

5668
.pdfВ традиционных способах обработки обычно выделяют основные способы, целью которых является доведение продукта до кулинарной готовности, и вспомогательные, осуществляемые в различных целях: получение полуфабрикатов, создание или устранение определённых специфических свойств пищевого сырья; интенсификация последующих основных процессов тепловой обработки и др.
Физическая сущность поверхностных способов тепловой обработки представляется сложным комплексом взаимосвязанных физико-химических, тепломассообменных, биохимических и других процессов, протекающих в массе продукта при подводе к нему теплоты, в основном с поверхности, конвекцией и теплопроводностью. Характерной особенностью этих способов является встречная направленность градиентов температуры и влаги в продукте, вследствие которой поток влаги из продукта препятствует проникновению теплоты в продукт. Продукт (например, мясо), подвергаемый варке в воде, претерпевает ряд сложных структурно-физических и химических изменений. Если, продукт с начальной температурой 20 °С погружают в воду с температурой 100 °С, то поверхностные слои прогреваются сравнительно быстро, а температура глубинных слоёв повышается постепенно; поток теплоты на протяжении всего процесса варки направлен от поверхности вглубь продукта (соответственно градиент температуры имеет противоположное направление). Последовательный прогрев слоёв продукта сопровождается фазовыми превращениями (испарение свободной влаги) и биохимическими реакциями (денатурация белков, разрушение коллагена в соединительной ткани и т. д.), приводящими к существенному изменению структуры и теплофизических свойств продукта. Это, в свою очередь, влияет на динамику тепло-массопереноса в процессе варки, поскольку приповерхностные слои являются «термическим сопротивлением» для проникновения теплоты в глубинные слои. Уменьшение влагосодержания приводит к снижению коэффициента теплопроводности слоёв продукта, что также препятствует его дальнейшему нагреванию. Все эти факторы обусловливают большую продолжительность традиционных (поверхностных) способов тепловой обработки продуктов.
В то же время большая длительность обработки ухудшает органолептические показатели и пищевую ценность готового изделия, поскольку в обрабатываемом продукте с течением времени разрушаются витамины, теряются, уходя в технологические жидкости, минеральные вещества, претерпевают существенные изменения аминокислотный состав белков и жирно-кислотный состав жиров.
21
Таким образом, кондуктивные (поверхностные) способы имеют следующие недостатки: большая длительность процессов, существенные затраты топливноэнергетических ресурсов, высокая трудоёмкость.
Поэтому сокращение длительности тепловой обработки продуктов, нахождение рациональных температурных режимов воздействия на продукты являются основным путём улучшения качества продукции и интенсификации производства.
2.2. Объёмные способы нагрева
Объёмные способы нагрева продуктов основываются на взаимодействии продукта (и прежде всего содержащейся в его структуре свободной воды) с электромагнитным полем. Электромагнитные волны от генератора излучения проникают в продукт на значительную глубину и частично или полностью поглощаются в нём. При этом электромагнитная энергия превращается в теплоту, что вызывает нагрев продукта. Затем теплота и влага выделяются из продукта, т. е. поток теплоты и поток влаги совпадают по направлению. Классификация объёмных способов тепловой обработки представлена в таблице 3.
Таблица 3 – Классификация объемных способов тепловой обработки
|
Способ |
Характерный температурный режим, ºС |
Аппарат, |
||
|
|
|
|
|
реализующий |
|
|
|
|
|
способ |
|
|
рабочей |
поверхности и |
|
|
|
|
поверхности |
глубинных |
технологической |
|
|
|
аппарата |
слоёв |
среды |
|
|
|
|
продукта |
|
|
|
|
|
|
|
|
|
СВЧ-нагрев |
40 |
60, 80 |
Воздух 30…35 |
СВЧ-шкафы |
|
|
|
|
Вода (бульон, |
периодического и |
|
|
|
|
соус) 100 |
непрерывного |
|
|
|
|
|
действия |
|
|
|
|
|
|
|
ИК-нагрев |
150…350 |
135, 80 |
Воздух 170…250 |
ИК-аппараты |
|
|
|
|
|
|
|
Электроконтактный |
- |
80, 80 |
- |
Аппараты |
|
(ЭК) нагрев |
|
|
|
ЭК-нагрева |
|
|
|
|
|
|
|
Индукционный |
100…200 |
80, 80 |
- |
Установки |
|
нагрев |
|
|
|
индукционного |
|
|
|
|
|
нагрева |
|
|
|
|
|
|
|
|
|
|
|
|
22
Инфракрасный (ИК) нагрев
Инфракрасное (ИК) излучение в тепловых аппаратах в настоящее время используется как самостоятельный способ нагрева продуктов, а также в качестве базового способа для создания различных комбинированных способов тепловой обработки.
Физическая сущность механизма ИК-нагрева заключается в следующем. Большинство пищевых продуктов содержат в своей пористой структуре значительное количество свободной воды, которая интенсивно поглощает ИКизлучение в определённой области длины волн (при длинах волн 0,75...2,5 мкм); при длине волн 1,4 мкм поглощение достигает 100 %. В то же время влага в пористой структуре пищевых продуктов распределена неравномерно по объёму, поэтому ИК-излучение может проникать в них на значительную глубину, что при соответствующем выборе толщины слоя обрабатываемого продукта обусловливает объёмный характер его нагрева. Максимальная температура продукта при ИК-нагреве обычно достигается на некоторой глубине, зависящей от структуры и влагосодержания продукта и длины волны излучения. В процессе тепловой обработки свойства поверхностных слоев продукта изменяются, что, в отличие от условий традиционного (поверхностного) нагрева, приводит к усилению поглощения ИК-энергии и интенсификации нагрева. Аналогичный эффект вызывается образованием водяного пара в обрабатываемом продукте, интенсивно поглощающего ИК-излучение с длиной волны более 15 мкм.
Таким образом, благоприятным фактором для ИК-обработки пищевых продуктов является наличие длин волн вблизи 1 мкм в спектре используемого генератора излучения и значительного количества свободной влаги в продукте, т. е. высокого начального влагосодержания исходного продукта. Положительным признаком ИК-нагрева является получение равномерной по цвету и толщине корочки поджаривания. Вместе с тем этому способу присущи недостатки: не все продукты можно подвергать ИК-нагреву; при высокой плотности потока ИКизлучения возможен «ожог» продукта.
Сверхвысокочастотный (СВЧ) нагрев
Пищевые продукты по своим электрическим свойствам представляют собой неидеальные диэлектрики, в которых при наложении внешнего электрического поля возникают токи проводимости и токи смещения. Токи проводимости создаются свободными электрическими зарядами (преимущественно ионами), перемещающимися по всему объёму диэлектрика. Токи смещения создаются
23
связанными зарядами, способными перемещаться лишь на незначительные расстояния; смещение этих зарядов под действием внешнего электрического поля называется поляризацией диэлектрика.
В зависимости от природы связанных зарядов различают несколько видов поляризации диэлектриков: электронную, атомную, электролитическую, дипольную и макроструктурную. Каждый из них имеет характерное время установления поляризации — время релаксации. Из сопоставления типичных значений этого времени с периодом переменного электрического поля, используемого для СВЧ-нагрева продуктов, следует, что основными в СВЧ-нагреве являются дипольная и макроструктурная поляризация.
Дипольная поляризация представляет собой результат воздействия внешнего поля на полярные молекулы, обладающие собственным дипольным моментом. Типичным примером полярной молекулы является молекула воды. Поэтому наличие в продуктах свободной воды является фактором, определяющим интенсивность нагрева продуктов в СВЧ-поле. При приложении внешнего поля дипольные моменты молекул, имеющие в отсутствие поля произвольные направления, стремятся ориентироваться по направлению поля, что встречает сопротивление со стороны окружающих молекул. Работа, расходуемая на преодоление этого сопротивления, в конечном счёте превращается в теплоту, что и вызывает нагревание продукта.
Макроструктурная поляризация типична для пищевых продуктов, представляющих собой биологические объекты с клеточной микроструктурой. Упрощённо биологическую клетку можно представить как замкнутую оболочку (мембрану) с полупроводниковыми свойствами, заполненную электролитом. При наложении внешнего электрического поля такая система приобретает дипольный момент благодаря смещению «свободных» зарядов (ионов) в пределах замкнутой оболочки, которые в данном случае ведут себя аналогично связанным зарядам в диэлектрике. Ввиду значительного объёма клетки, содержащей огромное число молекул, дипольный момент поляризованной клетки весьма велик (разумеется, в атомном масштабе), что и отражается в наименовании этого типа поляризации.
Важнейшей особенностью СВЧ-нагрева является возможность достижения высокого темпа нагрева продуктов при применении генераторов (магнетронов, ламп бегущей волны и др.), создающих СВЧ-поля большой напряжённости. Для тепловой обработки пищевых продуктов в СВЧ-поле разрешено применение следующих рабочих частот: 433,92 ± ±0,8678; 2375 ±50; 2450 ±50; 5800 ±75;
24
22125 ±125 МГц. На предприятиях общественного питания в основном применяют частоту 2450 МГц. При напряженности Е≈5 кВ/м достигается темп нагрева продуктов 0,5 К/с и выше.
Таким образом, основное преимущество СВЧ-нагрева — высокая скорость нагрева. Однако ему присущи и недостатки — отсутствие корочки на поверхности продукта и, как правило, естественный цвет сырого продукта.
Электроконтактный (ЭК) нагрев
Этот способ нагрева характеризуется высокой экономичностью, обусловленной простотой используемого оборудования, в частности отсутствием дорогостоящих генераторов СВЧ-поля. В случае однородного проводника (например, металлического) теплота выделяется в нём равномерно по всему объёму. Однако пищевые продукты имеют существенно неоднородную структуру, электропроводность различных компонентов которой в разной степени зависит от температуры. Электропроводность пищевых продуктов существенно зависит
иот вида ткани (наименьшей удельной проводимостью обладают печень, сердце
имышечная ткань), а также от содержания жира. С повышением температуры зависимость от содержания жира становится менее выраженной в связи с диспергированием жира в процессе нагрева.
Электропроводность продукта и, следовательно, его сопротивление преимущественно определяют темп ЭК-нагрева и соответственно продолжительность этого процесса до достижения заданной температуры. Особенностью ЭК-нагрева является возможность обеспечения быстрого повышения температуры продукта по всему объёму до требуемой величины за 15...60 с. Это обусловливает успешное применение данного способа нагрева для коагуляции колбасных фаршей за указанное время при конечной температуре 50... 70 °С. В этом случае использование ЭК-нагрева упрощает конструкции автоматизированных агрегатов для изготовления фаршей. Как показали специальные исследования, химикобактериологические показатели колбасных изделий, изготовленных ЭКнагревом и традиционными способами, мало различаются. Однако на практике приходится считаться с возможными явлениями электролиза в массе продукта и эрозии электродов, в результате которой в продукт могут попадать посторонние вещества. Эти явления можно свести к минимуму оптимальным выбором материала электродов и частоты тока. Кроме того, для успешной реализации данного способа тепловой обработки необходимо обеспечивать хороший электрический контакт между электродами и продуктом.
25
ЭК-нагрев применяется как самостоятельный вид обработки, а также и в комбинации с другими способами. В частности, он успешно используется в хлебопекарном производстве для прогрева тестовой массы при выпечке хлеба, в производстве сосисок, при бланшировании мясопродуктов.
Индукционный нагрев
Индукционный нагрев токопроводящих материалов, к которым относится большинство пищевых продуктов, особенно с повышенной влажностью, возникает при их помещении во внешнее переменное магнитное поле, создаваемое генератором — индуктором. В качестве индукторов применяются провода с током, непосредственно охватывающие нагреваемые области материала, в частности многовитковые провода — соленоиды, которые могут использоваться для нагрева цилиндрических образцов диаметром 5 см и более. При помещении во внешнее переменное поле в массе проводящего материала, в соответствии с законом электромагнитной индукции, возникают вихревые токи (токи Фуко), линии которых замыкаются непосредственно в толще материала. При этом электромагнитная энергия рассеивается в объёме материала, вызывая его нагрев. Увеличение мощности тепловыделения без уменьшения глубины проникновения поля в продукт возможно посредством увеличения индукции магнитного поля т. е. силы тока в индукторе. Однако при этом возрастает тепловая мощность, выделяемая в индукторе, что может привести к чрезмерному нагреву индуктора. Кроме того, в этих условиях возрастает и расход электроэнергии на ведение технологического процесса. Для преодоления указанного недостатка и обеспечения экономичности индукционного нагрева продуктов предлагались различные конструктивные решения теплового аппарата, которые зачастую означали существенное усложнение его конструкции и увеличение расхода активных материалов на его изготовление. По этим причинам индукционный способ нагрева пока ещё не получил широкого распространения на предприятиях общественного питания, хотя он, несомненно, обладает значительными экономическими возможностями для успешного практического применения в будущем.
Таким образом, поверхностные и объёмные способы тепловой обработки, имея различные преимущества, обладают рядом недостатков, устранить которые можно, используя комбинированные способы тепловой обработки.
26
2.3. Новые комбинированные способы
В итоге многолетних исследований были созданы принципиально новые комбинированные способы тепловой обработки изделий из дрожжевого теста, картофеля, рыбных фаршевых изделий, в которых сочетается воздействие на продукт горячего жира и СВЧ-поля в различной последовательности. Так, при жарке пирожков и пончиков на первой стадии они обрабатываются в горячем жире до образования корочки а затем на второй стадии доводятся до готовности в СВЧ-поле. При жарке картофеля применяется обратная последовательность указанных воздействий: сначала нарезанный картофель подсушивают в условиях воздействия СВЧ-поля, а затем практически готовый продукт обжаривают в горячем жире. Таким путём достигается снижение темпа химических изменений фритюрного жира при сохранении высокого качества жареного продукта.
Привести строгую научно обоснованную классификацию комбинированных способов тепловой обработки продуктов в настоящее время затруднительно, ибо именно этими проблемами занимаются разработчики, исследователи и практики. Например, комбинированные способы выпечки тестовых заготовок можно условно классифицировать на следующие:
1.Сочетание СВЧ-нагрева и традиционной выпечки. По этому способу выпекается слоёное тесто: на первой стадии во избежание «прожогов» тесто циклично нагревается в СВЧ-поле 120... 180 с. Циклы нагрева и термостатирования продолжаются по 30 с. Таких циклов — 4...6. Тестовая заготовка приобретает максимальную высоту подъёма, но не имеет хрупкости и корочки поджаривания, характерных для слоёных изделий. Эти качества получают при последующей обработке заготовки в пекарной камере шкафа.
2.Способ одновременного высокочастотного и инфракрасного прогрева тестовой заготовки.
3.Способ начального прогрева в электромагнитном поле токов высокой частоты и завершения выпечки при инфракрасном облучении.
4.Способ одновременного электроконтактного и инфракрасного нагрева.
5.Способ начального электроконтактного нагрева и завершения выпечки при инфракрасном облучении.
6.Способ начального инфракрасного нагрева и последующей комбинированной выпечки в СВЧ-поле и при ИК-нагреве.
7.Способ начального прогрева в электромагнитном СВЧ-поле и выпечка при ИК-нагреве и СВЧ-поле.
27
Примером высокоэффективной выпечки мелкоштучных булочных изделий является комбинированный способ, сочетающий следующие виды воздействия на них: ИК-нагрев, организованное движение горячего воздуха в пекарном объёме; передвижение стеллажа (вращение) во время выпечки; воздействие на изделия перегретым паром. Этот комбинированный способ выпечки используется в печи КЭП-400 и пекарных шкафах зарубежного производства.
Таким образом, комбинированные способы тепловой обработки, созданные на базе поверхностных (традиционных) и объёмных способов, можно условно подразделить на следующие:
-комбинирование различных режимов (температура нагрева, продолжительность обработки, температура и время термостатирования, давление или вакуум
ит. д.) в одном традиционном способе обработки;
-комбинирование различных традиционных способов: варка с последующей жаркой; сочетание жарки и варки (тушение); жарка, варка и последующее запекание продуктов; жарка в различных средах — жир + воздух, душирование горячим жиром, термостатирование и т. д.;
-комбинирование традиционных и нетрадиционных способов обработки (например, обжаривание в жире с последующей обработкой в СВЧ-поле);
-комбинирование различных нетрадиционных (новых) способов обработки (например, СВЧ- и ИК-нагрев) с определённой последовательностью воздействий на продукт;
-комбинирование различных способов теплоподвода к продукту с его перемещением в процессе обработки (в частности вибротранспортирование продукта).
Вопросы для самоконтроля
1.Назовите основные технологические параметры варочного процесса?
2.Каким образом на процесс тепловой обработки влияет изменение давления в рабочей камере?
3.Дайте характеристику процессу жарки.
4.Назовите способы реализации процесса жарки.
5.В чём различие процессов теплопередачи при жарке на нагретой поверхности и в среде горячего воздуха?
6.В чём сущность процессов припускания, пассерования, запекания?
28
3. ПИЩЕВАРОЧНЫЕ КОТЛЫ: КОНСТРУКЦИЯ И БЕЗОПАСНАЯ ЭКСПЛУАТАЦИЯ
Цель занятия: ознакомиться с основными разновидностями пищеварочных котлов и с особенностями их эксплуатации.
Порядок выполнения задания
1.Изучить теоретический материал.
2.Вычертить схему пищеварочного аппарата (по заданию преподавателя) в масштабе 1,5:1.
3.Ответить на вопросы самоконтроля.
Теоретический материал
3.1. Пищеварочные котлы
Пищеварочные котлы относятся к варочным аппаратам периодического действия, работающим при давлении в рабочей камере, близком к атмосферному. Предназначены пищеварочные котлы для варки пищевых продуктов в большом количестве воды, однако в некоторых случаях в них можно варить и на пару. Выпускают пищеварочные котлы, рассчитанные на все виды обогрева (электрические, газовые, паровые и т.д.), — в традиционном и в модульном исполнении. Наиболее существенный признак, значительно влияющий на конструкцию котлов, — это способ обогрева варочного сосуда и вид энергоносителя.
Пищеварочные котлы с непосредственным обогревом стенки варочного сосуда
Они просты по конструкции, надёжны в работе, менее материалоёмкие и характеризуются меньшей тепловой инерцией, чем их аналоги с косвенным обогревом. Особенность котлов с непосредственным обогревом — прямой контакт греющего элемента или продуктов сгорания топлива с греющей поверхностью варочного сосуда или с нагреваемой средой. Электрические котлы с непосредственным обогревом условно можно разделить на четыре группы по виду используемого электронагревателя (см. рисунок 12).
29
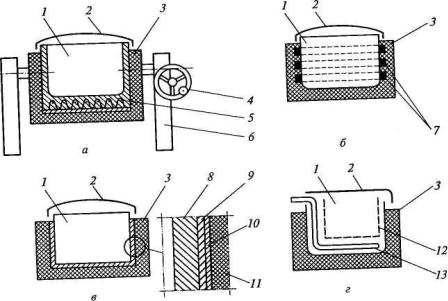
Рисунок 12 – Принципиальные схемы электрических котлов с непосредственным обогревом стенки варочного сосуда: а – с вмонтированным в днище электронагревателем закрытого типа; б – с гибким ленточным электронагревателем; в – с напылённым плёночным электронагревателем; г – с открытым тэном; 1 – варочный сосуд; 2 – крышка; 3 – тепловая изоляция; 4 – штурвал червячного поворотного редуктора; 5 – электронагреватель закрытого типа; 6 – опорные тумбы; 7 – гибкий ленточный электронагреватель; 8 – стенка варочного сосуда; 9 – слой диэлектрика; 10 – напылённый плёночный резистивный слой; 11 – тепловая изоляция; 12 – сетчатая ёмкость для продукта; 13 – тэн
Пищеварочные котлы с непосредственным обогревом, работающие на твёрдом, жидком и газообразном топливе, близки по конструкции. Образующиеся в результате сжигания топлива продукты сгорания омывают наружную стенку варочного сосуда и обогревают её (см. рисунок 13).
Существенный недостаток всех указанных выше конструкций — значительная неравномерность температур на обогреваемых поверхностях. Локальный перегрев поверхности может привести к подгоранию продукта. По этой причине практически невозможно полностью автоматизировать котлы с непосредственным обогревом. Более того, при проведении варочного процесса необходимы постоянный контроль со стороны персонала и периодическое перемешивание продукта в варочном сосуде.
Выровнять температуры на поверхности можно за счёт увеличения площади контакта нагревателя с поверхностью при той же общей мощности электронагревателя. Благодаря этому неравномерность температурного поля снижается в конструкциях с использованием гибкого ленточного нагревателя и равномерно нанесённого на обогреваемую поверхность тонкого резистивного слоя.
30