
116 |
23,2 |
21 |
||||
8 |
35 |
44 |
32 |
11 |
38 |
|
160 |
32,0 |
33 |
||||
9 |
27 |
37 |
26 |
20 |
35 |
|
145 |
29,0 |
17 |
||||
10 |
23 |
45 |
26 |
37 |
32 |
|
163 |
32,6 |
22 |
||||
11 |
28 |
44 |
40 |
31 |
18 |
|
161 |
32,2 |
26 |
||||
12 |
31 |
25 |
24 |
32 |
22 |
|
134 |
26,8 |
10 |
||||
13 |
22 |
37 |
19 |
47 |
14 |
|
139 |
27,8 |
33 |
||||
14 |
37 |
32 |
12 |
38 |
30 |
|
149 |
29,8 |
26 |
||||
15 |
25 |
40 |
24 |
50 |
19 |
|
158 |
31,6 |
31 |
||||
16 |
7 |
31 |
23 |
18 |
32 |
|
111 |
22,2 |
25 |
||||
17 |
38 |
0 |
41 |
40 |
37 |
|
156 |
31,2 |
41 |
||||
18 |
35 |
12 |
29 |
48 |
20 |
|
144 |
28,8 |
36 |
||||
19 |
31 |
20 |
35 |
24 |
47 |
|
157 |
31,4 |
27 |
||||
20 |
12 |
27 |
38 |
40 |
31 |
|
148 |
29,6 |
28 |
||||
21 |
52 |
42 |
52 |
24 |
25 |
|
195 |
39,0 |
28 |
||||
22 |
20 |
31 |
15 |
3 |
28 |
|
97 |
19,4 |
28 |
||||
23 |
29 |
47 |
41 |
32 |
22 |
|
171 |
34,2 |
25 |
||||
24 |
28 |
27 |
22 |
32 |
54 |
|
163 |
32,6 |
32 |
||||
25 |
42 |
34 |
15 |
29 |
21 |
|
141 |
28,2 |
27 |
||||
|
|
|
|
|
|
|
|
Итого |
746,6 |
68 |
|||
|
|
|
|
|
|
|
|
6 |
|||||
|
|
|
|
Среднее |
|
= 29,86 |
|
|
= 27,44 |
||||
|
|
|
|
x |
|||||||||
|
|
|
|
R |
|||||||||
Нижний предел не рассматривается, когда n меньше 6. 93

Константы А2, D4 и D3 - коэффициенты, определяемые объемом подгрупп (n). Они приведены в табл. 18.2, а также в табл. А 2 Приложения [3].
Этап 7. Нанесение контрольных линий
Приготовьте лист бумаги в клеточку, затем нанесите
слева вертикальную ось со значениями x и R и горизонтальные оси с номерами подгрупп. Разметьте верхний и нижний пределы так, чтобы между ними оказалось 20 - 30 мм. Центральную линию сделайте сплошной, а контрольные пределы - пунктирными линиями.
Таблица 18.2
Перечень коэффициентов для (x- R)-карты
|
|
|
|
|
R-карта |
|
Объем подгруппы, |
|
x -картa |
|
|
||
n |
|
|
A2 |
D3 |
D4 |
d2 |
|
|
|
||||
|
|
|
|
|
|
|
2 |
1,880 |
- |
3,267 |
1,128 |
||
3 |
1,023 |
- |
2,575 |
1,693 |
||
4 |
0,729 |
- |
2,282 |
2,059 |
||
5 |
0,577 |
- |
2,115 |
2,326 |
||
6 |
0,483 |
- |
2,004 |
2,524 |
||
Этап 8. Нанесение точек
Разметьте x и R для каждой подгруппы на одной и той же вертикальной оси напротив соответствующего номера подгруппы. Нанесите номера подгрупп на горизонтальную ось
с интервалом в 2 - 5 мм. Чтобы легче было различать x и R,
возьмем для x знак • (точка), для R - х (крестик), а для тех значений, которые выходят за пределы - кружочки.
94

Этап 9. Запишите необходимую информацию
Выпишите объем подгруппы (n) в верхнем левом углу
x-карты. Запишите также и другие необходимые сведения, имеющие отношение к изучаемому процессу, такие как название процесса и продукта, период времени, метод измерения, условия работы, смена и т.д.
Пример Этап 2
Так для первой группы:
x=(47+32+44+35+20)/5=35,6
Этап З.
x=(35,6+29,2+…+28,2)/25=29,86.
Этап 4.
Для первой группы:
R= 47 – 20=27
Этап 5.
R =27 + 18 +…+ 27/25=27,44
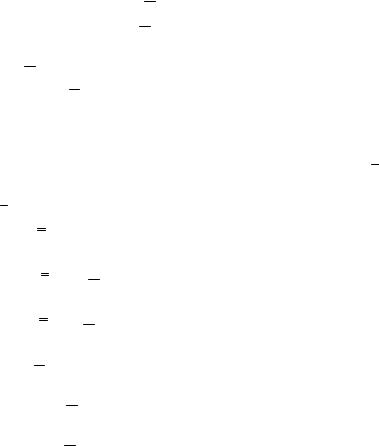
Этап 6 (рис. 4.4).
x -картa
CL= x=29,86
UCL= x=A2 R =29,86 + 0,577 27,44=45,69
LCL= x- A2 R =29,86 - 0,577 27,44=14,03
R-карта
CL=R =27,44
UCL=D4R=2,115 27,44=58,04
95
LCL= - (не рассматривается).
Рис. 18.1.
19. Чтение контрольных карт
Что важнее всего в процессе управления, так это точное понимание положения объекта управления с помощью чтения контрольной карты и быстрое осуществление подходящих действий, как только в объекте обнаружится что-нибудь необычное. Контролируемое состояние объекта - это такое состояние, когда процесс стабилен, а его среднее и разброс не меняются. Находится ли процесс в данном состоянии или нет, определяется по контрольной карте на основании следующих критериев [5]:
1) Выход за контрольные пределы. Точки, которые лежат вне контрольных пределов.
96
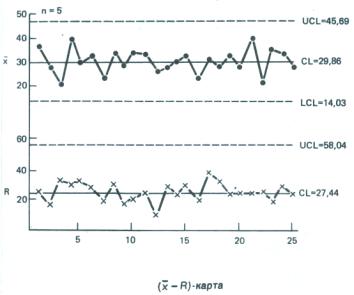
2) Серия - это проявление такого состояния, когда точки неизменно оказываются по одну сторону от средней линии; число таких точек называется длиной серии (рис. 19.1).
Серия длиной в 7 точек рассматривается как ненормальная. Даже если длина серии оказывается менее 6, в ряде случаев ситуацию следует рассматривать как ненормальную, например,
когда:
а) не менее 10 из 11 точек оказываются по одну сторону от центральной линии;
б) не менее 12 из 14 точек оказываются по одну сторону от центральной линии;
в) не менее 16 из 20 точек оказываются по одну сторону от центральной линии.
Рис. 19.1.
3) Тренд (дрейф). Если точки образуют непрерывно повышающуюся или понижающуюся кривую, говорят, что имеет место тренд (рис. 19.2).
97

Рис. 19.2.
4) Приближение к контрольным пределам.
Рассматриваются точки, которые приближаются к 3-сигмовым контрольным пределам, причем если 2 или 3 точки оказываются за 2-сигмовыми линиями, то такой случай надо рассматривать как ненормальный (рис. 19.3).
Рис. 19.3.
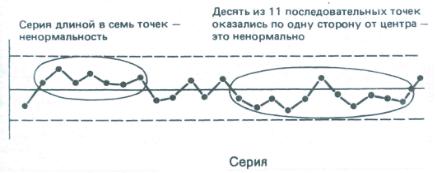
5) Приближение к центральной линии. Когда большинство точек концентрируется внутри центральных полуторасигмовых линий, делящих пополам расстояние между центральной линией и каждой из контрольных линий, это обусловлено неподходящим способом разбиения на подгруппы. Приближение к центральной линии вовсе не означает, что достигнуто контролируемое состояние, напротив, это значит, что в подгруппах смешиваются данные из
98
различных распределений, что делает размах контрольных пределов слишком широким. В таком случае надо изменить способ разбиения на подгруппы (рис. 19.4).
Рис. 19.4.
6) Периодичность. Когда кривая повторяет структуру «то подъем, то спад» с примерно одинаковыми интервалами времени, это тоже ненормально (рис. 19.5).
Рис. 19.5.
99
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1.Управление качеством электронных средств Текст / О.П. Глудкин, А.И. Гуров, А.И. Коробов и др.; под ред. О.П. Глудкина. – М. : Высш. шк., 1994.
2.Всеобщее управление качеством Текст : учеб. пособие для вузов / О.П. Глудкин, Н.М. Горбунов, А.И. Гуров, Ю.В. Зорин; под ред.О.П. Глудкина. – М. : Радио и связь, 1999.
–600 с.
3.Николаева, Э.К. «Семь инструментов качества» в
японской экономике Текст / Э.К. Николаева. – М. : Изд-во стандартов, 1990. – 88 с.
4.Международные стандарты Текст . Сборник новых версий стандартов ИСО серии 9000 (пересмотр ИСО 9000, 9001, 9002, 9003, 9004:1987 и ИСО 8402:1986.), - М.: Изд-во ВНИИС Госстандарта России, 1995.
5.Статистические методы повышения качества Текст / под ред. X. Кумэ. – М. : Финансы и статистика, 1990.
100