

Глава 5. Токарно-карусельные станки.
5.1. Общие сведения.
Токарно-карусельные станки предназначены для обработки заготовок преимущественно типа тел вращения (длина которых обычно не превышает диаметра) с диаметрами от 800 до 20000 мм и относятся к станкам токарной группы. Основным размером является наибольший диаметр обрабатываемой заготовки. Для этих станков характерным является вертикальная ось вращения планшайбы, благодаря чему становится более безопасным и удобным закрепление тяжелых заготовок по сравнению с токарными и лоботокарными станками. Недостатком станков является плохой отвод стружки, а также переменный вылет инструмента, обусловленный особенностью обработки.
Станки являются широкоуниверсальными и позволяют производить различные виды работ. На станках средних размеров (диаметром до 2500 мм) можно обтачивать цилиндрические, торцовые, конические и фасонные поверхности (рисунок 5.1, а, б); сверлить и растачивать центральные отверстия и канавки (рисунок 5.1, в); нарезать наружные и внутренние цилиндрические и конические резьбы (рис.5.1, г). Для повышения гибкости и производительности станков средних размеров инструмент часто устанавливают в поворотной револьверной головке 1 (см. рисунок 5.1, б).
Крупные токарно-карусельные станки с диаметром обработки более 3000 мм оснащаются различными сменными узлами, устанавливаемыми на суппорт, что позволяет обрабатывать заготовки исключительно сложной формы. С использованием современных систем ЧПУ на станках можно точить, растачивать, фрезеровать, сверлить, шлифовать детали с одной установки и решать другие сложные технические задачи.
Пример комплексной обработки корпусной заготовки 1 с помощью сменных узлов, устанавливаемых на ползуне 14 вместо резцедержателя 13, приведен на рисунке 5.2, а. Подрезка торца осуществляется резцом, установленным в резцедержателе 13; обработка вертикальных плоскостей и уступов - угловой фрезерной головкой 12; получение конической наружной поверхности на патрубке - поворотной планшайбой 11с радиальной ползушкой или расточно-подрезным устройством 5; фрезерование отверстия - с помощью угловой фрезерной головки 10 методом контурного фрезерования; обработка пазов - угловой фрезерной головкой 9; наклонных плоскостей - головками 7 и 8; фрезерование по контуру переходных поверхностей - с помощью угловой фрезерной головки 6; фрезерование плоскостей разъема - прямой фрезерной головкой 4; обработка планшайбой 3; сверление отверстий 2. Возможна обработка внутренних резьб большого диаметра (рисунок 5.2, б)
Для осуществления финишных операций изготавливают различные шлифовальные головки (рисунок 5.2, в).

Рисунок 5.1. Схемы обработки различных поверхностей на токарно-карусельных станках.
Несмотря на большие размеры, станки обеспечивают высокую точность. Например, радиальное и торцовое биение планшайб самых крупных размеров (10...12,5 м) не превышает 20...30 мкм, параллельность перемещения ползуна оси вращения детали - 20 мкм; погрешность траекторий перемещений суппортов на всей длине (5...6 м) (параллель ность, прямолинейность) обычно не превышает 40...50 мкм, погрешность позиционирования на всей длине - 40 ... 50 мкм; погрешность позиционирования планшайбы при повороте на любой угол - ±5".
Отдельные параметры технической характеристики станков (в соответствии с ГОСТ 600-80) приведены на рисунке 5.3.
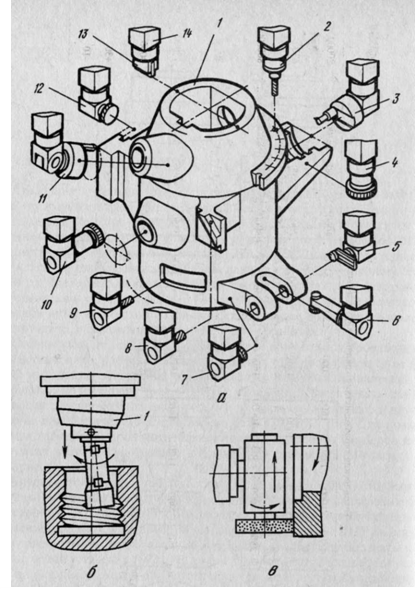
Рисунок 5.2. Пример комплексной обработки сложной детали на тяжелом станке с использованием сменных узлов.

Рисунок 5.3. Технические характеристики токарно-карусельных станков.
Компоновка станков
В зависимости от размеров и назначения станки выпускаются одностоечными или двухстоечными. Станки с диаметром обработки до 2 м выполняют, как правило, одностоечными (рисунок 5.4, а-в). Ряд иностранных фирм выпускают станки до 3500 мм одностоечными. В зависимости от высоты заготовки Н станки имеют неподвижную (рисунок 5.4, а) или подвижную (рисунок 4.3, б) поперечину 1 (перемещается установочно). В первом случае высота Н заготовки значительно меньше диаметра D, а во втором - равна или даже несколько больше диаметра. Часто станки с неподвижной поперечиной имеют один вертикальный суппорт 2 с револьверной головкой 3. Станки с подвижной поперечиной могут иметь дополнительно вертикальный 4 и горизонтальный 5 суппорты (рисунок 5.4, б). Выпускаются также станки без поперечины (рисунок 5.4, в). Здесь салазки 1 суппорта 2 перемещаются по вертикальным направляющим стойки 3.

Рисунок 5.4. Компоновки токарно-карусельных станков.
Тяжелые и уникальные станки с диаметром обработки от 4 до 20 м выполняют одностоечными (рисунок 5.4, г) и двустоечными (рисунок 5.4, д). В них консоль 1 (поперечина 1 на рисунок 5.4, д) и стойка 3 перемещаются установочно. Уникальные станки двустоечной компоновки могут иметь портал, перемещающийся в плоскости чертежа (рисунок 5.4, д), что позволяет увеличить диаметр D заготовки. Одностоечные станки выполняются также с подвижным столом 5 и неподвижной стойкой 3. Основными преимуществами одностоечной компоновки являются значительно меньшие масса, стоимость, занимаемая площадь, удобные загрузка станка крупными заготовками и обслуживание, так как рабочая зона открыта для установки заготовки. На таких станках эффективно используется боковой суппорт 4, который можно устанавливать на минимальном расстоянии от деталей. Недостатком станков является меньшая жесткость, особенно при точении вертикальным суппортом 2 деталей малого диаметра. Преимуществом двухстоечной компоновки является высокая жесткость несущей системы, позволяющая эффективно использовать два вертикальных суппорта 2 и 3.
Кинематическая схема станка с диаметром обработки 1250 мм приведена на рисунке 5.5. На станке предусмотрен револьверный суппорт 9 с автоматизированным поворотом от привода 4 и зажимом револьверной головки. Приводы главного движения и подач осуществляются .от электродвигателей постоянного тока 1, 4 и 7. Планетарная коробка скоростей 2 имеет две ступени с передаточным отношением 1:1 и 1:4.

Рисунок 5.5. Кинематическая схема с диаметром обработки 1250 мм 1Е512Пф2М: 1 - электродвигатель главного движения, 2 – коробка скоростей. 3 – планшайба, 4-электродвигатель вертикальной подачи суппорта, 5 – электродвигатель поворота револьверной головки. 6 – электродвигатель перемещения поперечины, 7 – электродвигатель горизонтального перемещения суппорта, 8 – коробка подач с выборкой зазора. 9 – револьверный суппорт.
На рисунке 5.6 показана кинематическая схема двухстоечного токар-но-карусельного станка с ЧПУ с диаметром обработки 6300 мм мод. 1А550Ф4.
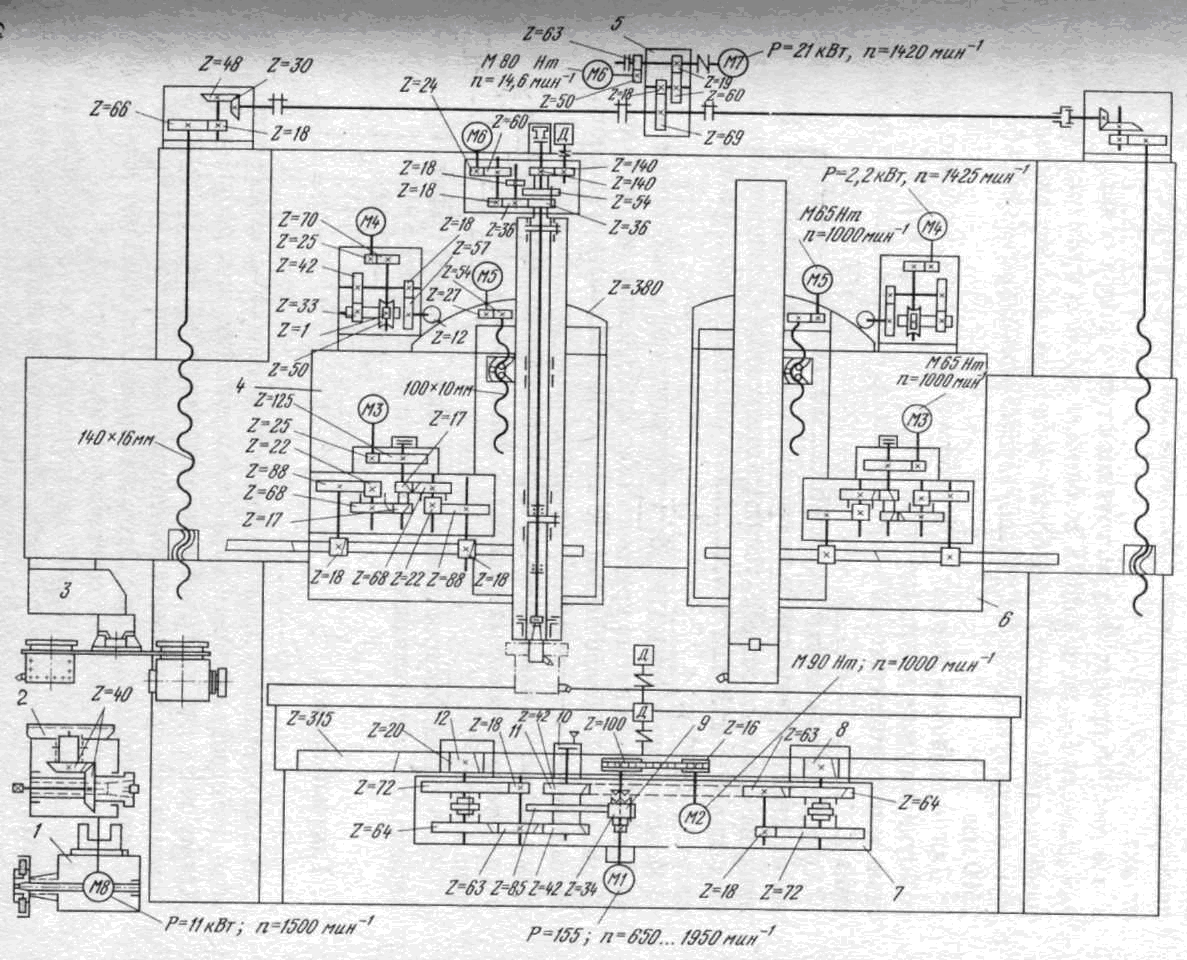
Рисунок 5.6. Кинематическая схема двухстоечного токарно-карусельного станка модели 1А563Ф4: М1 - М8 – электродвигатели, М1 - главного движения, М2 – круговой подачи планшайбы, М3 – перемещения суппортов, М4 – поворота суппортов. М5 – перемещения ползунов. М6 – главного привода суппорта. М7 – перемещения поперечины, М8 – вращения шлифовального круга Д – датчики положения.
Привод главного движения и привод круговой подачи планшайбы объединены в одном механизме 7. Работа главного привода обеспечивается при включении в работу двигателя Ml (при положении зубчатого колеса как показано на схеме). В этом случае обеспечивается равномерное распределение нагрузки между двумя выходными колесами 8 и 12 за счет "плавающего" шевронного колеса 11 (в гидроцилиндр 10 масло не подается). Для работы в режиме круговой подачи колесо 9 перемещается вверх, и в работу включается двигатель привода подачи М2. Одновременно в гидроцилиндр 10 подается под Давлением масло, и за счет осевого перемещения шевронного колеса П выбирается зазор в зацеплении колес 8 и 12 с венцом (Z = 315). На станке предусмотрен как токарный 6, так и фрезерно-расточной 4 суппорты. Установочное движение поперечины осуществляется механизмом 5. Для расширения технологических возможностей предусмотрены угловая фрезерная головка 2 и шлифовальная головка 1, которые с целью облегчения их смены устанавливаются на поворотном магазине 3.