

Рекомендуется следующий порядок расчета [5].
При проектировании на чертеже общего вида кондуктора необходимо указать размеры с отклонениями, посадки и технические требования, определяющие взаимное расположение элементов кондуктора. Допуски на соответствующие размеры деталей кондуктора намечаются приближенно в соответствии с принятыми рекомендациями (см таб. 1, 2) и уточняются по результатам расчетов. Необходимо максимально использовать стандартные детали и узлы.
Принимаемые отклонения размеров должны обеспечить выполнение условия:
![]() ,
,
где
![]() и
и![]() - соответственно погрешность и допустимые
отклонения (допуск) исследуемого
размера.
- соответственно погрешность и допустимые
отклонения (допуск) исследуемого
размера.
Чтобы убедится в
этом надо выполнить расчеты величины
погрешности
![]() ,
которая может возникнуть при обработке
и сравнить результат расчета с отклонением
(допуском) на исследуемый размер
заготовки. Если условие
,
которая может возникнуть при обработке
и сравнить результат расчета с отклонением
(допуском) на исследуемый размер
заготовки. Если условие![]() ,
не подтверждается, то следует попытаться
уменьшить допуск на соответствующие
размеры кондуктора и повторить расчет.
В первую очередь следует уменьшить
допуски на те размеры, которые имеют
доминирующие значения. Например,
значительное влияние на координаты
расположения просверленных отверстий
оказывают увод сверла. Увод сверла в
большой степени зависит от зазора между
сверлом и отверстием в кондукторной
втулке, по этому, если это возможно, то
этот зазор следует уменьшить за счет
использования сверл и втулок повышенной
точности, использовать удлиненные
втулки и др.
,
не подтверждается, то следует попытаться
уменьшить допуск на соответствующие
размеры кондуктора и повторить расчет.
В первую очередь следует уменьшить
допуски на те размеры, которые имеют
доминирующие значения. Например,
значительное влияние на координаты
расположения просверленных отверстий
оказывают увод сверла. Увод сверла в
большой степени зависит от зазора между
сверлом и отверстием в кондукторной
втулке, по этому, если это возможно, то
этот зазор следует уменьшить за счет
использования сверл и втулок повышенной
точности, использовать удлиненные
втулки и др.
Может оказаться, что и повторный расчет не приведет к желаемым результатам; тогда надо пересмотреть конструкцию кондуктора, а может быть поставить вопрос об изменении базы или допуска на выдерживаемый размер, если он занижен.
Условие
![]() надо стремится выполнять при минимальной
разнице
надо стремится выполнять при минимальной
разнице![]() и
и![]() .
Если
.
Если![]() «
«
![]() ,
то это тоже плохо, так как приспособление
будет иметь неоправданно высокую
точность, следовательно, затраты на
его изготовление окажутся высокими.
,
то это тоже плохо, так как приспособление
будет иметь неоправданно высокую
точность, следовательно, затраты на
его изготовление окажутся высокими.
1.3. Расчет точности характерных групп кондукторов
В связи с большим многообразием кондукторов рассмотрим методику их расчета для нескольких характерных групп, классифицированных по характеру связи центрирующих и установочных элементов с кондукторными втулками (рис. 5). [ 9 ]
Группа 1. Кондукторы с неподвижной кондукторной плитой (рис. 5, а – д), накладные (рис. 5, е - ж), опрокидываемые (рис. 5, з) оснащены быстросменными кондукторными втулками. Для кондукторов этой группы отклонение δL1g для размера L1g:
 ,
(1)
,
(1)
где
![]() - равна половине максимального зазора
между изношенным в пределах допуска
центрирующим пальцем и наибольшим
базовым отверстием детали.
- равна половине максимального зазора
между изношенным в пределах допуска
центрирующим пальцем и наибольшим
базовым отверстием детали.
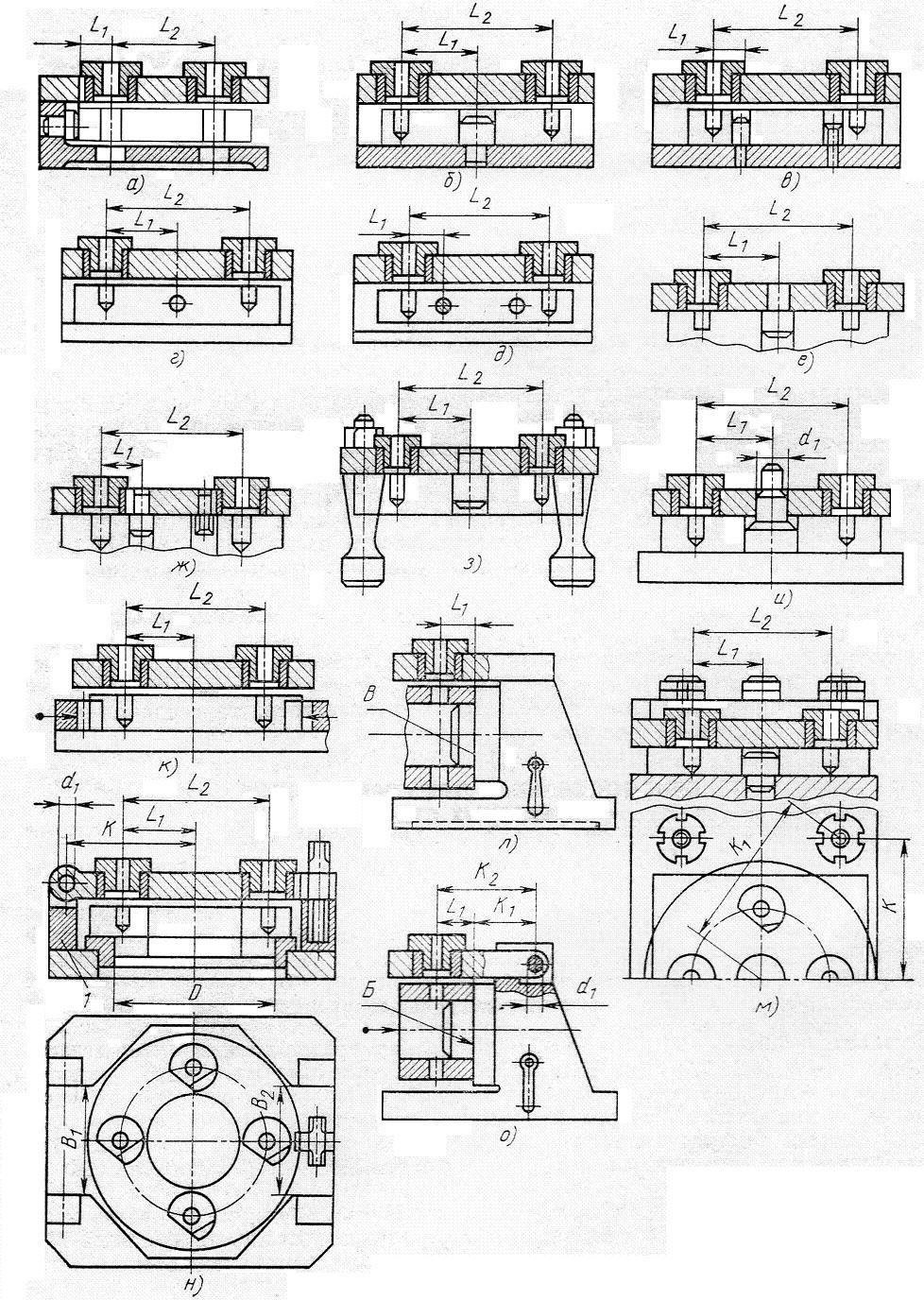
Рис. 5. Типы кондукторов
εз - погрешность закрепления, возникающая от сил зажима;
εп1 – погрешность изготовления приспособления, вносимая из-за отклонения от перпендикулярности оси отверстий втулок относительно опорной плоскости плиты;
δL1k – допустимое отклонение на координатный размер кондуктора, который равен расстоянию от оси отверстия гнезда до базового упора (рис. 5, а) или оси центрирующего пальца (рис. 5, б-з) ;
е – эксцентриситет быстросменной кондукторной втулки;
Sв – наибольший предельный зазор между втулкой и втулкой-гнездом;
Х – смещение оси отверстия из-за перекоса оси инструмента относительно оси направляющего отверстия втулки:
![]() ,
где
,
где
Sи – наибольший зазор между инструментом и втулкой с учетом износа втулки;
Н – длина направляющей части втулки;
h – вылет инструмента;
l – длина отверстия обработки;
εизм – погрешность измерения детали.
Для размера L2g отклонение δL2g определяется:
![]() ,
(2)
,
(2)
Погрешность закрепления не учитывают, если направление приложения сил зажима совпадает с осью инструмента. В противном случае необходимо дополнительно рассчитывать погрешность закрепления.
Группа 2. К этой группе относятся кондукторы со съемной кондукторной плитой (рис. 5, и), самоцентрирующие (рис. 5, к), поворотные с неподвижной плитой (рис.5, л).
Расчетное уравнение при выдерживании размера L1 имеет вид:
 ,
(3)
,
(3)
в отличие от уравнения (1) к числу погрешностей добавилась погрешность изготовления εп2, вносимая наличием подвижных соединений в кондукторе: для кондукторов со съемной кондукторной плитой – зазор между плитой и пальцем; для самоцентрирующих – погрешность центрирования детали; для поворотных – торцового биения упорной поверхности В.
При выдерживании размера L2 погрешность δL2g определяют по формуле (2).
Группа 3. Кондукторы поворотные с откидной плитой (рис. 5, в), скальчатые с нижним центрированием заготовки (рис. 5, м). Для определения δL2g при выдерживании размера L2g расчеты ведут аналогично кондукторам первой и второй групп.
При выдерживании координатного размера L1g необходимо учитывать отклонение размера δL1g из-за колебания размера К вследствие наличия зазоров в скальчатых направляющих.
Для скальчатых кондукторов:
 ,
(4)
,
(4)
где δh1 – допустимое отклонение на расстояние от плоскости осей скалок до оси окружности L2 , на которой расположены оси втулок или отверстий втулок-гнезд;
δh2 - допустимое отклонение на расстояние между плоскостью, проходящей через оси направляющих отверстий под скалки до оси установочного пальца;
S – наибольший односторонний зазор в сопряжении скалок и отверстий.
Для скальчатых кондукторов, у которых сменные наладки устанавливаются на установочные пальцы (цилиндрический и срезанный)
 , (5)
, (5)
где δL1H - отклонение на координатный размер от оси центрирующего пальца до оси отверстия под установочный цилиндрический палец в нижней наладке;
δL1B - отклонение на координатный размер от оси окружности до оси отверстия под установочный цилиндрический палец в верхней наладке;
S1 и S2 – максимальный односторонний зазор соответственно между отверстиями и установочными цилиндрическими пальцами в верхней и нижней наладках;
Для кондукторов с откидной плитой (рис. 5, н, о) δh1 - допустимое отклонение на расстояние от оси окружности L2 до оси крепления плиты; δh2 - допустимое отклонение на расстояние от оси установочного отверстия D до оси отверстия в стойке I; S – наибольший зазор в сопряжении d1.
Для поворотных кондукторов с откидной плитой δh в расчет не входит, так как этот допуск входит как составная часть в δL1k, который является замыкающим звеном размерной цепи
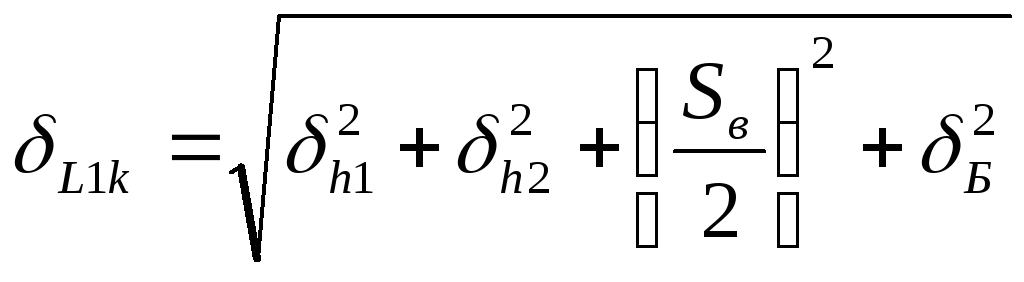 ,
,
где δh1 – допустимое отклонение на расстояние от упорной плоскости Б до оси отверстия в корпусе d1 ;
δh2 - допустимое отклонение на расстояние от оси отверстия d1 в кондукторной плите до оси отверстия втулки-гнезда;
S – зазор в сопряжении d1 ;
δБ – торцовое биение поверхности Б при повороте.
В случае получения δLg больше допустимого значения, указанного на чертеже, необходимо пересматривать составляющие погрешности, обратив внимание на те из них, которые имеют доминирующее значение.
Рекомендуемые поля допусков на исполнительные размеры центрирующих и установочных элементов станочного приспособления приведены в таблице 1.
Отклонение диаметров сверл и кондукторных втулок, а также допустимый износ кондукторных втулок – в таблице 2.
Определение погрешности закрепления и износа центрирующих элементов следует производить по литературе /1/(табл.3.2; п1-п4).