

Средства технологического оснащения и оборудование для электрических методов обработки. Смоленцев В.П., Болдырев А.И
.pdfПродолжение табл. 1.14
Эли- |
10- |
2,5- |
до |
|
2 |
6 |
140 |
Имеет 2 |
трон |
200 |
100, |
1000 |
|
|
|
|
блока, |
50, |
|
спло |
|
|
|
|
|
рабо- |
Рос- |
|
шнос |
|
|
|
|
|
тающие |
сия |
|
ть |
|
|
|
|
|
раздель- |
|
|
80% |
|
|
|
|
|
но и со- |
|
|
|
|
|
|
|
|
вместно. |
|
|
|
|
|
|
|
|
Имеется |
|
|
|
|
|
|
|
|
вибратор |
|
|
|
|
|
|
|
|
|
Элек- |
до |
до |
600- |
|
6 |
6 |
130 |
Имеется |
тром |
300 |
100 |
800 |
|
|
|
|
вибратор |
25, |
|
|
|
|
|
|
|
|
Рос- |
|
|
|
|
|
|
|
|
сия |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ЭФИ |
до |
10-40 |
до |
|
1,5 |
2 |
10 |
Частота |
81, |
100 |
|
100 |
|
|
|
|
следова- |
Мол- |
|
|
|
|
|
|
|
ния им- |
дова |
|
|
|
|
|
|
|
пульсов |
ЭФИ |
до |
25- |
400 |
|
1,5 |
6 |
40 |
100 Гц |
54, |
240 |
160 |
|
|
|
|
|
|
Мол- |
|
|
|
|
|
|
|
|
дова |
|
|
|
|
|
|
|
|
Эли- |
до |
до |
1000 |
|
4,5 |
12 |
150 |
|
трон |
750 |
65 |
|
|
|
|
|
|
52Б, |
|
|
|
|
|
|
|
|
Мол- |
|
|
|
|
|
|
|
|
дова |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
51 |
|
|
|
|

Окончание табл. 1.14
ЭФИ |
до |
до |
до |
4 |
3 |
200 |
Устанав- |
666 |
300 |
160 |
2500 |
|
|
|
ливается |
Ав- |
|
|
|
|
|
|
на токар- |
томат |
|
|
|
|
|
|
ном стан- |
изиро |
|
|
|
|
|
|
ке. |
ван- |
|
|
|
|
|
|
Размеры |
ный, |
|
|
|
|
|
|
заготов- |
|
|
|
|
|
|
|
ки, мм: |
Мол- |
|
|
|
|
|
|
диаметр |
дова |
|
|
|
|
|
|
15-250, |
|
|
|
|
|
|
|
длина до |
|
|
|
|
|
|
|
500 |
Эли- |
100- |
6-25 |
19 |
3 |
5 |
190 |
Имеет |
трон |
200 |
|
|
|
|
|
вибратор |
354, |
|
|
|
|
|
|
с часто- |
Мол- |
|
|
|
|
|
|
той |
дова |
|
|
|
|
|
|
100Гц. |
|
|
|
|
|
|
|
Враще- |
|
|
|
|
|
|
|
ние |
|
|
|
|
|
|
|
инстру- |
|
|
|
|
|
|
|
мента с |
|
|
|
|
|
|
|
частотой |
|
|
|
|
|
|
|
5-27 |
|
|
|
|
|
|
|
об/мин |
Станки совместного российско-молдавского предприятия
–завода «ТОПАЗ»
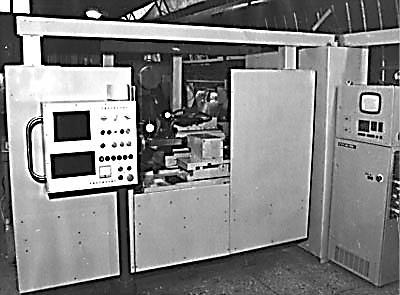
1.Станок ЭХС-5000 для импульсной электрохимической обработки лопаток газотурбинных двигателей и установок.
Станок предназначен для двухстороннего объемного формирования поверхностей лопаток газотурбинных двигате-
52

лей и установок методом импульсно-циклической электрохимической обработки.
На рис. 1.11. приведен общий вид станка, а далее его рабочая часть (рис. 1.12).
Станок ЭХС-5000 имеет следующие технические характеристики:
-способ перемещения рабочих электродов – управляемый электромеханический;
-количество управляемых электромеханических приводов – 2;
-угол разворота электромеханических приводов – 30°;
-точность позиционирования электродов – ± 0,002 мм;
-габариты обрабатываемых лопаток (высота х ширина) – 30120 х 20-70 мм;
-система управления – ЧПУ на базе промышленной рабочей станции Advantech.
Таблица 1.15 Специальные электрохимические станки для обработки
пера лопаток турбин
Модель, |
Наи- |
Ско- |
Наи- |
Мас- |
Примечание |
страна, |
боль |
рость |
боль |
са, |
|
изгото- |
шая |
съема |
ший |
кг |
|
витель |
длина |
мате- |
ток, |
|
|
|
пера, |
риала, |
А |
|
|
|
мм |
мм/ |
|
|
|
|
|
мин |
|
|
|
ЭХО-1А |
80- |
0,8-1,5 |
4500 |
900 |
Обработка |
Россия, |
160 |
|
|
|
двухсторонняя. |
г. Ржев |
|
|
|
|
Погрешность – |
|
|
|
|
|
0,2-0,35 мм. |
|
|
|
|
|
Давление |
|
|
|
|
|
электролита – |
|
|
|
|
|
0,65 МПа |
|
|
|
53 |
|
|

Продолжение табл. 1.15
АГЭ-3, |
65- |
0,1-0,6 |
4000 |
1800 |
Обработка |
Россия, |
170 |
|
|
|
двухсторонняя. |
г. Сама- |
|
|
|
|
Погрешность – |
ра |
|
|
|
|
0,15 мм. |
|
|
|
|
|
Давление |
|
|
|
|
|
электролита – |
|
|
|
|
|
0,6 МПа |
ЭХС- |
до |
0,2-2 |
3000 |
2800 |
Автоматизирова- |
10А, |
200 |
|
|
|
на подача элек- |
Россия, |
|
|
|
|
трода- |
г. Пермь |
|
|
|
|
инструмента. |
ЭХО-2, |
150- |
0,2-1,0 |
10000 |
3000 |
Обработка |
Россия, |
300 |
|
|
|
двухсторонняя |
г. Ржев |
|
|
|
|
|
МЭ-75, |
630- |
0,03- |
6300 |
15350 |
Обработка |
Россия, |
1250 |
2,1 |
х4 |
|
односторонняя. |
г. Санкт |
|
|
|
|
Погрешность – |
Петер- |
|
|
|
|
0,5 мм |
бург |
|
|
|
|
|
Рис. 1.11. Станок ЭХС-5000
54

2. Электрохимический комплекс ЭХК-ЛГТУ. Электрохимический комплекс ЭХК-ЛГТУ (рис. 1.13)
предназначен для двухстороннего объемного формирования поверхностей лопаток газотурбинных установок из титановых и жаропрочных сплавов методом импульсно-циклической электрохимической обработки.
Характеристика комплекса:
-автоматизированное управление процессом;
-широкий диапазон регулирования параметров обработки;
-высокая точность позиционирования электродов и поддержания межэлектродных зазоров;
-высокая степень защиты от коротких замыканий.
Рис. 1.12. Рабочая часть станка ЭХС-5000
55

Электрохимический комплекс имеет следующие технические характеристики:
-способ перемещения рабочих электродов – управляемый электромеханический;
-количество управляемых электромеханических приводов – 2;
-угол разворота электромеханических приводов – 30°;
-точность позиционирования электродов – ± 0,002 мм;
-габариты обрабатываемых лопаток (высота х ширина) – 150320 х 70-100 мм;
-генератор технологического тока – 6 низкопрофильных силовых модулей СМ-200 (фото ниже), каждый из которых обеспечивает выработку импульсов тока до 3000 А с амплитудой до
55 В;
-система управления – ЧПУ на базе промышленной рабочей станции Advantech.
Рис.1.13. Комплекс ЭХК-ЛГТУ
56
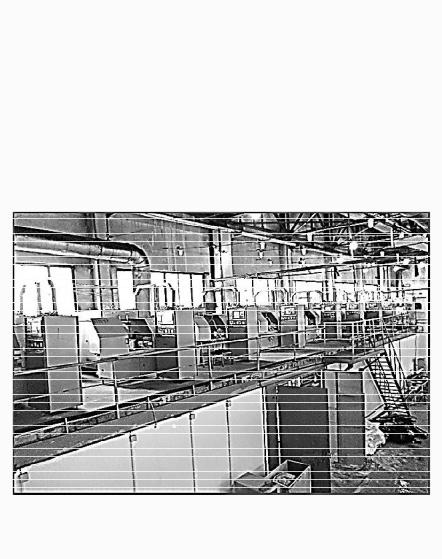
В состав ЭХК-ЛГТУ входит станция подготовки и подачи электролита. На базе такого оборудования создан производственный участок (рис. 1.14).
Преимущества созданного участка:
-автоматизированное управление процессом;
-широкий диапазон регулирования параметров обработки;
-высокая точность позиционирования электродов и поддержания межэлектродных зазоров;
-высокая степень защиты от коротких замыканий.
Рис. 1.14. Производственный участок для обработки лопаток турбин
57
1.2.8. Станки для комбинированной обработки
Это станки открытого акционерного общества «Институт технологии и организации производства» (Россия, г Уфа), предназначенные для комбинированной обработки, преимущественно для чистовой обработки лопаток турбин.
1. Станок модели 4ШЭЛ-7 (рис. 1.15).
Предназначен для глубинного электроалмазного шлифования прикомлевых участков профиля пера, радиусов перехода и полок со стороны спинки и корыта лопаток компрессора.
Станок имеет следующие технические характеристики:
-размеры обрабатываемой лопатки (длина х ширина х высота)
– до 300 х до 100 х до 20 мм;
-количество одновременно обрабатываемых лопаток – 2;
-диаметр шлифовального круга – 80-200 мм;
-форма шлифовального круга – 5СНIX;
-скорость резания – 30 м/с;
-глубина резания – до 2 мм;
-точность обработки – 0,1 мм;
-программа обработки – по копирам;
-режим обработки – полуавтоматический;
-габариты станка – 1000х1400х1950 мм;
-масса – 2000 кг.
Применение станка позволяет:
-повысить производительность шлифования за счет съема металла механическим резанием и электрохимическим растравливанием в 1,5 раза;
-повысить качество обработки и стабильность размеров;
-механизировать ручной труд.
58

Рис. 1.15. Станок модели 4ШЭЛ-7
2. Станок модели 4ШСЛ-300ПЗ (рис. 1.16). Предназначен для обработки поверхностей спинки и ко-
рыта пера лопаток компрессора ГТД.
Обеспечивает одновременное движение исполнительных органов от программы по следующим координатам:
х – продольное поступательное движение стола с устройством круговой подачи лопатки по координате а;
59
у – поперечное поступательное движение салазок со шлифовальной головкой; а – круговое движение лопатки вокруг ее продольной оси Х.
Рис. 1.16. Станок модели 4ШСЛ-300ПЗ
Станок имеет следующие технические характеристики:
-максимальный размер обрабатываемых лопаток (длина х ши-
рина) – 360 х 200 мм;
-диаметры шлифовальных кругов – 80-250 мм;
-форма шлифовальных кругов – 1FF1;
-частота вращения шпинделей – 2250-6000 об/мин;
-точность обработки по профилю – 0,05 мм;
-управление станком – по программе;
-режим обработки – полуавтоматический;
-наибольшие перемещения:
- продольное стола (по координате х) – 500 мм;
60