

А.М. Донец, с.А. Донец, я.Б. Бутко, л.Г. Агиоргиесий лазерная обработка материалов печатных плат
Приводятся описание лазерной обработки материалов, используемых для изготовления печатных плат
Изобретение лазера в 1960 г. произвело настоящую революцию в науке и технике. В настоящее время лазеры нашли широкое применение во всех сферах человеческой деятельности. Обладая такими уникальными свойствами как монохроматичность, когерентность, высокая локальность и большая энергия сфокусированного луча, лазерное излучение используется в качестве идеального инструмента прецизионной обработки материалов с различными физико-механическими свойствами. Ниже рассматриваются особенности применения лазерной обработки материалов в процессе изготовления печатных плат /1, 2/.
Обработка отверстий
Обработка прецизионных переходных отверстий в многослойных материалах осуществляется в три этапа (рис. 1).
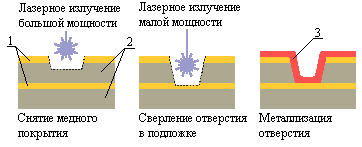
а) б) в)
Рис. 1. Последовательность лазерной обработки переходных отверстий в печатных платах: 1- слои из меди; 2- диэлектрические слои; 3- металлизированное отверстие
С необходимого участка поверхности платы снимается проводящее покрытие (рис. 1, а). Это осуществляется при использовании ультрафиолетового лазера с длиной волны 250-350 нм. При такой длине волны большинство металлов, используемых для формирования проводящего покрытия печатных плат, обладают коэффициентом поглощения более 50 % и легко испаряются в случае достаточной мощности излучения. Когда на поверхности платы остается тонкий слой металла, излучение лазера начинает частично проникать сквозь него, достигая материала диэлектрической подложки. Поэтому окончательное удаление проводящего покрытия осуществляется не только за счет испарения самого металла, но и за счет взрывообразного разрушения материала подложки, срывающего с поверхности остатки фольги. После окончания первого этапа обработки в необходимых местах поверхности платы проводящее покрытие удалено, и материал подложки под этими участками частично разрушен. Плотность мощности лазерного излучения снижается до уровня, оптимального для обработки полимерного материала подложки, и осуществляется дальнейшая обработка отверстия, например, CO2 лазером, работающим в инфракрасном спектральном диапазоне. Излучение инфракрасного лазера хорошо поглощается органическим материалом подложки и позволяет осуществить сверление и обрезку плат. Но оно неспособно проникнуть через медное покрытие платы и практически не поглощается в нем, поэтому, когда отверстие достигает следующего слоя фольги, его разрушения не происходит. При этом поверхность медной фольги покрывается микроскопическими раковинами, обеспечивающими необходимую ее шероховатость. В случае, если переходное отверстие должно соединять три и более слоев печатной платы, то мощность лазера снова повышается для прохода сквозь следующий проводящий слой, и обработка повторяется с первого этапа. После окончания второго этапа обработки образуется готовое отверстие в плате, очищенное от посторонних материалов и с шероховатым основанием (рис. 1, б). На третьем этапе производится металлизация переходного отверстия известными способами (рис. 1, в) /3/. При этом хорошее сцепление материала металлизации с внутренним слоем фольги достигается благодаря шероховатости ее поверхности, полученной в результате обработки на втором этапе.