

1.2 Описание работы. Технические характеристики
Тавровые балки, стрингеры, вертикальный киль, флоры, бракеты флорного типа и др. собирают в специальных кондукторах или на специальных станках. Для сборки и сварки тавровых балок применяют специальный станок СТС-2М (рисунок 1.2). Станок имеет станину на которой установлены система роликов 4, центрирующих и направляющих стенку и полку свариваемой тавровой 4 балки. Нижний опорный ведущий ролик получает вращение от электропривода 2, а прижимный верхний ролик насажен на ось штока пневматического цилиндра 5. На станине смонтированы два сварочных шланговых «полуавтомата 7 и системы подачи и удаления флюса 6. По обе стороны станка по его продольной оси имеются направляющие, по которым перемещаются тележки 3 и 8 с винтовыми подъемными электроприводными механизмами, служащие опорами для свариваемой тавровой балки.
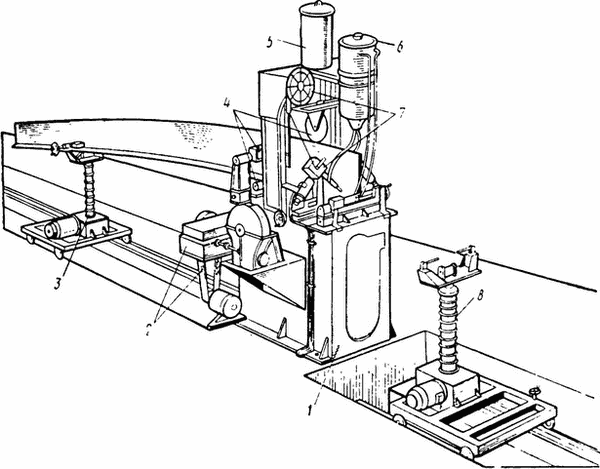
Рисунок 1.2 - Станок СТС-2М для автоматической сборки и сварки тавровых балок:
1 — станина, 2 — электропривод, 3 — перемещающиеся тележки, 4 — ролики, 5 — пневматический цилиндр, 6 — система подачи и удаления флюса, 7 — сварочный шланговый полуавтомат, 8 — перемещающаяся тележка
Сборка и сварка тавров осуществляются следующим образом. Поясок тавра (рисунок 1.3) укладывают на приводной ролик станка и ролик задней подвижной опоры. С помощью боковых роликов поясок центрируется и прижимается к приводному ролику, затем на поясок устанавливается стенка тавра, которая также центрируется роликами и прижимается закрепленным на штоке плунжера верхним роликом.
Включением электродвигателя через текстропную передачу, вариатор скоростей, червячный редуктор и пару цилиндрических шестерен приводится во вращение приводной ролик, и собранный тавр получает поступательное движение. К стыкуемой кромке тавра подводят сварочную головку и устанавливают токоподводы. Затем включаются подачи заготовок, электродной проволоки и флюса.
При сварке криволинейного тавра в процессе его перемещения ролик задней подвижной опоры поднимается или опускается до того момента, пока следящий контакт не разомкнет цепь питания, что соответствует нормальному положению заготовки тавра перед сваркой.
На рисунке 1.3 показана схема работы следящего контакта, предназначенного для обеспечения постоянства положения тавра в зоне сварки (в горизонтальной плоскости). Под действием пружины ползун поднимается до тех пор, пока ролик не упрется в поясок тавра. На втором конце ползуна закреплен скользящий контакт. Если скользящий контакт не замыкается с контактами, задняя опора остается выключенной, что соответствует нормальному положению тавра в зоне сварки. При перемещении тавра в процессе сварки передний конец его может подняться или опуститься. В этом случае ползун под действием пружины или веса тавра соответственно поднимется или опустится, замыкая скользящим контактом верхний контакт или нижний.

Рисунок 1.3 - Кинематическая схема станка CTC-2M:
1 — поясок тавра; 2—приводной ролик; 3 —задняя подвижная опора; 4 — ролики, центрирующие поясок; 5 — электродвигатель; 6 — нажимной ролик пояска; 7 —ролики, центрирующие стенку тавра; 8 — нажимной ролик стенки; 9 — сварочные головки; 10— передняя опора; 11 — маховички управления сварочными головками; 12 — плунжер

Рисунок 1.4 - Схема работы следящего контакта. 1 — приводной ролик; 2 — ролик задней подвижной опоры; 3 — пружина; 4 — ползун; 5— упорный ролик; 6 — скользящий контакт; 7 и 8 — неподвижные контакты; 9 — ролик передней опоры; 10—нижний нажимной ролик; 11 — верхний нажимной ролик; 12 —кабель
При замыкании скользящего контакта с контактом включается двигатель задней опоры, что обусловливает: опускание ролика. При этом передний конец тавра приподнимается, ползун под действием пружины перемещается кверху до размыкания скользящего контакта. При замыкании скользящего контакта с контактом направление вращения двигателя задней опоры изменяется, что заставляет опорный ролик подниматься. При этом передний конец тавра опускается, ползун перемещается вниз до размыкания скользящего контакта. Когда средняя часть тавра приближается к приводному ролику, выключается управление следящим контактом задней опоры и включается управление передней опорой.