

Глава 2 токарные станки
2.1. Токарно-винторезные станки
2.1.1. Общие сведения
Станки для токарной обработки (точение) составляют значительную долю в парке металлорежущего оборудования (до 30...40%) и предназначены для обработки наружных, внутренних и торцовых поверхностей тел вращения, а также нарезания резьб. Главным движением в токарных станках является вращение заготовки, инструмент же осуществляет прямолинейное продольное или поперечное движение подачи.

Рисунок 2.1. Типовые операции, выполняемые на токарных станках.
Токарно-винторезные станки как с ручным управлением, так и с ЧПУ яв-ляются наиболее универсальными станками токарной группы для обработки деталей типа валов, дисков и втулок и обеспечивают выполнение следующих основных видов работ (рис. 1.1.): обтачивание резцами наружных цилиндрических (а) и конических (б) поверхностей; обработку торцовых поверхностей (в); прорезку канавок и отрезку (г); растачивание цилиндрических и конических отверстий (д); фасонное точение (е); сверление, зенкерование и развертывание отверстий (ж); нарезание наружной и внутренней резьб резцами (з), метчиками и плашками (и). На них можно производить также накатывание рифленых поверхностей (к), выглаживание и раскатку поверхностей.
2.1.2. Компоновка, основные узлы и характерные
ПАРАМЕТРЫ
Станки с ручным управлением в подавляющем большинстве случаев имеют горизонтальную компоновку, удобную для обслуживания и наблюдения за зоной обработки. На рисунке 2.2 показаны важнейшие узлы станка. Обрабатываемая заготовка, закрепленная в патроне 1, получает вращение от коробки скоростей, расположенной в шпиндельной(передней) бабке 9, связанной ременной передачей с приводным двигателем, обычно расположенным в тумбе станины 7. Инструмент, устанавливаемый в резцедержателе, закрепленном на суппорте 2, получает продольное и поперечное перемещение через коробку подач 8 и фартук 5. При нарезании резьбы резцом продольное перемещение суппорта осуществляется от ходового винта 4, для остальных операций используется ходовой валик 6 и зубчатая рейка; задняя бабка 3 служит для поддержания длинных заготовок, а также иногда для закрепления и перемещения осевого инструмента, предназначенного для обработки центральных отверстий.
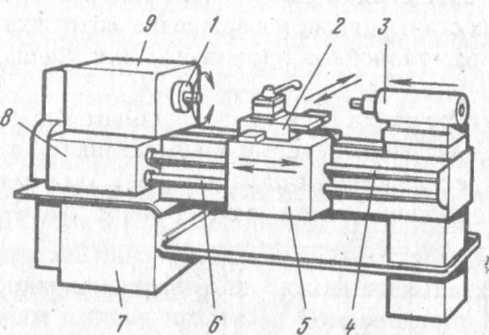
Рисунок 2.2. Компоновка токарно-винторезного станка.
Основными параметрами токарно-винторезных станков, определяющими его рабочее пространство, являются наибольший диаметр D (рисунок 2.3) обрабатываемой заготовки, устанавливаемой над станиной, и наибольшее рас-
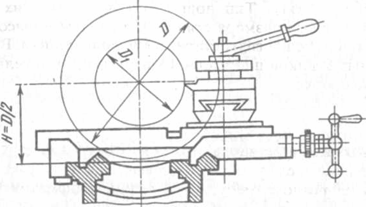
Рисунок 2.3. Обрабатываемые на станках заготовки
стояние между центрами передней и задней бабки, которое ограничивает наибольшую длину обрабатываемой заготовки. Диаметр D приблизительно равен удвоенной высоте центров Н, измеряемой от горизонтальной плоскости направляющих. Важным размером станка является также наибольший диаметр обрабатываемой заготовки, устанавливаемой над суппортом D\. По максимальному диаметру токарно-винторезные станки выпускаются в пределах размерного ряда с ф = 1,25 от 100 до 6300 мм. Станки с одним и тем же диаметром могут иметь различные межцентровые расстояния, которые в тяжелых станках доходят до нескольких десятков метров.
Шпиндельные узлы имеют существенно различные типы шариковых и роликовых подшипников с регулированием натяга. Тип подшипников и класс их точности зависят от назначения и размера станка. В тяжелых и высокоточных станках нашли применение гидростатические подшипники. В большинстве современных станков шпиндели подвергаются тщательной динамической балансировке.
При правильной эксплуатации на станках среднего размера нормальной точности могут быть получены поверхности по 8...7 квалитету точности с шероховатостью Ra не более 3,2...1,6 мкм. На специальных особо точных токарных станках при применении инструмента из монокристаллических алмазов можно получать поверхности с погрешностью формы, определяемой десятыми долями мкм и шероховатостью Rz до тысячных долей мкм.