

5.2. Конструкция характерных узлов.
Столы.
Точность геометрической формы детали, скоростные и силовые характеристики, надежность работы станка в значительной степени определяются конструкцией стола, на котором закрепляется обрабатываемая заготовка. У станков с диаметром обработки до 3000 мм используются опоры качения и гидростатические опоры; при ббль-ших размерах предпочтение отдается гидростатическим направляющим, обеспечивающим большую точность и виброустойчивость станка.
На рисунке 5.7 приведена конструкция стола с опорами качения. Средний диаметр Dcp подшипника выбирают равным примерно половине наибольшего диаметра обработки. Конструкция обеспечивает большую окружную скорость и используется при диаметре обработки до 2500 мм.
Для повышения жесткости и виброустойчивости особенно при обработке высоких заготовок предусматривают подшипник 5, с помощью которого создается предварительный натяг главного подшипника 7.
Обрабатываемая заготовка может закрепляться в тисках 4, а также на столах-спутниках, устанавливаемых на планшайбе 6. Для восприятия больших осевых усилий, возникающих в зацеплении косозубых колес 2 и 3, вал 9 установлен на конических роликоподшипниках.
Конструкции столов с гидростатическими направляющими приведены на рисунок 5.8. Замкнутые круговые гидростатические направляющие 1 и 2 (рисунок 5.8, а), обеспечивающие высокую жесткость масляного слоя, применяются при диаметре планшайбы до 2 м. Более технологичными являются разомкнутые гидростатические направляющие 1, используемые в тяжелых станках, с диаметром планшайбы до 12,5 м (рисунок 5.8, б).
Наибольшее распространение в станках получил привод вращения планшайбы, осуществляемый через косозубые колеса 3 и 4.
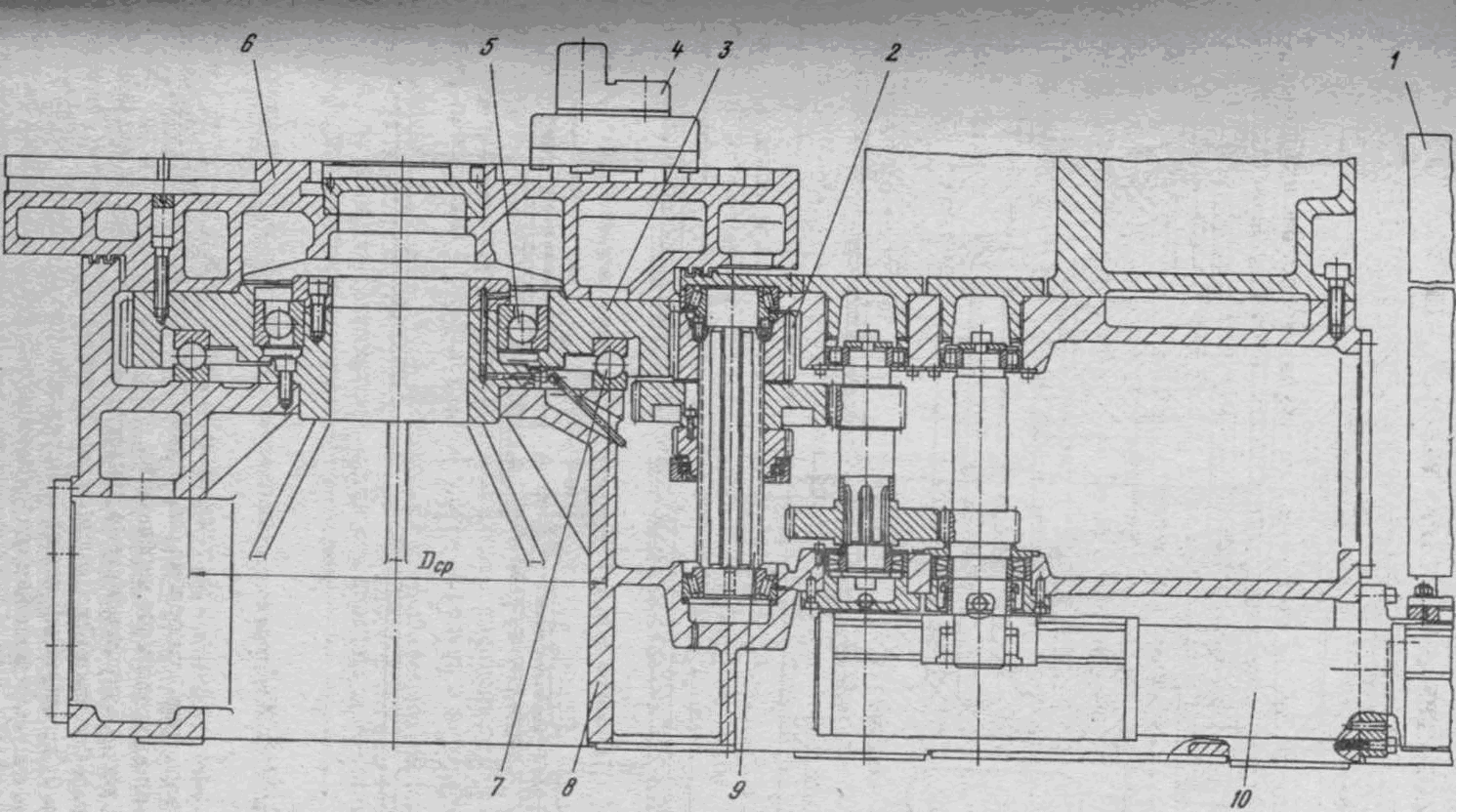
Рисунок 5.7. Конструкция стола с опорами качения.
Главный привод
В состав главного привода (вращения планшайбы) входят регулируемый электродвигатель и двух-, трехступенчатая коробка скоростей. Кроме того, для круговой подачи планшайбы, например при фрезеровании, предусматривают дополнительный привод (с выборкой зазора в кинематической цепи). Этот же привод используют для точного поворота планшайбы на заданную угловую координату.
В конструкции по рисунке 5.7, двухступенчатая коробка скоростей располагается в корпусе стола 8. Передача вращения от двигателя постоянного тока 1 к коробке скоростей и далее на планшайбу передается через плоскоременную передачу 10.
На рисунке 5.9 показана схема двухступенчатой компактной планетарной коробки скоростей, передающей вращение с входного вала (от шкива 7) на зубчатый венец 2. Переключение ступеней осуществляется за счет перемещения гидроцилиндром 3 зубчатого колеса 5 с внутренним зубом. При его перемещении вниз и сцеплении с зубчатой муфтой 6 коробка скоростей работает в режиме зубчатой муфты (снижается шум). При перемещении колеса 5 вверх и сцеплении его с неподвижным колесом 4 работает планетарная передача с передаточным отношением: i = 1:4. Благодаря трем равномерно расположенным по окружности сателлитам 1 мощность передается по трем потокам и радиальные размеры коробки невелики.
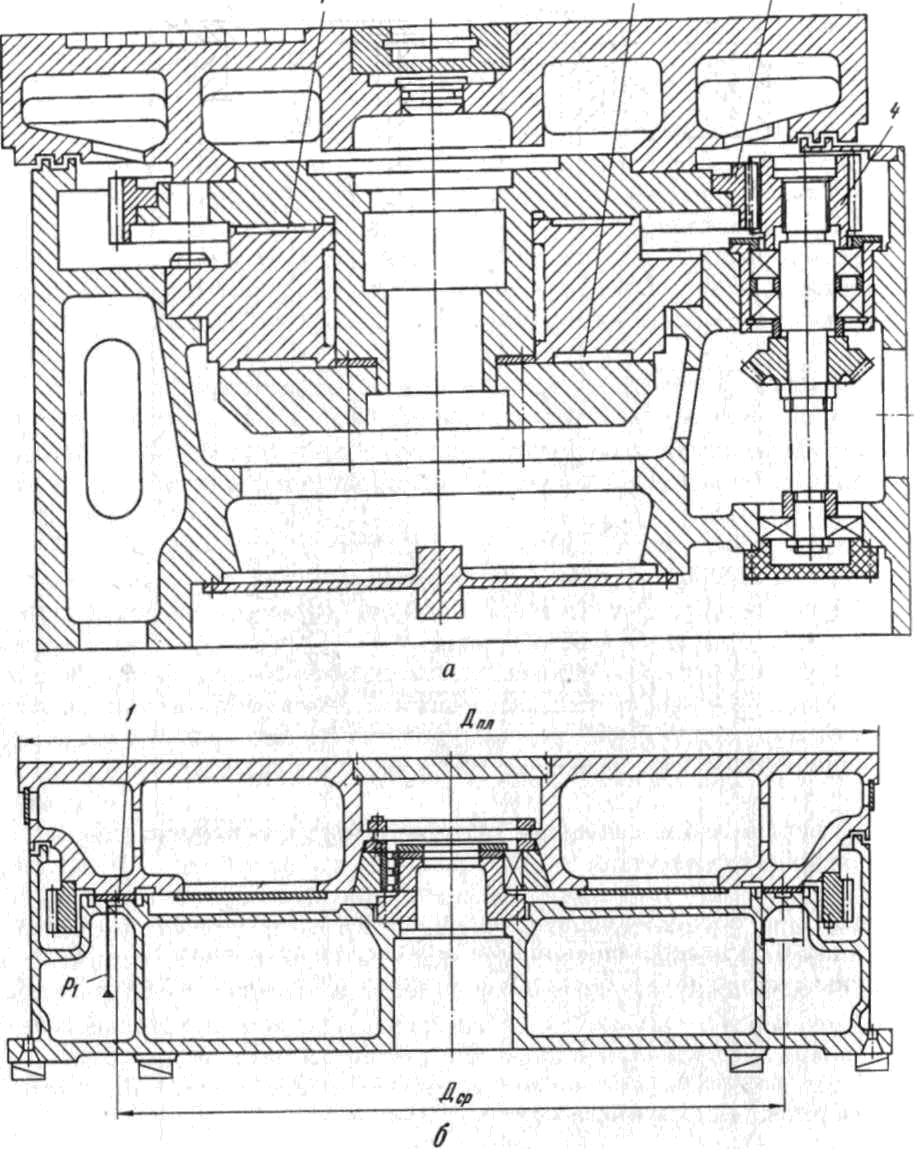
Рисунок 5.8. Конструкция стола с гидростатическими круговыми направляющими.
Суппорты и поперечины
Станки с диаметром обработки до 2500 мм чаще всего оснащают вертикальным суппортом с четырех- или пятипозиционной револьверной головкой, имеющей автоматизированный поворот (смена инструмента) и зажим от двигателя. Инструмент закрепляется в револьверной головке вручную. Ось револьверной головки располагается горизонтально или для удобства размещения резцедержателей под углом 7 - 10° к горизонту. Цилиндрические поверхности обрабатываются при вертикальном перемещении ползуна с помощью винтовой передачи в направляющих корпуса суппорта.

Рисунок 5.9. Схема планетарной двухскоростной коробки скоростей.
Взамен ползуна с револьверной головкой используются также суппорты с резцедержателями. Такую конструкцию имеют станки с устройством автоматической смены инструмента и все тяжелые станки. Суппорты с ползунами, имеющие поперечные сечения в форме прямоугольника, квадрата, восьмигранника, могут поворачиваться на требуемый от вертикали угол.
На рисунке 5.10 показана конструкция суппорта, в котором как направляющие 1 и 4 салазок, так и ползуна 10 выполнены на гидростатических опорах. Каждый карман (на ползуне их 16: по 8 на каждой опоре 8 и 9) питается от многопоточного насоса 6, подающего масло в каждый из карманов 0,2 л/мин. Движение суппорта по поперечине 5 осуществляется с помощью шариковой передачи 3, а перемещение ползуна 10 производится от высокомоментного двигателя 7, передающего вращение на шариковую гайку.
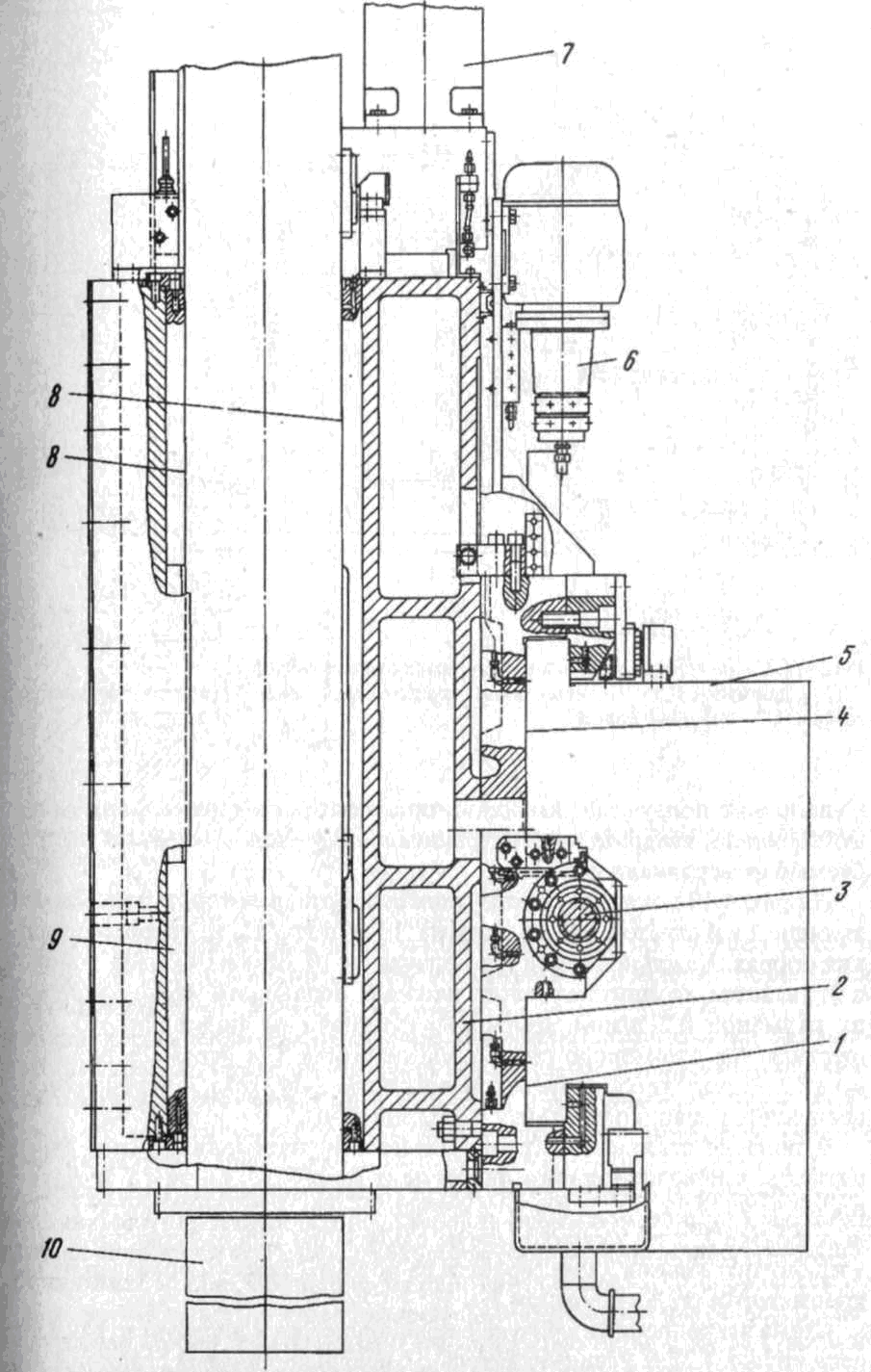
Рисунок 5.10. Конструкция суппорта станка ф1600 мм с гидростатическими направляющими салазок и ползуна.
В ползуне станка может автоматически устанавливаться и заменяться как невращающийся инструмент (рисунок 5.11, а), так и вращающийся (рисунок 5.11, б). В первом случае резцы 1 закрепляются в резцедержавке 2, а та, в свою очередь, с помощью тарельчатых пружин 5 и клинового зажима 3 фиксируется на ползуне. Разжим резцедержавки производится гидроцилиндром 4.
Схема закрепления в ползуне 6 вращающегося 9 инструмента приведена на рисунок 5.11, б. Резцедержатель 2 с невращающимися резцами 1 закрепляется с помощью четырех гидроцилиндров 4 и клиновых механизмов. Базирование резцедержавки осуществляется по цилиндрическому пояску 3. Вращающийся инструмент 9 (фрезы и др.) закрепляется в шпинделе 7 с помощью цангового зажима 5, а момент передается шпонками 8.
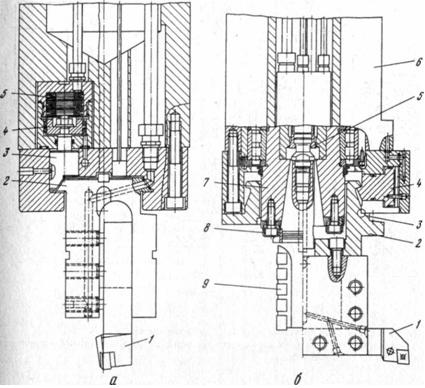
Рисунок 5.11. Установка инструмента в ползуне.
Для расширения технологических возможностей станки оснащают сменными фрезерными, шлифовальными и другими головками, которые закрепляются на ползуне с помощью зубчатой муфты или как резцедержавка с невращающимся инструментом по рисунок 5.11, б.