

2287
.pdf7. КУРСОВОЕ ПРОЕКТИРОВАНИЕ 7.1. Цель и задачи курсовой работы
Тема работы: определить оптимальные режимы обработки деталей на различных видах технологического оборудования
В процессе выполнения курсовой работу необходимо дать общую характеристику выбранного метода оптимизации технологического процесса с приведением основных теоретических закономерностей. Обосновать выбор метода и способ решения задачи. Разработать программу для ЭВМ по расчету оптимальных режимов резания. При этом решается задача расчета оптимальных режимов резания для указанного метода обработки, технологического оборудования и материала детали. Кроме того, оптимальные режимы резания определяются путем построения графических диаграмм с указанием степени влияния различных факторов на процесс резания поверхностного слоя детали.
7.2. Объем работы по работе, оформление 7.2.1. Объѐм работы
Дать общую характеристику выбранного метода оптимизации технологического процесса с приведением основных теоретических закономерностей. Обосновать выбор метода и способ решения задачи. Разработать программу для ЭВМ по расчету оптимальных режимов резания. Провести расчет оптимальных режимов резания для указанного оборудования и материала детали. Определить оптимальные режимы резания путем построения графических диаграмм, указать степень влияния различных факторов. Графическая часть работы: 2-3 листа формата А1, включающая в себя лист с технологическими наладками, иллюстрирующими вариант исследуемого процесса резания поверхности; лист графических диаграмм. Пояснительная записка объемом до 25 страниц формата А4 включая приложения и спецификации.
7.2.2. Оформление работы
Расчетно-пояснительная записка оформляется грамотно и аккуратно в соответствии со стандартом ВГТУ на листах формата А4.
Графическая часть курсового проекта, включающая 2 - 3 листа формата А1, оформляется в соответствии со стандартами на оформление графической и конструкторско-технологической документации.
7.3. Методические указания к выполнению проекта
Основная цель применения методов оптимизации в технологии машиностроения - это установление численных значений элементов режимов обработки, которые позволили бы наиболее производительно, с наименьшими затратами осуществлять обработку деталей на всех операциях технологического процесса. При выполнении курсового проекта студент обязан решить две из трех традиционных задач, возникающих в реальных производственных условиях:
1.Определить режимы, которые обеспечивают себестоимость обработки, при этом на производительность процесса не наложены ограничения.
2.Найти режимы, которые обесп6ечивают максимальную производи-
тельность, а себестоимость производства детали выбрана без ограничений.
3. Найти режимы обработки, при которых себестоимость процесса минимальна, а производительность задана заранее.
Первую задачу можно решить, если в качестве критерия оптимизации выбрана переменная составляющая себестоимость обработки детали на операции. Она определяется по выражению:
C t |
(C |
|
C |
|
) |
t |
см (Cp Cст ) |
|
C |
н |
, |
(7.1) |
p |
ст |
|
|
|
|
|
||||||
0 |
|
|
|
|
Q |
|
Q |
|
||||
|
|
|
|
|
|
|
|
|
||||
где tо - машинное (основное) время на операцию (формулу для расчета tо для различных видов обработки см. в табл. 7.1);
Cр - минутная заработная плата рабочего, руб.;
Cст - затраты на эксплуатацию станка в течение 1 мин, руб.; Cр + Cст = E = 4,4 руб - стоимость станкоминуты;
tсм - время на смену затупившегося инструмента и его наладку за период стойкости, мин (для различных видов обработки tсм представлено в табл. 7.2);
Q - количество обработанных деталей за период стойкости, шт;
Cн - стоимость эксплуатации инструмента за период стойкости, руб. (табл.
7.2).
Таблица 7.1 Выражения для определения основного времени на операцию
|
Вид обработки |
Формула |
||||
1. |
Токарная |
|
|
|
|
|
а) наружное точение |
t |
|
Lh |
|||
|
|
0 |
|
|
|
|
|
|
nSt |
||||
|
|
|
|
|||
б) подрезание торца, отрезание |
t |
|
L |
|||
|
|
0 |
|
|
|
|
|
|
nS |
||||
|
|
|
|
|||
в) растачивание |
- “ - |
|
|
|
||
2. |
Сверление, зенкерование, рассверливание |
- “ - |
|
|
|
|
3. |
Фрезерование |
t |
|
Lh |
||
|
|
0 |
|
|
|
|
|
|
nSt |
||||
|
|
|
|
|||
Примечание: n - частота вращения шпинделя станка, об/мин; S - подача, мм/об; t - глубина резания; h - припуск на обработку, мм; L - длина обрабатываемой поверхности (для п. 1 а и 1в, 2 и 3 L - это длина детали; для п. 1.б - диаметр); глубина резания для п. 2 при сверлении t=D/2, при рассверливании и растачивании t = (D-d)/2.
Таблица 7.2 Время на смену и наладку инструмента tсм и стоимость эксплуатации
инструмента Cн
Вид обработки |
tсм, мин |
Cн, руб |
Токарная |
0,5 |
2 |
Сверлильная |
0,45 |
1,95 |
Зенкерная |
0,45 |
2 |
Фрезерная |
0,74 |
2,75 |
Основное время обработки tо можно выразить через период стойкости.
Для токарной обработки:
t |
|
Lh |
, |
(7.2) |
|
0 |
nSt |
||||
|
|
|
|||
|
|
|
|
где n - частота вращения шпинделя станка может быть определена как
n |
1000V |
(7.3) |
|
|
|||
D |
|||
|
|
где V - скорость резания, м/мин;
D - диаметр обрабатываемой детали, мм.
При сверлении и зенкеровании основное время определяется аналогично. При фрезеровании основное время определяется по выражению:
t 0 |
|
L |
, |
|
|
(7.4) |
|
|
|
||||
|
|
Vs |
|
|
||
где Vs -скорость движения подачи, определяемая по выражению: |
|
|||||
Vs |
|
Sz Zn , |
|
(7.5) |
||
где n - частота вращения фрезы: |
|
|
|
|
|
|
n |
1000V |
|
, |
(7.6) |
||
|
D |
|||||
|
|
|
|
|||
где D- диаметр фрезы, мм:
Sz - подача на зуб, мм/зуб; Z - число зубьев.
Для других видов обработки формулы связи скорости резания V с частотой вращения шпинделя n выбираются по справочным данным [14].
Скорость резания является функцией стойкости инструмента. Для точения ее можно записать в виде (для других видов обработки - см. [14]):
V |
Cv K |
, |
(7.7) |
T m t x Sy |
где Cv, m, x, y - коэффициент и показатели степени, зависящие от обрабатываемого материала и режущего инструмента (см. стр. 269 - 292 [14]).
K - коэффициент, зависящий от многих факторов и равный произведению
(стр. 261 - 292 [14]): K = Kм Кn Kи Кт К Kr; t, S - глубина резания и подача;
T - стойкость инструмента.
Таким образом выражение (7.2) можно представить в виде:
t |
|
Lh D |
|
Lh D |
|
|
L h |
|
D t x |
Sy |
Tm A Tm , (7.8) |
||
0 |
|
|
|
Cv K |
|
|
|
|
|
|
|||
|
St1000V |
|
|
|
|
1000 S t Cv |
K |
||||||
|
|
|
St1000( |
) |
|
||||||||
|
|
|
|
Tm t x Sy |
|
|
|
|
|
|
|||
где А - коэффициент, равный |
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
L h |
|
D t x |
S y |
|
|
|
|
|
|
|
|
|
|
1000 S t Cv |
K |
|
|
||||
Количество обработанных деталей Q за период стойкости так же можно
выразить через стойкость инструмента Т:
Q |
T |
|
T |
1 |
(7.9) |
||
|
|
|
|
|
|
||
t |
0 |
|
ATm |
|
ATm 1 |
||
|
|
|
|
||||
|
|
|
|
|
|
|
|
Используя выражение (7.8) и (7.9) выражение (7.1) можно представить в
виде:
C AT |
m |
E |
t см |
E |
Cи |
AT |
m |
E |
t |
|
EAT |
m 1 |
C |
AT |
m 1 |
AT |
m |
T |
m 1 |
(t |
|
E |
C |
)A |
(7.10) |
|
|
|
1 |
|
1 |
|
|
|
|
см |
|
|
и |
|
|
|
|
|
|
|
см |
|
и |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ATm 1 |
|
ATm 1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Для определения стойкости инструмента, при которой наблюдается наименьшая себестоимость обработки необходимо решить уравнение:
C mAET m 1 (m 1)A(t |
см |
E |
C |
)Tm 2 |
0 |
(7.11) |
|
|
и |
|
|
|
При выполнении курсовой работы, конкретно при решении первой задачи оптимизации, необходимо задаться величиной подачи S, которая бы обеспечивала заданную шероховатость. Ее можно выбрать по справочным данным (стр.261-292 [14]). При данном конкретном значении определяется оптимальная величина стойкости инструмента Tопт. Затем по выражению (7.3) и (7.7) рассчитываются оптимальное значение скорости резания Vопт и оптимальное значение частоты вращения шпинделя станка nопт, кроме того по выражению (7.10) определяется стоимость операции при оптимальных режимах резания. Полученные результаты отображаются на графиках (рис.7.1)
Затем по выражению (7.11) при неизменной подаче S (выбранной таким образом, что она обеспечивает требуемую шероховатость поверхности) рассчитываются величины затрат при изменении стойкости T, скорости резания V и частоты вращения n соответственно (рис. 7.1 а, б, в).
После этого фиксируются точка Tопт и точки Vопт и nопт, а происходит варьирование подач S (по паспорту станка S имеет определенное значение для каждого типа оборудования) и вычисление значений стоимости обработки для каждого значения S. Т.o. строится область в 3-х мерном пространстве.
На следующем этапе определяется Tопт, Vопт, и nопт для каждой подачи станка и вычисляется значение затрат на обработку, по результатам расчетов вычерчиваем область на рис.7.2.
Вычисления организуются с помощью процедур на ЭВМ. Все результаты расчетов, алгоритм, графики с рис. 7.1 и 7.2 , а также технологические наладки вычерчиваются на листах формата А1.
Вторая задача оптимизации решается следующим образом. При поиске режимов, которые обеспечивают максимальную производительность в уравнении (7.10) пренебрегают затратами Си на эксплуатацию инструмента за период его стойкости Си = 0. Тогда:
C mAET m 1 (m 1)A t |
см |
E Tm 2 |
0 |
(7.12) |
|
|
|
|
Решив это уравнение, определяют оптимальный период стойкости, при котором достигается максимальная производительность. Аналогично рассмотренному выше порядку вычислений рассчитываются и строятся на рис. 7.1 и
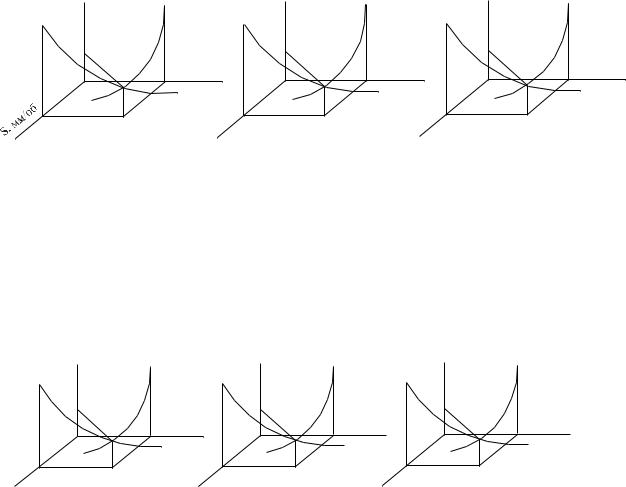
7.2 (только в других координатах) зависимости, на которых отражается влияние на производительность режимов резания (стойкости инструмента Т, скорости резания V, частоты вращения n и подачи инструмента S).
7.4. Задание на курсовую работу
Задание на курсовую работу студент выбирает из табл. 7.3 или 7.4 в соответствии с порядковым номером в журнале группы.
C, руб |
C, руб |
C, руб |
Сопт |
|
Сопт |
|
Сопт |
|
Топт |
|
Vопт |
|
|
|
|
|
|
|
Т, мин |
|
V, м/мин |
|
|
|
|
|
|
Sопт |
/об |
Sопт |
/об |
Sопт |
|
мм |
|
|
|
|
|
мм |
|
|
|
S, |
|
S, |
|
n опт
n, об/мин
а |
б |
в |
|
Рис. 7.1. Зависимости стоимости обработки от режимов резания
|
П |
|
П |
|
П |
|
|
|
|
|
|
|
Попт |
|
Попт |
|
Попт |
|
|
|
|
||
|
|
Топт |
|
Vопт |
n опт |
|
|
|
|
||
|
|
|
|
|
|
|
|
Т, мин |
|
V, м/мин |
n, об/мин |
|
|
|
|
|
|
/об |
Sопт |
/об |
Sопт |
/об |
Sопт |
|
мм |
|
|
||
мм |
|
|
мм |
|
|
S, |
|
S, |
|
S, |
|
|
а |
|
б |
|
в |
|
|
|
|
Рис. 7.2. Зависимость производительности обработки от режимов резания
2
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 7.3 |
|
Варианты задания на курсовую работу для группы ТМ-1 |
|
|
|
|
|
||||||
№ |
Станок |
Вид обработки |
Ra, |
L, |
t, мм |
D, |
|
z |
S, мм/ |
Материал де- |
Ширина цилиндрической |
Материал |
п/п |
|
|
мкм |
мм |
|
мм |
|
|
зуб |
тали |
фрезы В, мм |
инструмента |
1 |
2Н135 |
Зенкерование |
- |
100 |
1.0 |
25 |
|
- |
- |
Сталь |
- |
Р18 |
2 |
2Н135 |
Зенкерование |
- |
80 |
1.5 |
45 |
|
- |
- |
Сталь |
- |
Р18 |
3 |
2Н135 |
Зенкерование |
- |
70 |
2.0 |
80 |
|
- |
- |
Сталь |
- |
ВК8 |
4 |
2Н135 |
Зенкерование |
- |
70 |
2.0 |
75 |
|
- |
- |
Чугун |
- |
ВК8 |
5 |
2Н135 |
Зенкерование |
- |
90 |
1.5 |
50 |
|
- |
- |
Чугун |
- |
ВК8 |
6 |
2Н135 |
Зенкерование |
- |
120 |
1.0 |
25 |
|
- |
- |
Чугун |
- |
ВК8 |
7 |
2Н135 |
Зенкерование |
- |
100 |
0.7 |
30 |
|
- |
- |
Медь |
- |
Т15К6 |
8 |
2Н135 |
Зенкерование |
- |
50 |
0.5 |
45 |
|
- |
- |
Медь |
- |
ВК8 |
9 |
2Н135 |
Зенкерование |
- |
40 |
1.0 |
60 |
|
- |
- |
Медь |
- |
Р18 |
10 |
6Т12 |
Фрезерование черновое |
- |
100 |
4 |
20 |
|
- |
- |
Сталь |
10 |
Т15К6 |
11 |
6Т12 |
Фрезерование черновое |
- |
100 |
2 |
25 |
|
- |
- |
Сталь |
15 |
Т5К10 |
12 |
6Т12 |
Фрезерование черновое |
- |
100 |
2 |
40 |
|
- |
- |
Сталь |
40 |
Т15К6 |
13 |
6Т12 |
Фрезерование черновое |
- |
100 |
3 |
40 |
|
- |
- |
Чугун |
100 |
ВК8 |
14 |
6Т12 |
Фрезерование черновое |
- |
100 |
4 |
60 |
|
- |
- |
Чугун |
150 |
ВК6 |
15 |
6Т12 |
Фрезерование черновое |
- |
100 |
3 |
60 |
|
- |
- |
Чугун |
100 |
ВК8 |
16 |
6Т12 |
Фрезерование черновое |
- |
100 |
3 |
60 |
|
- |
- |
Медь |
70 |
ВК6 |
17 |
6Т12 |
Фрезерование черновое |
- |
100 |
4 |
40 |
|
- |
- |
Медь |
40 |
ВК8 |
18 |
6Т12 |
Фрезерование черновое |
- |
100 |
2 |
25 |
|
- |
- |
Медь |
20 |
ВК6 |
19 |
6Т12 |
Фрезерование чистовое |
- |
100 |
0.5 |
60 |
|
- |
- |
Сталь |
40 |
Т15К6 |
20 |
6Т12 |
Фрезерование чистовое |
- |
100 |
0.4 |
40 |
|
- |
- |
Чугун |
50 |
ВК8 |
21 |
6Т12 |
Фрезерование чистовое |
- |
100 |
0.5 |
25 |
|
- |
- |
Алюминий |
45 |
ВК6 |
22 |
16К20 |
Точение черновое |
- |
100 |
3.0 |
55 |
|
- |
- |
Сталь |
- |
Р18 |
23 |
16К20 |
Точение черновое |
- |
100 |
5.0 |
55 |
|
- |
- |
Сталь |
- |
Р18 |
24 |
16К20 |
Точение черновое |
- |
100 |
7.0 |
55 |
|
- |
- |
Сталь |
- |
Р18 |
25 |
16К20 |
Точение черновое |
- |
150 |
3.0 |
55 |
|
- |
- |
Чугун |
- |
ВК8 |
26 |
16К20 |
Точение черновое |
- |
150 |
6.0 |
55 |
|
- |
- |
Чугун |
- |
ВК8 |
27 |
16К20 |
Точение черновое |
- |
150 |
7.0 |
55 |
|
- |
- |
Чугун |
- |
ВК8 |
28 |
16К20 |
Точение черновое |
- |
250 |
3.0 |
55 |
|
- |
- |
Медь |
- |
Т15К6 |
29 |
16К20 |
Точение черновое |
- |
250 |
7.0 |
55 |
|
- |
- |
Медь |
- |
Т15К6 |
30 |
16К20 |
Точение черновое |
- |
250 |
10.0 |
55 |
|
- |
- |
Медь |
- |
Т15К6 |
|
|
|
|
|
|
|
|
|
|
Таблица 7.4 |
|
|
|
Варианты задания на курсовую работу для группы ТМ - 2 |
|
||||||
№ п/п |
Станок |
Вид обработки |
Ra, мкм |
L, мм |
t, мм |
D, мм |
z |
S, мм/зуб |
Материал детали |
Материал |
|
|
|
|
|
|
|
|
|
|
инструмента |
1 |
16К20 |
Чистовое точение |
0,63 |
120 |
0.5 |
60 |
- |
- |
Сталь |
Т15К6 |
2 |
16К20 |
Отрезание |
- |
- |
3.0 |
40 |
- |
- |
Сталь |
Т15К6 |
3 |
16К20 |
Фасонное точение |
- |
40 |
0.5 |
20 |
- |
- |
Сталь |
Р18 |
4 |
16К20 |
Чистовое точение |
1,25 |
240 |
1.5 |
50 |
- |
- |
Сталь |
Т15К6 |
5 |
16К20 |
Чистовое точение |
2,5 |
100 |
2.0 |
100 |
- |
- |
Сталь |
Т15К6 |
6 |
16К20 |
Отрезание |
- |
- |
- |
70 |
- |
- |
Сталь |
Т5К10 |
7 |
16К20 |
Отрезание |
- |
- |
- |
120 |
- |
- |
Сталь |
Т5К10 |
8 |
16К20 |
Отрезание |
- |
- |
- |
170 |
- |
- |
Сталь |
Т5К10 |
9 |
16К20 |
Чистовое точение |
0,63 |
120 |
0.5 |
60 |
- |
- |
Чугун серый |
ВК6 |
10 |
16К20 |
Отрезание |
- |
- |
- |
40 |
- |
- |
Чугун серый |
ВК6 |
11 |
16К20 |
Чистовое точение |
1,25 |
240 |
1.5 |
50 |
- |
- |
Чугун серый |
ВК6 |
12 |
16К20 |
Чистовое точение |
2,5 |
100 |
2.0 |
100 |
- |
- |
Чугун серый |
ВК6 |
13 |
16К20 |
Отрезание |
- |
- |
- |
80 |
- |
- |
Чугун серый |
ВК6 |
14 |
16К20 |
Отрезание |
- |
- |
- |
110 |
- |
- |
Чугун серый |
ВК6 |
15 |
16К20 |
Отрезание |
- |
- |
- |
160 |
- |
- |
Чугун серый |
Р18 |
16 |
2Н125 |
Сверление |
- |
50 |
- |
10 |
- |
- |
Сталь |
Р18 |
17 |
2Н125 |
Сверление |
- |
70 |
- |
25 |
- |
- |
Сталь |
Р18 |
18 |
2Н125 |
Сверление |
- |
50 |
- |
50 |
- |
- |
Сталь |
Р18 |
19 |
2Н125 |
Сверление |
- |
50 |
- |
50 |
- |
- |
Чугун |
Р18 |
20 |
2Н125 |
Сверление |
- |
70 |
- |
25 |
- |
- |
Чугун |
Р18 |
21 |
2Н125 |
Сверление |
- |
50 |
- |
12 |
- |
- |
Чугун |
Р18 |
22 |
2Н135 |
Зенкерование |
- |
100 |
1,5 |
25 |
- |
- |
Сталь |
ВК8 |
23 |
2Н135 |
Зенкерование |
- |
80 |
1.0 |
45 |
- |
- |
Сталь |
ВК8 |
24 |
2Н135 |
Зенкерование |
- |
70 |
1.5 |
80 |
- |
- |
Сталь |
Р18 |
25 |
2Н135 |
Зенкерование |
- |
70 |
2.0 |
75 |
- |
- |
Чугун |
ВК8 |
26 |
2Н135 |
Зенкерование |
- |
90 |
2.0 |
50 |
- |
- |
Чугун |
ВК8 |
27 |
2Н135 |
Зенкерование |
- |
120 |
1.5 |
2.5 |
- |
- |
Чугун |
ВК8 |
28 |
16К20 |
Точение чистовое |
0,63 |
100 |
0.5 |
55 |
- |
- |
Медь |
Т15К6 |
29 |
16К20 |
Точение чистовое |
1,25 |
80 |
1.0 |
70 |
- |
- |
Медь |
Т15К6 |
30 |
16К20 |
Точение чистовое |
0,63 |
70 |
0.5 |
80 |
- |
- |
Медь |
Т15К6 |
2
СПИСОК ЛИТЕРАТУРЫ
1.Автоматизация проектирования технологических процессов в машиностроении /Под общ. Ред. Н.М. Капустина. - М.: Машиностроение, 1985. - 304 с.
2.Автоматизированное проектирование средств технологического оснащения / Под ред. В.П. Смоленцева. - Воронеж: Центр. - Чернозем. кн. изд-во,
1990. - 94 с.
3.Аоки М. Введение в методы оптимизации. - М.: Наука, 1997.- 344 с.
4.Баиди Б. Методы оптимизации. Вводный курс. - М.: Радио и связь,
1988. - 128 с.
5.Батищев Д.И., Львович Я.Е., Фролов В.Н. Оптимизация в САПР - Воронеж: Изд-во ВГУ, 1997. - 416.
6.Диалоговое проектирование технологических процессов /Н.М. Капустин и др. - М.: Машиностроение, 1983. - 255 с.
7.Егоров М.Е., Дементьев В.И., Дмитриев В.Л. Технология машиностроения. - М.: Высшая школа, 1976. - 534 с.
8.Капустин Н.М. Разработка технологических процессов обработки деталей на станках с помощью ЭВМ. - М.: Машиностроение, 1976. - 288 с.
9.Макаров А.Д. Оптимизация процессов резания. - М.: Машиностроение,
1976. - 278 с.
10.Оптимизация режимов обработки на металлорежущих станках /Гильман А.М. и др. - М.: Машиностроение, 1972. - 188 с.
11.САПР изделий и технологических процессов в машиностроении / Под общ.ред. Р.А. Аллика. - Л.: Машиностроение, 1986. - 319 с.
12.Сиранси А., Яги Я. Машиностроительное проектирование с использованием ЭВМ в примерах и задачах. - М.: Машиностроение, 1982. - 208 с.
13.Системы автоматизированного проектирования технологических процессов, приспособлений и режущих инструментов /Под общ. ред. С.Н. Корчака. - М.: Машиностроение, 1988. - 352 с.
14.Справочник технолога-машиностроителя. В 2-х т. /Под ред. А.Г. Косиловой, Р.К. Мещерякова. - М.: Машиностроение, 1985.
15.Хог Э., Арора Я. Прикладное оптимальное проектирование: Механические системы и конструкции. - М.: Мир, 1983. - 478 с.
Учебное издание Кузовкин Алексей Викторович
Кузовкин Виктор Петрович Смоленцев Владислав Павлович
МЕТОДЫ ОПТИМИЗАЦИИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Компьютерный набор А.В. Кузовкина
ЛР № 066815 от 25.08.99. Подписано в печать 1.09.2000. Формат 60 х 84/16. Бумага для множительных аппаратов.
Уч.-изд. л. 4,8. "С" Зак. №
Издательство Воронежского государственного технического университета
394026, Воронеж, Московский просп., 14
СПРАВОЧНИК МАГНИТНОГО ДИСКА (кафедра технологии машиностроения)
А.В. Кузовкин, В.П. Кузовкин, В.П. Смоленцев
МЕТОДЫ ОПТИМИЗАЦИИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
|
Учебное пособие |
|
Motp.rar |
287kB |
01.09.2000 |
(наименование файла) |
(объем файла) |
(дата) |