

Поюровская. Стоматологическое материаловедение
.pdfтвердого продукта, структура которого содержит матрицу - органической соли эвгенолята цинка и дисперсную фазу - остаточные количества оксида цинка (схема. 16.2).
 Схема 16.2.
Схема 16.2.
Схематичное представление реакции твердения цинк-оксид-эвгенольных оттискных материалов
В пасты добавляют канифоль и бальзам (для ослабления раздражающего действия эвгенола). Пасты окрашены в контрастные цвета, чтобы легче контролировать однородность при их смешивании. Бывают двух типов: медленно и быстро твердеющие.
Кпреимуществам цинк-оксид-эвгенольных материалов относится точность воспроизведения оттиском рельефа мягких тканей, благодаря низкой вязкости материала в исходном состоянии, а следовательно, высокой текучести. Цинк-оксид-эвгенольные материалы быстро затвердевают в условиях полости рта. Эти материалы стабильны после твердения, хорошо воспроизводят детали поверхностей, их считают очень точными, практически безусадочными, они не дороги. Слои материала хорошо соединяются между собой. Они также хорошо соединяются с термопластичными оттискными материалами.
Кнедостаткам этого материала относится его способность загрязнять кожу, руки, одежду и т.п., а также нестабильность времени твердения при колебаниях температуры и влажности. Кроме того, эвгенол раздражает мягкие ткани.
Существуют аналогичные по свойствам, но не содержащие эвгенола оттискные материалы. Неэвгенольные пасты вместо эвгенола содержат новые карбоновые кислоты (например, лауриловую или орто-этоксибензойную), которые не вызывают пощипывание и жжение, возникающие у некоторых пациентов при контакте с эвгенолом.
ЛЕКЦИЯ 17 ЭЛАСТИЧНЫЕ ОТТИСКНЫЕ МАТЕРИАЛЫ НА ВОДНОЙ ОСНОВЕ
Обратимые и необратимые гидроколлоиды. Основные представления о составе и свойствах агаровых оттискных материалов. Состав и реакции твердения альгинатных оттискных материалов.
Необходимость получения точных оттисков при наличии поднутрений, стремление улучшить условия работы врача-стоматолога и состояние пациента при снятии оттиска привели к созданию нового класса оттискных материалов - эластичных. Первыми в этом классе появились гидроколлоидные оттискные материалы - обратимые (1925 г.), позднее - необратимые (альгинатные, 1940 г.) и последними - эластомерные, называемые также просто эластомерами или резиноподобными материалами.
Слово «коллоид» в переводе с греческого означает клей. Коллоидное состояние возможно для любых веществ, так как это дисперсная система, в которой одно вещество (фаза) равномерно распределено в другом веществе (среде). Коллоиды образуются тогда, когда размеры частиц фазы настолько малы, что двухфазная система приобретает устойчивость, обусловленную в основном одноименными зарядами коллоидальных частиц, которые возникают за счет адсорбции ионов из растворов поверхностью этих частиц.
Кроме жидких коллоидов (золи), существуют коллоидные системы, в большей или меньшей степени обладающие свойствами твердого эластичного тела. Они называются гелями или студнями. Процесс перехода из золя в гель называется желатинированием или гелеобразованием. При желатинировании золь переходит в гель без разделения фаз. При нагревании связь между частицами разрушается и вновь образуется жидкость - золь. Эти процессы перехода из геля в золь и обратно под действием нагревания и охлаждения используются для получения оттисков из гидроколлоидных материалов.
Если одни типы коллоидов высушить, то сухой остаток (фазу) можно повторно растворить с получением коллоида (обратимые коллоиды). Другие не растворяются - это необратимые коллоиды.
Гель - система неустойчивая. Со временем происходит его «старение» и на поверхности начинает выделяться жидкость (среда). Одновременно гель уменьшается в объеме, сохраняя прежнюю форму. Это явление называется синерезисом. Оттиски, полученные из гидроколлоидов нельзя хранить. Необходимо сразу после снятия оттиска отливать по нему гипсовую модель.
Агар является основным компонентом агарового гидроколлоидного материала. Его добывают из морских водорослей. По химическому составу агар - это полисахарид (серный эфир линейного полимера галактозы). В составе агарового оттискного материала содержатся от 12 до 15% агара в качестве гелеобразующего компонента, 0,2% буры для повышения прочности, от 1 до 2% сульфата калия для улучшения качества поверхности гипсовых моделей, 0,1% алкилбензоата в качестве стабилизатора, а также красители и отдушки. Остальное - вода (около 85%).
Гидроколлоидные агаровые материалы обладают высокой эластичностью (восстановление после деформации составляет до 98,8%) и достаточной гибкостью (с относительной деформацией до 11%), позволяющей им хорошо воспроизводить оттиски зубов с
поднутрениями. Они проявляют более высокую прочность при быстром приложении напряжений, поэтому рекомендуют удалять оттиск изо рта быстрым движением, рывком.
Агаровые оттискные материалы недорогие, для них не характерен неприятный запах, они нетоксичные и не окрашивают окружающие поверхности. Для снятия оттисков этими материалами не нужны индивидуальные оттискные ложки и адгезивы, также не нужно предварительно смешивать компоненты. Агаровые материалы гидрофильны и не боятся влаги, ими можно снимать оттиск с поверхностей, на которых присутствуют кровь и тканевые жидкости, по агаровому оттиску несложно отлить гипсовую модель. Модели легко отделяются от таких гидроколлоидных оттисков.
Но для работы с агаровыми материалами необходимо специальное оборудование - 3- секционная баня для разогрева геля и оттискная ложка с водяным охлаждением. Сейчас агаровые гидроколлоидные материалы заменены в основном оттискными эластомерными материала-
ми, но их часто применяют в качестве дубликатных материалов, т.е. материалов для дублирования (копирования) моделей.
Наиболее распространенные материалы для снятия оттисков - альгинатные. Следует отметить, что у нас в практике почти не используют агаровые оттискные материалы, применяя их только для дублирования моделей. Альгинатные оттиски снимают для изготовления частичных съемных протезов с кламмерами. Их предпочитают использовать для полных съемных протезов, изготовления учебных моделей и в ортодонтии. Для оттисков при изготовлении коронок и мостовидных протезов они недостаточно точны.
Альгинатные оттискные материалы выпускают в виде порошка, содержащего альгинат натрия или калия (от 12 до 15% масс.) и дигидрат сульфата кальция (от 8 до 12% масс.), которые представляют собой основные реагирующие компоненты. Порошок также содержит фосфат натрия (2% масс.) - замедлитель реакции твердения и упрочняющий наполнитель (70% масс.), такой, как диатомитовая земля, который влияет на жесткость отвержденного альгинатного материала. К ним добавляют сульфат калия или щелочные фториды цинка (10% масс.), улучшающие качество поверхности гипсовых моделей;для улучшения органолептических характеристик добавляют красители и отдушки (следы). Содержание фосфата натрия позволяет регулировать скорость твердения. Альгинатный материал выпускают со средней (обычной) и высокой скоростью твердения.
Для получения пастообразной оттискной массы порошок альгинатного материала смешивают с водой. В процессе взаимодействия порошка с водой протекают две основные реакции (схема 17.1).
Первая - взаимодействие фосфата натрия с сульфатом кальция, обеспечивает необходимое рабочее время. Благодаря короткому времени смачивания (менее 10 с) можно в течение 30 с получить массу, готовую для снятия оттиска с текучей мягкой консистенцией. Для того чтобы исключить проблемы, связанные с вдыханием пыли при смешивании и дозировании порошка альгинатного материала, разработаны не пылящие составы, в которых частицы порошка покрыты гликолем. В порошки некоторых альгинатных материалов введены дезинфицирующие вещества. Можно привести два примера таких дезинфицирующих веществ - хлорид дидецилдиметиламмония и хлоргексидинацетат.
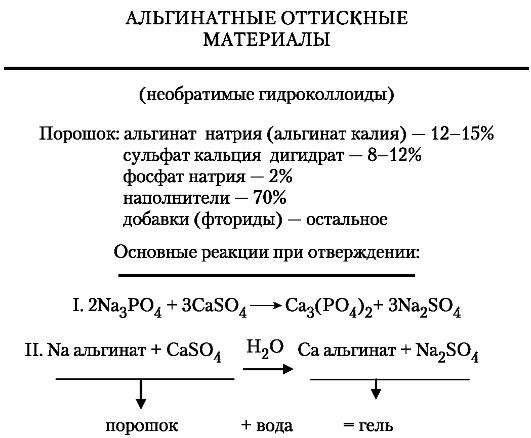 Схема 17.1.
Схема 17.1.
Основные компоненты состава и реакции отверждения альгинатных оттискных материалов
ЛЕКЦИЯ 18 ЭЛАСТОМЕРНЫЕ ОТТИСКНЫЕ МАТЕРИАЛЫ
Общие представления о строении эластомерных оттискных материалов. Составы и механизмы отверждения. Сравнительная оценка эластомерных оттискных материалов различных составов и механизмов отверждения.
Наиболее молодой современный класс оттискных материалов представляют материалы на основе синтетических полимеров. Это эластомерные оттискные материалы. Они состоят из достаточно больших, пространственно скрученных молекул, которые в исходном состоянии оттискного материала слабо связаны между собой, т.е. межмолекулярные силы очень невелики. После отверждения, перехода в эластичное состояние, между молекулами образуются редкие поперечные связи или сшивки, создающие сетчатую структуру эластомера. Если материал такой структуры подвергнуть растяжению, то цепи макромолекул способны вытягиваться, раскручиваться, что приводит к значительной деформации. После снятия внешнего напряжения, благодаря сшитой структуре, материал возвращается в первоначальное состояние - к исходным размерам и форме.
Класс эластомерных оттискных материалов включает большое количество типов, отличающихся химическим составом и свойствами. В него входят полисульфидные, силиконовые и полиэфирные материалы.
Полисульфидные материалы, благодаря их высокой точности и относительно низкой стоимости, применяют для снятия оттисков при изготовлении мостовидных протезов и коронок. Их выпускают в виде двух паст, основной и катализаторной, окрашенных в разные
цвета, которые смешивают непосредственно перед снятием оттиска. Основная паста содержит полисульфидный или меркаптановый каучук, а катализаторная - окислитель, чаще всего оксид свинца (схема 18.1).
 Схема 18.1.
Схема 18.1.
Схематичное представление процесса отверждения полисульфидных оттискных материалов
Полисульфидные эластомерные оттиски обладают высокой гибкостью и прочностью, в том числе прочностью на раздир, благодаря чему эластичный оттиск легче извлекается изо рта. Однако показатель их эластичности ниже, чем у всех остальных эластомеров. Они склонны к хладотекучести, что может вызвать искажения оттиска при хранении под действием сил гравитации.
Силиконовые поликонденсационные (или конденсационные - тип К) материалы широко применяют для снятия оттисков при изготовлении коронок и мостовидных протезов. Они идеальны для одиночных вкладок.
Выпускают эти материалы в виде двух паст или в комплекте «основная паста-катализаторная жидкость» (схема 18.2).
 Схема 18.2.
Схема 18.2.
Схематичное представление процесса отверждения силиконовых оттискных материалов типа
К
Силиконовые конденсационные материалы не пачкают руки и одежду. Это чистые, приятные в работе материалы. Обладают высокой эластичностью.
Они первыми позволили ввести в клиническую практику методику снятия многослойных оттисков: высоковязким материалом - основы двухслойного оттиска и низковязким - для проведения коррекции или уточнения. Такая методика повышает точность всего силиконового оттиска и иногда делает необязательным применение оттискных ложек.
К недостаткам этих материалов относится их неспособность поддерживать высокую точность при хранении из-за выделения побочных продуктов в процессе реакции поликонденсации. Поэтому модель по оттискам из поликонденсационных силиконов следует отливать не позднее, чем через 1 ч после снятия оттиска.
Конденсационные силиконы обладают повышенной гидрофобностью, поэтому для снятия оттиска следует поддерживать максимальную сухость поверхностей. Из-за гидрофобности по силиконовому оттиску трудно получить высококачественную модель.
Точность аддитивных силиконов (силиконовых материалов аддитивного механизма отверждения, тип А) превосходит точность поликонденсационных. Такое преимущество вызвано переходом от реакции поликонденсации к реакции полиприсоединения, которая протекает без выделения побочных продуктов (схема 18.3).
Эти материалы, как и другие эластомеры, выпускаются в виде системы из двух паст 4-х исходных вязкостей, причем пасты для смешивания окрашены в разные цвета, что позволяет контролировать качество их смешивания.
Благодаря высокой точности эти материалы дают прекрасные результаты при снятии оттисков для изготовления коронок, мостовидных и частичных съемных протезов. Обладают необходимой плотностью (жесткостью) после отверждения. В то же время они очень дороги и не применяются для обычных несложных моделей. На основе силиконовых материалов аддитивного типа разработаны гидрофильные составы, обеспечивающие улучшенное смачивание влажных поверхностей.
Эластомерные оттискные материалы на основе полиэфиров были разработаны в Германии в конце 60-х годов ХХ века (схема 18.4). Полиэфирные материалы представляют собой комплект из двух паст, основной и катализаторной. В основной пасте содержится низкомолекулярный полиэфир с концевыми этилениминовыми группами, а также
 Схема 18.3.
Схема 18.3.
Схематичное представление механизма отверждения силиконовых оттискных материалов типа А
наполнители типа коллоидального оксида кремния и пластификаторы. В катализаторной пасте содержится ароматический эфир сульфоновой кислоты. При смешивании основной пасты с катализаторной происходит ионная (катионная) полимеризация. Она берет начало с образования первичного алкильного радикала, раскрытия этилениминового кольца с последующим ростом макромолекулярных цепей и их сшиванием.
 Схема 18.4.
Схема 18.4.
Схематичное представление механизма отверждения полиэфирного оттискного материала
Полиэфирные материалы применяются для снятия особо точных оттисков с нескольких препарированных зубов без значительных поднутрений. Это ограничение связано с высокой жесткостью этих материалов и коротким рабочим временем.
Как и другие эластомерные материалы, полиэфирные бывают трех вязкостей: низкой, средней и высокой. Применяются в виде системы из двух паст, которые по свойствам похожи на аддитивные силиконы. Полиэфирные материалы очень точные, их усадка за 24 ч составляет 0,3%, уступая в этом только некоторым маркам аддитивных силиконов. Текучесть полиэфиров невысокая, а жесткость значительная.
Преимуществами полиэфирных эластомерных материалов является то, что с ними приятно работать, они легко смешиваются, более точны по сравнению с полисульфидами и конденсационными силиконами. Они дают хорошую воспроизводимость микрорельефа на самом оттиске и отлитой по нему модели. Если соблюдать сухие условия при хране-
нии полиэфирного оттиска, его размеры остаются стабильными в течение недели. Недостатками является высокая стоимость, короткое рабочее время и высокая жесткость после отверждения.
ЛЕКЦИЯ 19 ЗУБОТЕХНИЧЕСКИЕ ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ. МОДЕЛИРОВОЧНЫЕ ВОСКИ. ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
Основные представления о назначении, свойствах и составе восков. Классификация зуботехнических восков. Назначение, состав и классификация формовочных материалов.
Для изготовления модели будущего протеза применяют материалы, основанные на различных восковых композициях, называемые моделировочными или стоматологическими (зуботехническими) восками. Восковые моделировочные материалы используют для изготовления моделей вкладок, коронок, штифтов, частичных и полных протезов. Из воска изготавливают специальные валики, с помощью которых определяют прикус, его можно применять для снятия оттиска с участков полости рта, лишенных зубов. Кроме того, воски применяются во многих технологических процессах на этапах изготовления зубных протезов.
Стоматологические воски классифицируют по назначению. Различают моделировочные, технологические или технические вспомогательные и оттискные воски (схема 19.1).
К моделировочным воскам относится воск для вкладок, литьевой и базисный воски. Восковые модели применяются для изготовления протезов из металлов методом литья по выплавляемым моделям.
Воски для вкладок типа I - твердые. Их применяют для изготовления вкладок по прямому методу. Вкладочные воски типа II - мягкие, и их используют для изготовления восковых вкладок на моделях (по непрямому методу). Кроме того, вкладочные воски иногда применяют для моделирования аттачменов (замковых креплений) в комбинированных протезах.
Литьевые воски применяют для моделирования тонких деталей частичных протезов и коронок в мостовидных протезах. Они особенно подходят для изготовления колпачков и кламмеров, в которых необходимо воссоздать однородные тонкие элементы.
 Схема 19.1.
Схема 19.1.
Виды зуботехнических восков
Базисный пластиночный воск применяется для моделирования полных съемных зубных протезов (базисов протезов). Различают три типа базисного воска. Тип 1 - мягкий базисный воск для внешних поверхностей и контуров модели протеза. Тип II - воск средней твердости, предназначенный для моделей протезов, примеряемых в полости рта. Тип III - самый твердый воск, также предназначенный для примерок модели во рту, но в условиях жаркого тропического климата. Базисный воск применяют также для моделирования временных мостовидных протезов и в качестве прикусных валиков. Этот воск иногда используют в ортодонтии.
Показатель твердости определяют по величине текучести воска при температуре 45 °С. К технологическим вспомогательным воскам относятся паковочный, липкий, соединительный, белый и универсальный или воск для общих работ. Паковочный или ящичный (boxing) воск используют в качестве емкости для отливки модели. Его также применяют для моделирования отсутствующих зубов во временных протезах. Липкий воск применяют для временного крепления деталей модели протеза. Соединительный - для соединения элементов конструкции при моделировании протезов и для паяния. Вспомогательным дополнительным воском заполняют пустоты и поднутрения при моделировании съемных частичных протезов. Белым моделируют виниры. Универсаль-
ный применяют при выполнении различных зуботехнических этапов моделирования.
В последние годы появились моделировочные материалы на основе светоотверждаемых полимеров. Полимерные моделировочные материалы характеризуются более высокой прочностью и стабильностью, хорошей размерной точностью и способностью выгорать без остатка.
Оттискные воски характеризуются высокой текучестью и деформируются при удалении из поднутрений. Поэтому в качестве оттискного материала воски применяют ограниченно, только для беззубых участков полости рта.
Воски плавятся не при определенной температуре, а в широком температурном диапазоне. Они имеют самый высокий коэффициент термического расширения по сравнению с любым другим материалом.
Текучесть воска в твердом состоянии определяет его способность к деформации под действием внешних сил, например силы тяжести, и иначе называется ползучестью. Текучесть воска в нагретом состоянии характеризуется вязкостью расплавленной восковой композиции. Такая текучесть необходима, чтобы точно воспроизвести рельеф, например, препарированного под вкладку зуба, но при охлаждении до комнатной температуры или до температуры полости рта, текучесть полученной восковой модели должна быть минимальной, чтобы не допустить искажения этой модели.
Таблица 19.1
Сырьевые компоненты в составах зуботехнических восков
 Для достижения требуемого качества состав зуботехнических восков включает много компонентов (табл. 19.1). Но основой являются
Для достижения требуемого качества состав зуботехнических восков включает много компонентов (табл. 19.1). Но основой являются
собственно воски, т.е. органические полимеры, состоящие из углеводов и их производных. Средняя молекулярная масса восковых материалов колеблется от 400 до 4000, что существенно ниже молекулярной массы акриловых полимеров.
Стоматологические воски представляют собой смеси натуральных и синтетических восков, природных полимеров (например, даммаровая смола), масел, жиров, камедей (гуммиарабика) и красителей. В качестве восков используют парафин, пчелиный, карнаубский и спермацетовый воски.
Существенный вклад в размерную точность будущего протеза вносят формовочные материалы - материалы для изготовления формы, в которой происходит замена временного моделировочного воскового материала на постоянный восстановительный материал для зубных протезов, пластмассу, керамику, металл.
Наибольшие сложности возникают при изготовлении формы для литья различных конструкций зубных протезов из металлических сплавов. Например, для вкладки не допустимы отклонения размеров на величину более 0,1%. Если учесть, что размер вкладки в среднем составляет 4 мм, такое отклонение составит всего 4 мкм (1/10 толщины человеческого волоса). Следует подчеркнуть, что процесс изготовления зубного протеза любой конструкции включает технологические этапы, которые по своей природе и механизму протекания обязательно сопровождаются размерными изменениями. Для восковой модели характерна усадка за счет тепловых воздействий и связанных с ними превращений восковых композиций. Литье сплавов также сопровождается усадкой отливки. При охлаждении отливки от температуры солидуса до комнатной возникает термическая усадка, которая в зависимости от вида сплава и конфигурации протеза может колебаться в диапазоне от 1,25 до 1,7%. Применение специальных формовочных материалов позволяет компенсировать эти усадочные изменения размеров отливок.
Формовочные вспомогательные материалы для литья стоматологических сплавов должны отвечать следующим требованиям: