

3.3. Расчет ползунов механических прессов
Ползуны прессов различных типов предназначены для выполнения одной общей функции – передачи поступательного движения от кривошипно-шатунного механизма и развиваемого прессом усилия рабочим частям штампов. Хорошая работа кривошипной машины во многом определяется правильной конструкцией узла (ползун), в котором крепится инструмент и его направляющих. Верхняя часть штампа крепится к ползуну, при помощи Т-образных пазов, резьбовых отверстий или специальных гидравлических автоматически действующих захватов. Основным требованием, предъявляемым к конструкции узла ползуна, является обеспечение точного перемещения верхней части штампа к его нижней части. От точности направления ползуна в сильной степени зависит точность деталей, получаемых рядом штамповочных операций, а также износ и долговечность инструмента, предназначенного для разделительных операций. Большое разнообразие конструкций ползунов обуславливается различными размерами штампов, которые крепятся к ползунам. В зависимости от размеров или числа штампов ползун приводится в движение одним, двумя или четырьмя шатунами. Ползуны кривошипных машин можно подразделить на три группы: сплошные призматические и коробчатые (ползуны листоштамповочных прессов), с дополнительными направляющими (ползуны прессов и автоматов для горячей и объемной штамповки) и в виде пластин (ползуны ножниц и листогибочных прессов). На рис. представлены основные виды конструкций ползунов механических прессов различного назначения.
Удовлетворительную работу ползуна определяет отношение длины направляющих ползуна к их ширине. В общем случае перекос торцовой плоскости направляющих, а вместе с ней и рабочей плоскости ползуна составляет
![]() ,
(3.28)
,
(3.28)
где – суммарный зазор в направляющих, мм; B – расстояние между направляющими плоскостями, мм; LH – длина направляющих, мм.
Расчет ползунов состоит из расчета их направляющих и самих ползунов на прочность и жесткость.
Ползуны кривошипных горячештамповочных прессов
В практике эксплуатации кривошипных горячештамповочных прессов в ранних конструкциях машин была принята и развита теория о том, что чем больше база для обеспечения направления, тем точнее осуществляется совпадение частей штампа. Увеличение длины направляющих ползуна ограничивается принятой конструкцией пресса, поэтому ползуны выполнялись с дополнительными направляющими на хоботе. Однако частые поломки хоботов ползунов привели к решению отказа от них, что так же привело к снижению металлоемкости КГШП новой конструкции. Возможные перекосы ползуна в этом случае устраняются за счет так же усовершенствованной конструкции уравновешивателей.
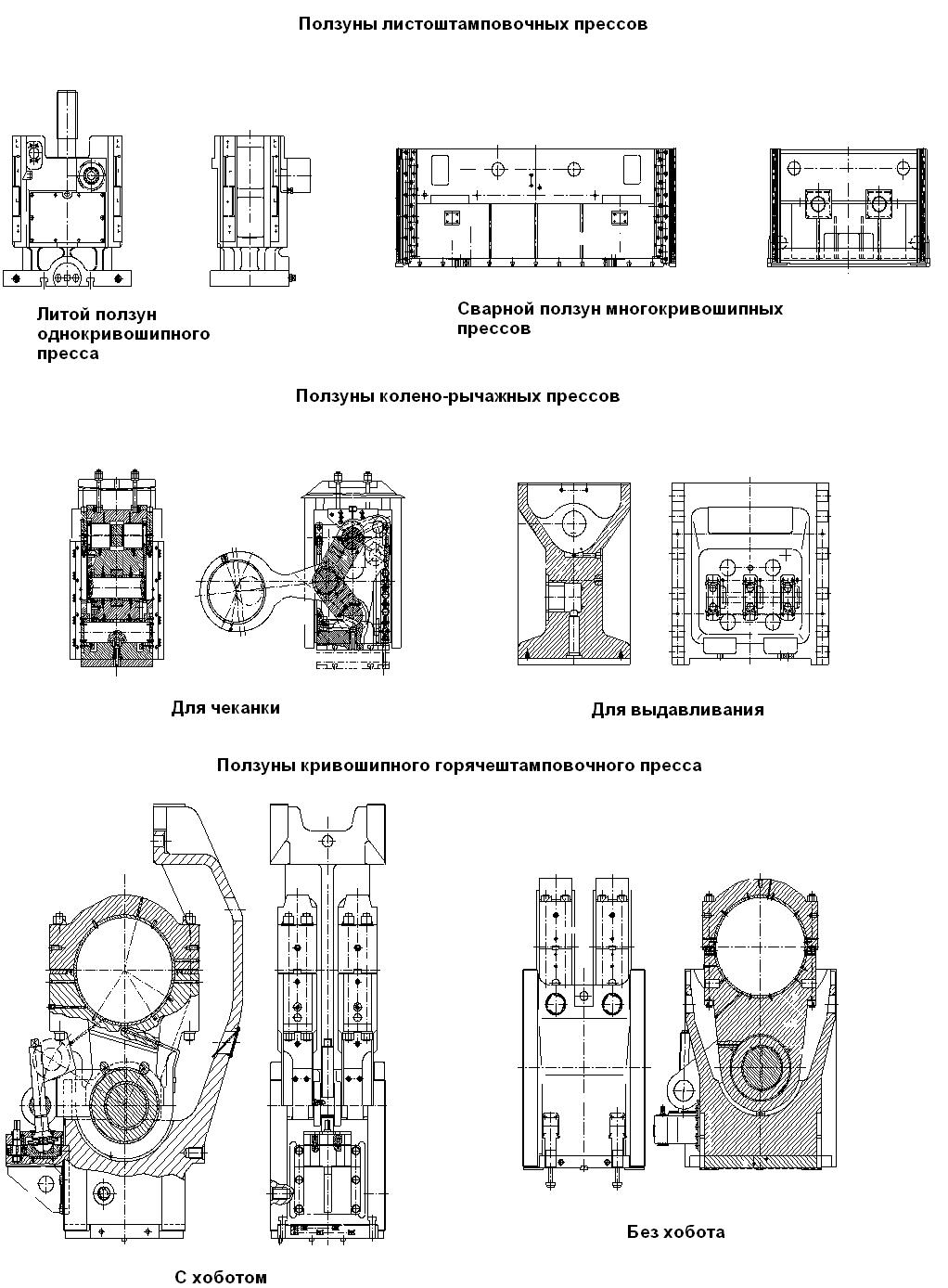
Рис. 43. Конструкции ползунов современных механических прессов
При проектировании расчет ползунов выполняют на прочность и жесткость методом конечных элементов по следующей расчетной схеме (рис. 44).
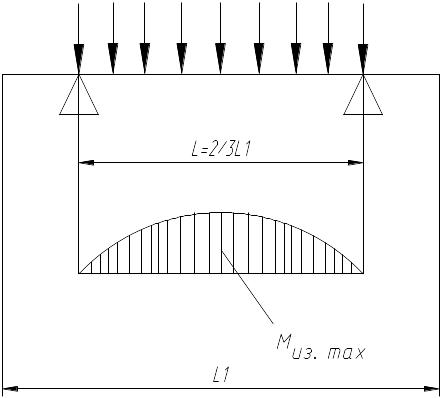
Рис. 44. Схема нагружения ползуна
Ползуны листоштамповочных прессов
Конструкции ползунов у прессов открытого типа делается обычно литой. У более крупных прессов наряду с литыми ползунами широко применяются ползуны сварные – из стального проката, чем достигается снижение веса конструкции.