

ФГБОУВПО
«Воронежский государственный технический
университет»
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ПРОДУКЦИИ
НА ЭТАПАХ КОНСТРУКТОРСКОЙ
И ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ
ПРОИЗВОДСТВА
Межвузовский сборник
научных трудов
Выпуск 12
Воронеж 2013
УДК 621
Обеспечение качества продукции на этапах конструкторской и технологической подготовки производства: межвуз. сб. науч. тр. [Электронный ресурс] – Электрон.текстовые и граф. данные (9,2 Мб). – Воронеж: ФГБОУ ВПО “Воронежский государственный технический университет”, 2013. – Вып. 12. – 1 электрон.опт. диск (CD-ROM) : цв. – Систем.требования : ПК 500 и выше ; 256 Мб ОЗУ ;Windows XP ; SVGA с разрешением 1024x768 ; MS Word 2007 или более поздняя версия ; CD-ROM дисковод ; мышь. – Загл. с экрана. – Диск и сопровод. материал помещены в контейнер 12х14 см.
В сборнике приведены результаты научно-прикладных исследований, посвященных вопросам обеспечения качества изделий на этапах конструкторской и технологической подготовки производства, выполненных в вузах и на предприятиях г. Воронежа а также и польскими учеными.
Материалы, представленные в сборнике, соответствуют научному направлению "Наукоемкие технологии в машиностроении, авиастроении и ракетно-космической технике" и перечню Критических технологий Российской Федерации, утвержденному Президентом Российской Федерации.
Сборник предназначен для ученых, аспирантов и студентов, занимающихся проблемами обеспечения качества в условиях современного производства.
Сборник подготовлен в электронном виде в текстовом редакторе MSWord, содержится в файле Сборник_12_2013.doc, объем файла 9,2Mb.
Редакционная коллегия:
А.В. Кузовкин – д-р техн. наук, доц. – ответственный редактор, Воронежский
государственный технический университет;
М.Н. Подоприхин – канд. техн. наук, проф. – заместитель ответственного редактора,
Воронежский государственный техническийуниверситет;
А.И. Болдырев – канд. техн. наук, проф., Воронежский государственный
технический университет;
В.С. Петровский – д-р техн. наук, проф., Воронежская государственная
лесотехническая академия;
В.П. Смоленцев – д-р техн. наук, проф., Воронежский государственный
технический университет;
В.Н.. Старов – д-р техн. наук, проф., Воронежский государственный
технический университет;
Г.А. Сухочев - д-р техн. наук, проф., Воронежский государственный
технический университет;
И.Н. Касаткина – ответственный секретарь, Воронежский государственный
технический университет
Рецензенты: д-р техн. наук, проф. Ю.А. Цеханов;
д-р техн. наук, проф. А.Т. Крук
Издается по решению редакционно-издательского совета Воронежского государственного технического университета
© Коллектив авторов, 2013
© Оформление. ФГБОУВПО "Воронежский
г
осударственный технический университет", 2013
СОДЕРЖАНИЕ
Воронеж 2013 1
Получение качественного слоя на чугунных заготовках возможно, если в качестве инструмента применять электроды из малоуглеродистых сталей. Металлографические исследования показали, что углерод из заготовки активно насыщает наносимый слой, придавая ему новые свойства, повышающие механическую прочность до уровня углеродистых сталей. Однако во многих случаях (например, при восстановлении геометрических размеров) требуется нанести несколько слоев покрытия из чугуна и сохранить характеристики материала электрода-инструмента. 82
В процессе нанесения каждый слой (после первого) становится все более дефектным и тонким, имеет при этом слабую адгезию с основой. Изучение шлифов показало, что главной причиной ухудшения свойств последующих слоев покрытий «чугун по чугуну» является высокое содержание углерода и быстрый отвод тепла с границ слоев, вызывающей появление хрупкого «белого» слоя. 82
Воронежское пожарно-техническое училище (ВПТУ МЧС) 111
Продолжение текста статьи …… 135
Воронежский государственный технический университет 135
ВВЕДЕНИЕ
Межвузовский сборник научных трудов (выпуск 12), подготовленный к изданию на кафедре "Графики, конструирования и информационных технологий в промышленном дизайне" Воронежского государственного технического университета, продолжает публикацию материалов научных исследований и практических результатов ученых и исследователей вузов и предприятий ЦФО, впервые в нем приняли участие ученые и преподаватели из Познанского Политехнического Университета (Польша), чтоговорит о росте его популярности. Материалы сборника освещают проблемы подготовки производства и обеспечением качества выпускаемой продукции. Особое внимание уделено результатам исследований, проводимых совместно аспирантами, сотрудниками вузов и инженерно-техническими работниками ведущих машиностроительных предприятий.
Авторы статей рассматривают понятие качества продукции не только как высокие технические и эксплуатационные характеристики изделия,но и как результат применения новых методов и способов обработки, позволяющих организовать производство на основе энергоэффективности и экономической целесообразности. Качество изделия формируется на всех этапах жизненного цикла изделия. И именно поэтому в сборнике представлены статьи, посвященые проблемам подготовки технических кадров и переподготовки персонала на предприятиях.
Результаты исследований, представленные в сборнике, дают возможность познакомиться с актуальными результатами исследований и апробировать их на практике в деятельности предприятий, организаций и высших учебных заведений, заинтересованных в качестве выпускаемых товаров и предоставляемых услуг. Использование материалов сборника расширяет связи между производством, научными работниками и преподавателями, обеспечивающими подготовку и переподготовку специалистов на современно рынке трудовых ресурсов.
Выпуск сборника стал систематическим. Редакционная коллегия приглашает авторов принять участие в подготовке материалов для последующих изданий. Требования к материалам статей, представляемых в сборник, приведены в конце данного издания.
Материалы сборника будут полезны широкому кругу читателей.
Ваши отзывы и пожелания просим присылать по адресу: 394026, г. Воронеж, Московский пр., 14, ВГТУ, кафедра ГКПД или по электронной почте: akuzovkin@mail.ru
УДК 621.658.512
Мельников В.П., Смоленцев В.П.
ИННОВАЦИОННЫЙ ПОДХОД В РАЗВИТИИ ТРАНСПОРТНЫХ СРЕДСТВ
В статье рассмотрена проблема создания транспортных средств различного назначения с нетрадиционной точки зрения
Многообразие форм современных авиационных и космических аппаратов, наземных транспортных средств, надводных судов, подводных лодок, несмотря на свою многоликость, имеет определенные физические обоснования, которые опираются на законы взаимодействия аппарата со средой, в которой перемещаются и с которой они взаимодействуют при функционировании.
Сегодня имеется возможность рассмотреть с точки зрения единой аэро- гидродинамической теории и с помощью типологического подхода технические характеристики применяемых человечеством аппаратов для передвижения в различных средах и наметить пути их совершенствования, учитывая полученные данные о показателях аномальных объектов как земного так и инопланетного происхождения [1, 2].
Прежде всего надо выделить одно самое главное концептуальное положение, которое определяет основную тенденцию в историческом развитии любых транспортных средств- это непременное повышение скорости передвижения. Целесообразность такого положения также обосновывается социально-экономическими требованиями- сокращение расходов на перемещение в различных средах пребывания грузов, людей и т.д. поэтому решение этой задачи в различных отраслях транспорта осуществляется на основе паритета экономических затрат и выигрыша в увеличении скорости передвижения. Это привело к конструктивно-техническим решениям в транспортных средствах, которые сильно отличаются друг от друга по видам передвижения и формам исполнения, несмотря на имеющиеся обоснования единого подхода к формообразованию и двигательным системам теоретико-практического характера.
Это обоснование базируется на фундаментальном законе описания физической картины обтекания аппаратов в воздушной и других различных средах- законе Бернулли [3], который математически представляется уравнением его имени, и формулируется в следующем виде: сумма статического и динамического давления для любого сечения движущегося потока жидкости или газа есть величина постоянная и равна полному давлению в этом сечении. Если принять за P1 - статистическое давление в определенном сечении, - плотность среды, V1 - скорость в этом сечении, P - полное давление, то уравнение Бернулли примет вид
 (1)
(1)
Рис.1. Схема распределения сил при обтекании потоком профиля крыла
Обоснование силам сопротивленияQ, подъемной силы Y и их равнодействующейR образующимся при движении аппарата были даны И. Ньютоном (рис.1). При этом результирующая (равнодействующая) сила может быть описана уравнением
 (2)
(2)
где K1- поправочный коэффициент;
Sсеч- площадь поперечного сечения агрегата;
- плотность среды;
V- скорость набегающего потока;
- угол атаки.
Определяющей антигравитационной силой в атмосфере и водном пространстве Земли является подъемная сила. Она может быть определена по уравнению
 (3)
(3)
а сила аэро- гидродинамического сопротивления движению транспортного средства может быть исчислена по формуле
 (4)
(4)
Вообще-то, традиционно, рассматривая схему обтекания профиля объекта в атмосфере или гидросфере (рис. 1), всегда выделяют несколько важнейших сил, действующих на объект. При этом в качестве поправочного коэффициента К1 принимают коэффициенты соответствующих сил: подъемной Сyи сил сопротивления движению: от давления Qдавл- Сх; от трения Qтр- СR; волновое (донное) Qволн.
Подъемная
сила
 ,
которая может быть исчислена по
зависимости
,
которая может быть исчислена по
зависимости
 , (5)
, (5)
где CY- коэффициент подъемной силы ;
S- площадь поверхности обтекаемого тела ЛА;
- плотность среды;
V- скорость невозмущенного набегающего потока.
Она образуется за счет разности давлений среды на верхней и нижней поверхности ЛА.
Сила веса P, соотношение которой с подъемной силой Y должно всегда описываться неравенствомPY.
Движение транспортного средства осуществляется как правило движущей силой Pдв от двигателей или как инерционная сила.
Силы сопротивления движению могут быть: от давления Qдавл, от трения Qтр и волновое (донное) сопротивление Qволн, которые определяют полное аэро- гидродинамическое сопротивление Q транспортному средству (ТС).
То есть тогда сила сопротивления движению (ТС) представляется тремя составляющими [4]
 , (6)
, (6)
где
 (7)
(7)
здесь Cx- коэффициент лобового сопротивления;
V- скорость набегающего потока;
- плотность среды;
SM- площадь миделевого сечения аппарата.
 , (8)
, (8)
где CR- коэффициент полной аэродинамической силы;
SЛ/А- площадь поверхности аппарата, описываемая потоком.
По Фруду Qволн (донное) может быть определено по формуле
 , (9)
, (9)
где q- скоростной напор.
Атмосфера и аквасфера Земли имеет множество слоев, окутывающих ее поверхность. Схема строения атмосферы и аквасферы Земли и ее основные характеристики приведена на рис. 2. Именно характеристики этих слоев Земли и являются параметрами для конструирования движущихся техногенных средств транспорта при их проектировании и создании образцов. Не секрет, что сила сопротивления движению ТС, определяемая по формулам (6-9), является главной при выборе двигательной системы ТС.
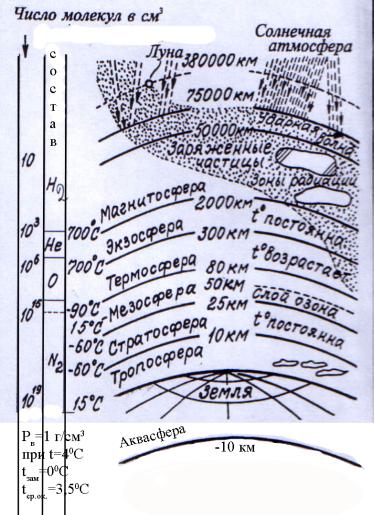
Рис.2. Схема строения атмосферы и аквасферы Земли и ее основные характеристики
Это касается не только ЛА, подводных и надводных судов, но и ТС перемещающихся по поверхности Земли: автомобилей и железнодорожного транспорта. Причем для них появляются дополнительные силы, требующие увеличения двигательной тяги в движении, так как взаимодействия колеса ТС с поверхностью дороги или рельса можно представить схемой на рис.3, здесь величина силы движения ТС (РдвТС) определяется из формулы
РдвТС=R CRK cos a (~280), (10)
где R- сила реакции от крутящего момента на валу колесного привода ТС;
CRK- коэффициент трения качения.
Таким образом необходимая сила движения колесного транспортного средства при трогании с места должна быть увеличена примерно на 30% по сравнению с бесколесным ТС.
Не секрет, также, что эти обстоятельства ограничивают скорость движения таких ТС, рубеж которой специалисты определяют в пределах 350-450 км/час. К тому же волнистость и шероховатость покрытий дороги или рельсов значительно влияют на скоростную характеристику. С одной стороны для эффективного использования движущей ТС силы необходимо хорошее сцепление колеса с дорогой, и для этого приходится прижимать колесную систему к поверхности дорожного или рельсового покрытия либо за счет увеличения веса, либо созданием отрицательной аэродинамической силы за счет специальных спойлеров, уменьшением просвета между днищем ТС и поверхностью дороги и т.д. Сейчас при проектировании любого ТС без аэродинамических продувок не обходится.
Но, если рассматривать конструктивные компоновки ЛА, подводных аппаратов и наземных транспортных средств, перемещающихся в воздушной, водной и космической средах, то можно выделить определенные типовые формы агрегатов, из которых они формируются: цилиндр, для фюзеляжных агрегатов, крыло для обеспечения подъемной силы и управления ЛА по крену и тангажу в воздушной среде и под водой. Причем чем больше количество таких агрегатов, скомпонованных в конструкции ТС, тем большая суммарная сила сопротивления возникает при его движении и, следовательно, требуется большая сила тяги на его продвижение в среде.
Сравнение значений СХ на рис. 4 показывает, что наиболее приемлемыми, для использования являются три формы: диск- СХ=0,08, крыло при обтекании воздушным потоком со скоростью V с острого носка (СХ=0,2, рис. 4 д) и крыло при обтекании потоком со скоростью V со стороны закругления (на рис. 4 в) СХ = 0,1). Остальные формы значительно увеличиваютСХ и тем самым не нашли применения в практике. Здесь надо отметить, что в конструктивном исполнении многих аппаратов цилиндрические, конические и бочкообразные формы применяются с направлением обтекания вдоль оси наравне с крыльевыми, а для космических ЛА, также и сферические, как правило, для возвращаемых модулей. Такое же формообразование внешних обводов ТС также присуще для подводных, надводных и наземных средств передвижения.
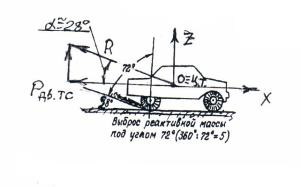
Рис.3 Схема определения сила Рдв ТС колесного типа
Анализ аэродинамических характеристик (см. рис. 4) и в работах [1, 2, 4] показывает, что наименьшую силу сопротивления движению ТС в атмосфере Земли, под водой и по ее поверхности на скоростях от 0 до 400 км/час по коэффициенту Сх создают диск, тела вращения, составленные из сферы и конуса, конуса и цилиндра, с осями, расположенными вдоль оси движения потока V. На практике в формообразовании ТС используют сферу, конус и цилиндр и для обеспечения подъемной силы или эффективного управления по крену или тангажу крыльев, вертикальное и горизонтальное оперение. А также различные средства механизации: закрылки, предкрылки, интерцепторы и т.д.
Сравнительны анализ применимости основных типовых геометрических форм по видам ТС показывает (табл. 1), что в их формообразовании участвуют во всех видах транспорта в основном цилиндр и конус, сфера при описании внешнего облика ЛА и подводных судов, крыло только в ЛА и мало используется для подводных лодок и подводных судов (на подводных крыльях и при формообразовании средств механизации- рулевых лопастей). Плоскости применяются в трех видах ТС: ЛА, надводные суда, автомобили и поезда. Дискообразная форма в полном виде во всех видах ТС практически не применяется. Этот парадокс вначале истории развития ТС наземного. Воздушного и подводного движения обосновывался экономическими соображениями трудоемкости изготовления; хотя в надводных судах некоторые типы тарельчатых конструкций были использованы, но не активно. В тоже время надо признать, что устойчивость тарельчатого плавающего средства, даже овальной формы, гораздо больше чем у продолговатых (вытянутых по длине ТС) и в старых конструкциях подводных судов дискообразная форма использовалась.
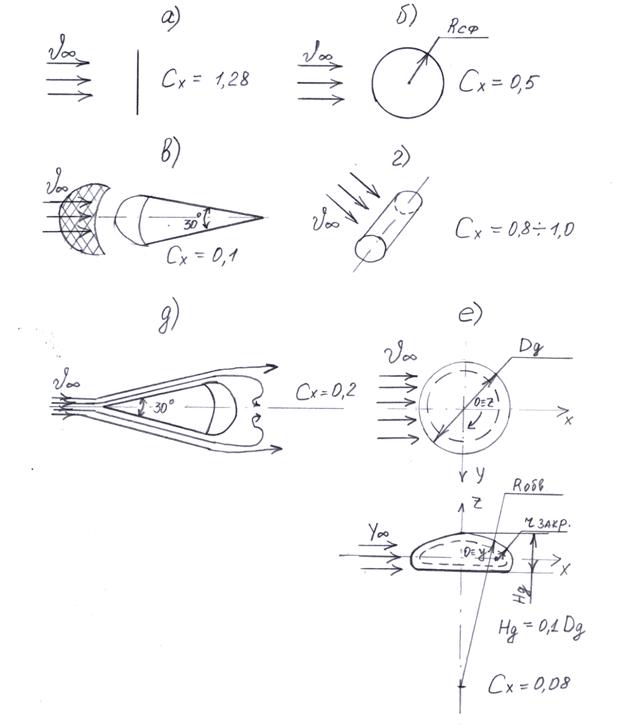
Рис. 4. Коэффициенты лобового сопротивления наиболее употребимых геометрических форм обводов ЛА
Таблица 1
Таблица применяемости основных типовых геометрических форм по видам ТС.
Вид ТС |
Виды форм ТС |
|||||
Сфера |
Цилиндр |
Конус |
Плоскость |
Крыло и его модификации |
Диск |
|
ЛА |
+ |
+ |
+ |
+ |
+ |
- |
Подводные суда |
+ |
+ |
+ |
- |
в малой степени |
- |
Надводные суда |
в малой степени |
+ |
+ |
+ |
в малой степени |
- |
Автомобили |
в малой степени |
+ |
+ |
+ |
в малой степени |
- |
Поезда |
- |
+ |
+ |
+ |
- |
- |
Явление
интерференции у ЛА наиболее сильно
проявляется в местах стыка крыла,
оперения, мотогондол и других выступающих
частей с фюзеляжем, а так как скорости
обтекающих эти элементы ТС потоков
будут разные, то в их стыках возникают
завихрения, которые приводят к срыву
пограничного слоя, образованиям скоса
потока, перетеканием потока с нижней
поверхности на верхнюю, приводит к
увеличению СХвр
на
 .
У подводных и надводных судов при
увеличении скорости движения в жидкости
происходит образование каветационных
пузырьков, или каверы, которые также
увеличивают сопротивление ТС. Движения
по воде и под водой, также увеличивают
значение характеристик обтекания
аппаратов по сопротивлению движению и
довольно значительно, что создает
необходимость применения повышенных
мощностей двигательных систем и другие
неприятности.
.
У подводных и надводных судов при
увеличении скорости движения в жидкости
происходит образование каветационных
пузырьков, или каверы, которые также
увеличивают сопротивление ТС. Движения
по воде и под водой, также увеличивают
значение характеристик обтекания
аппаратов по сопротивлению движению и
довольно значительно, что создает
необходимость применения повышенных
мощностей двигательных систем и другие
неприятности.
Таки образом для уменьшения влияния интерференции и кавитации, а также всего вредного сопротивления очевидно, целесообразно применить ряд конструктивных усовершенствований и приемов, улучшающих обтекание:
1. Максимально отказаться от выступающих элементов (конструкции крыльев, оперений, выступов, надстроек и т.д.)
2. Повысить качество наружных поверхностей- применить ламиниризацию поверхности (полирование, сдув или отсос пограничного слоя, ионизацию поверхности и потока для подводных и надводных судов материалов на поверхностях уменьшающих кавитацию и полное гидродинамическое сопротивление и т.д.).
3. Применить герметизацию внутренних объемов ТС и др.
Подобная оценка аэро и гидродинамических свойств ТС и подводных объектов может быть проведена и для форм космических аппаратов (КА), полеты и движения которых при прохождении плотных слоев атмосферы.
Тем
более значение изучения этих вопросов
для аппаратных перемещений в безвоздушном
пространстве космоса становится все
более насущным. Наибольший интерес
может иметь вопрос о сопротивлении
движению космических аппаратов при
скоростях уже
 тыс.
км/сек и тем самым вызывать переход к
обтекаемым формам КА. Здесь опять можно
констатировать несостоятельность
крыльевых и звездообразных конструкций
для таких полетов. Конечно, эти вопросы
должны быть исследованы и тогда могут
быть найдены оптимальные формообразования
КА, тем более, что существует множество
других факторов, влияющих на межпланетные
и межзвездные полеты: динамика температуры
окружающей среды, случайные полевые
энергетические и массовые сгустки
пространства, кометы и их сопровождающие
поля, астероиды, световое и гравитационное
воздействие звездных и планетарных
систем и др.
тыс.
км/сек и тем самым вызывать переход к
обтекаемым формам КА. Здесь опять можно
констатировать несостоятельность
крыльевых и звездообразных конструкций
для таких полетов. Конечно, эти вопросы
должны быть исследованы и тогда могут
быть найдены оптимальные формообразования
КА, тем более, что существует множество
других факторов, влияющих на межпланетные
и межзвездные полеты: динамика температуры
окружающей среды, случайные полевые
энергетические и массовые сгустки
пространства, кометы и их сопровождающие
поля, астероиды, световое и гравитационное
воздействие звездных и планетарных
систем и др.
Заглядывая вперед. Можно предположить, что дискообразные и шарообразные конструкции и их модификации здесь опять предпочтительны. Как по отражающим свойствам противостояния воздействиям различных факторов, так и по конструктивным эффектам жизнеобеспечения и функционирования КА с экипажем и без него.
В начале ХХ века при становлении авиации применялись дискообразные формы, но только крыльев у самолетов. Но из–за трудностей управления такие формы остались в экспериментальных образцах, а вся авиационная техника пошла по пути использования крыльевых систем сначала би- и триплановых конструкций, а затем и моноплановых с большими удлинениями и применением цилиндрических фюзеляжей и хвостового оперения в виде крыла. Низкие характеристики полета подобных конструкций мы разобрали выше.
Надо отметить, что в ряде стран мира, начиная с 50- 60 х годов прошлого века, разрабатывались конструкции летающих колец и кольцевых платформ, средств на воздушной подушке, экранолетов, автожиров, вертолетов, гибридов автожира и аэростата, аэростатов, которые не обладали летно-техническими характеристиками дисколетов, но решали многие народно-хозяйственные задачи.
Дискообразные аппараты по сравнению с крыльевыми имеют большие преимущества:
малое сопротивление полету;
вертикальный взлет и посадка;
высокие прочностные качества конструкции;
высокая степень использования внутренних объемов для перевозки пассажиров и грузов; особенно больших габаритных размеров;
повышенная безопасность и в полете, и при аварийных посадках;
высокая скороподъемность 300-350 км/ч;
удобство при в аэродромном обслуживании: прежде всего необходимость использования громадных территорий аэродромов и взлетно- посадочных полос;
высокий потолок полета, и возможность выхода на орбитальный полет;
высокие скорости (до 700км/ч) горизонтального полета уже при энерговооруженности 40-50 х годов(надо отметить, что это расчетные показатели) и т.д.
Многие из этих превосходных характеристик даже для современных ЛА можно отнести как достижимые и для других ТС: подводных и надводных судов, железнодорожного транспорта. В том числе и надземного, автотранспорта различного назначения.
Несмотря на то, что в конце войны по приказу руководителей третьего Рейха большинство дискообразных аппаратов и ракет ФАУ было взорвано или разгромлено союзниками с воздуха, множество документации по ним попало в руки американцев и частично СССР. Сразу после второй мировой войны в США, Канаде, Англии и СССР начались работы по разработкам дискообразных аппаратов. Этому способствовало ряд факторов.
Во- первых получение немцами в конце 30-х годов прошлого столетия в результате экспедиции на восток сведений из изотерических знаний о предыдущих высокоразвитых цивилизациях на Земле [6]. Проанализированные материалы и результаты анализа затем оказались в странах запада.
Во- вторых в древнеиндийских эпосах «Махабхарате» и «Рамаяне» описаны летающие аппараты «Виманы», управляемые «властителями и Всемогущим богами, пришедшими с Небес на Землю». Описание конструктивных исполнений и инструкции по полетам таких аномальных аппаратов (АА) приведены в книге «Виманика шастри» («Наука о летном деле»). В ней приведены многие технические детали и характеристики летательных свойств аппаратов, к некоторым из которых современные технологии полета только подошли и частично могут быть реализованы человечеством в настоящее время [1].
К таким свойствам и характеристикам можно отнести: изменения формы и размеров ЛА в полете; создание полевой защиты видимого изображения аппарата, и объемного защитного поля от механических средств нападения; генерация излучения, парализующего и уничтожающего биологические структуры, подробное и точное знание пилотом «виманы» расположения и движения множества целей вокруг аппарата, в том числе и знание двигательных функций, выполняемых пилотами этих целей, если они являются ЛА. Очевидно имеется множество технических особенностей, которые не раскрыты и не описаны специалистами в этих АА, тем более, что в наше время наблюдается просто бум появления неопознанных летающих объектов со свойствами и характеристиками «виманов». Находятся и целые экземпляры подобных АА [6].
Здесь надо отметить, что сведения о подобных «космолетах» хранили у себя майя, ранние жители Перу, оставившие нечто похожее на космодром (плато Наска). Следы подобных сооружений обнаружены во многих местах суши земного шара- в Гизе и Синае, на юге Гоби в центральной Азии и т.д. А сколько подобных мест находится на дне океанов и морей.
К этим превосходным летным и эксплуатационным качествам дисколетов в настоящее время необходимо добавить еще и современные разработки по новым принципам формирования энерговооруженности в летательной технике.
Здесь надо отметить ряд новых разработок двигателей, которые были применены для дискообразных аппаратов, генераторов высоковольтного напряжения Дж. Серла и затем усовершенствованы, а также результаты [7, 8] в решении проблемы антигравитации с помощью керамики с высокотемпературной (30-35 К) сверхпроводимостью, позволяет говорить о возможностях человечества в создании универсальных средств передвижения в трех средах его существования [9]. Переход к дискообразным ТС для всех видов транспортных средств на дискообразную форму создает множество преимуществ развития ТС по сравнению с традиционными направлениями совершенствования в каждом из их видов. Наиболее важными преимуществами является:
Повышенные аэрогидродинамические характеристики движения любых ТС и возможности дальнейшего их совершенствования.
Методология применения дискообразной формы в конструкциях ТС буквально всех видов позволяет сократить затраты и время проектирования и изготовления ТС различного назначения за счет типизации формообразований корпусов ТС, выдвигающихся в различных средах, их моделей при виртуальном проектировании. При изготовлении упрощается технологическая подготовка производств. появляется возможность унифицировать конструктивно- технологические решения двигательных систем.
Сокращаются затраты на строительство аэродромов для вертикально- взлетающей и садящейся летательной техники, на создание причалов и портов для транспортных систем как подводных, так и надводных судов, а том числе и стартовых площадок для КА.
Повышается безопасность эксплуатации ТС всех видов.
Появляется возможность создания летающих колесных ТС ( по ряду сведений уже проектируются летающие автомобили индивидуального пользования- бытовые «летающие тарелки»).
Наконец- то становится возможным в колесных ТС (автомобили, поезда) отказаться от колесного привода сократив энергетические и финансовые затраты на их движение, повысив скоростные возможности и безопасность движения; разгрузив дорожно-транспортную обстановку в городах и автомобильных трассах.
Закладываются основы создания трехсредных ТС наземного, воздушного, подводного и космического базирования и пребывания- давняя мечта техногенного человечества.
Уже сейчас можно набросать эскизы некоторых видов перспективных ТС:
- эскиз поезда на воздушной подушке- мечта К.Э. Циолковского (рис. 5), позволяющий достигнуть скорости 700 км/час и повысить безопасность транспортировки пассажиров и жителей близлежащих городов и поселений;
Р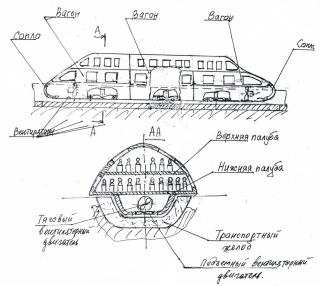 ис.5.
Эскиз поезда на воздушной подушке
ис.5.
Эскиз поезда на воздушной подушке
- эскиз дискообразного вертолета (рис. 6) с высокими летно- техническими характеристиками и повышенной безопасностью при аварийных ситуациях посадки;

Рис.6. Эскиз дискообразного вертолета
- эскиз оболочки с схемой нагрузки подводного дискообразного аппарата для глубоких погружений (до 1000м) (рис. 7а)) и транспортирования грузов и людей. Значительный выигрыш в объемах внутренних помещений по сравнению с цилиндрической формой подводного ТС (рис. 7б));
Р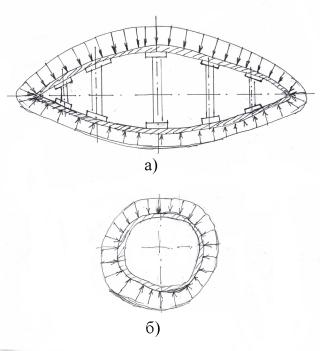 ис.7.
Схемы расчетных нагрузок дискообразного
а) и цилиндрического б) подводных
аппаратов
ис.7.
Схемы расчетных нагрузок дискообразного
а) и цилиндрического б) подводных
аппаратов
- эскизы и фотографии дискообразных ЛА, которые были созданы в фашистской Германии и после Великой отечественной войны в США приведены в работах [1, 2].
Литература
Мельников В.П. Аномальные ЛА. Аналитические исследования. Научн. монограф. изд. М.: ООО «Буки Веди», 2012-320с.
Мельников В.П., Рогожин К.Л., Иванов Ю.Ф. Перспективы модернизации ЛА и транспортных средств для применения в различных средах функционирования. Россия: Тенденции и перспективы развития. Ежегодник. Вып.7 / РАН ИНИОН. Отд. научн. сотрудничества и междунар. связей; Отв. ред. Ю.С. Пивоваров.- М.: 2012-4.2-с.61-70.
Чаплыгин С.А. Работы по индуктивному сопротивлению крыла, «Прикладная математика и механика», т. V, вып. 2, 1941.
Бураго Г.Ф. Приближенная теория крыльев малых удлинений, Труды научно- технической конференции ВВИА им. Н.Е. Жуковского, 1944.
Мещеряков И.В. В мире космонавтики. Научно-популярное издание. – Н. Новгород. «Русский купец». 1996.
Сидоров Г.А. Хронолого- эзотерический анализ развития современной цивилизации. Истоки знания. Научно- популярное издание. Книга 2.-М.: «Академия управления», 2009, -532с.
Brown T.T. «The Wizard of Electro- gravity» Saga UFO Report, may 1978.
Косыев В.Я. «Магнитогравитационный конвертор Серла», SciTecLibrary.com, 2002.
Гудилин Е.А. Олейников Н.Н. //Сверхпроводимость: исследования и разработки, 1995, №5-6, с.81-115.
Московский авиационный институт
(Национальный исследовательский университет МАИ),
Воронежский государственный технический университет
УДК 621
Цеханов Ю.А., Балаганская Е.А., Лахина Е.К.
ОСОБЕННОСТИ ИЗДЕЛИЙ С КОНИЧЕСКИМИ ГЕРМЕТИЧНО СОПРЯГАЕМЫМИ ПОВЕРХНОСТЯМИ
Рассматривается влияние различных технологических факторов на качество конических отверстий, обработанных алмазным хонингованием
Конические соединения, по сравнению с цилиндрическими, имеют ряд преимуществ и зачастую являются незаменимыми. Они классифицируются как подвижные, неподвижные и плотные.
Подвижные конические соединения служат для обеспечения относительного вращения или зазора между деталями. Эти соединения характеризуются точным центрированием, возможностью компенсации износа деталей за счет перемещения их вдоль оси, например, в конических подшипниках станков, в регулирующих устройствах. Подвижные конические соединения допускают регулирование зазора относительным смещением деталей вдоль оси и тем самым обеспечивают высокую точность вращения и длительную эксплуатацию с сохранением заданных свойств. Такие конические опоры вращения находят широкое применение в конструкциях высокоточных машин и приборов.
Неподвижные конические соединения (типа посадок с натягом цилиндрических сопряжений) служат для передачи крутящих моментов. Неподвижность создается силой трения между сопрягаемыми поверхностями. Силу трения регулируют изменением натяга, который обеспечивают затяжкой или запрессовкой сопрягаемых конусов. При передаче больших нагрузок, а также при вибрациях применяют дополнительное крепление шпонками в конических соединениях. В неподвижных конических соединениях необходимый натяг создается осевой силой. При этом происходит самоцентрирование элементов конического сопряжения. Такие соединения легко разбираются, и всегда имеется возможность регулирования натяга. Типичным примером применения конусов этого типа является установка режущего инструмента в шпинделе металлорежущих станков.
Плотные (или герметичные) конические соединения применяют в кранах, штуцерах, для посадки клапана в седло в газораспределительных устройствах, в пробках флаконов духов и т.п. Плотное соединение обеспечивается притиркой сопрягаемых деталей, которые обычно не взаимозаменяемы.
На качество конических соединений влияют погрешности углов и отклонения формы сопрягаемых поверхностей. Для повышения точности центрирования, нагрузочной способности, износостойкости и герметичности соединений необходимо обеспечивать равномерный контакт по сопрягаемым поверхностям. Наилучший контакт получают притиркой конических поверхностей, однако это весьма трудоемкая операция и при ней нарушается взаимозаменяемость парных конусов, поэтому притирку применяют только в хорошо обоснованных случаях.
Основными свойствами конических соединений являются самоцентрируемость деталей, регулируемость характера сопряжения и простота обеспечения герметичности, которая достигается индивидуальной притиркой деталей по коническим поверхностям, вследствие чего герметичные детали (запорные краны, клапаны четырехтактных двигателей, запорные иглы карбюраторов и т.п.) функционально не взаимозаменяемы. Обеспечение высокой концентричности при неподвижных соединениях определяет посадку на конус различных ответственных быстровращающихся деталей: маховиков двигателей внутреннего сгорания, вращающихся частей центрифуг, сепараторов, режущих инструментов и т. п. Возможность регулировать посадку относительным осевым смещением деталей используется в ряде конических подшипников, для регулирования зазоров в призматических направляющих станков, для закрепления штампов на молотах и т.д.
Кроме конических соединений, конусы используют в приборостроении и как отдельные элементы: контрольные и регулирующие конусы в различных фрикционных механизмах для изменения передаточного отношения и т.д.
Изделия с коническими герметично сопрягающимися поверхностями встречаются также в различных конструкциях пробковых кранов фонтанной арматуры, в скважинных кислотно-промывочных и штанговых насосах, в пробковых кранах трубопроводов низкого давления газовой и нефтехимической промышленности [17].
В этих изделиях конические сопряженные поверхности обеспечивают герметичное перекрытие полости как низкого (1,6 МПа), так и высокого давления (50 МПа). Наиболее характерными и ответственными узлами, предопределяющими их качество, являются: в пробковых кранах – корпус и пробка, в скважинных кислотно-промывочных насосах – корпус клапанной коробки и седло клапана, а в скважинных штанговых насосах – замковая опора.
При создании современных гидросистем одной из наиболее сложных научно-технических проблем является обеспечение надежной герметичности многочисленных разъемных соединений трубопроводов разного рода [1].
На практике во многих случаях используются разъемные герметичные соединения с уплотнениями «металл-металл», что связано чаще всего с характеристиками уплотняемых сред. Такие соединения нашли широкое применение в гидросистемах.
Изготовление таких соединений весьма трудоемко и дорого, поскольку к ним предъявляются высокие требования к точности изготовления и качеству поверхности. Вместе с тем условия эксплуатации таких соединений (чаще всего на открытом воздухе) сводит их долговечность к минимуму.
Нержавеющая сталь, используемая в качестве материала для соединения трубопроводов гидравлических систем, обеспечивает герметичность уплотнения в начале эксплуатации машины. Однако после замены одного или нескольких агрегатов создать герметичность вновь собранных соединений очень трудно. Неровности, оставшиеся на уплотнительных поверхностях после их разборки, образуют зазоры – каналы, по которым рабочая среда перетекает из мест с большим давлением в места с меньшим давлением. Устранить эти каналы можно при помощи взаимного сжатия уплотнительных поверхностей до таких усилий, при которых происходит деформация всех неровностей, что требует больших, практически трудно осуществимых усилий сжатия. Последнее затрудняет монтаж и регламентные работы на машинах в полевых условиях.
Хонингование алмазными брусками, как финишная операция, способствует получению высокой точности конических сопрягаемых поверхностей и снижает трудоемкость их взаимной притирки.
Однако процесс хонингования конических поверхностей еще недостаточно изучен, несмотря на то, что имеет много общего с цилиндрическим хонингованием. Это объясняется тем, что обработка конических и цилиндрических поверхностей существенно отличаются друг от друга и имеют свои технологические закономерности и факторы, влияющие на показатели процесса хонингования.
Поэтому, изучение и совершенствование технологического процесса хонингования конических поверхностей представляет значимый научный интерес и имеет актуальное значение в машиностроении.
Литература
1. Пилюшина Г.А., Тяпин С.В. Обеспечение герметичности гидравлических соединений. – БГИТА, г.Брянск.
Воронежский государственный технический университет
Воронежский государственный архитектурно-строительный
университет
УДК 621.9.047
ОсековА.Н,ШаровЮ.В,Щенников В.С.
НАНЕСЕНИЕ ИНФОРМАЦИИ НА МЕТАЛЛИЧЕСКИЕ ДЕТАЛИ С ДИЭЛЕКТРИЧЕСКИМ ПОКРЫТИЕМ
В работе рассмотрены актуальные вопросы нанесения информации и маркирования ответственных деталей машиностроения
Многолетний опыт машиностроения показал, что нанесение информации на металлические детали позволяет установить их принадлежность к конкретному виду изделия на всех этапах изготовления продукции. Информация дает возможность определить исполнителей, даты выполнения операций, разработать рекомендации по совершенствованию изделий.
Среди электрохимиков существовало устойчивое мнение, что диэлектрики не могут обрабатываться электрическими методами, потому что они не проводят ток (во всяком случае, при низких напряжениях). Однако диэлектрические покрытия малой (до 0,15 мм) толщины могут быть локально разрушены пробоем тока с высоким (кило и мегавольты) напряжением. Длительная непрерывная подача такого тока практически не осуществима, но кратковременные импульсы с высоким напряжением широко используются, например, в бензиновых двигателях, где ток высокого напряжения подается на электроды свечи и «пробивает» диэлектрический воздушный промежуток с длиной до 0,5-0,6 мм.
Для создания технологии комбинированного маркирования (пробой диэлектрика и анодное растворение металлической основы детали) требуется описание механизма локального удаления покрытий импульсами высокого напряжения.
На рис. 1 показаны основные этапы процесса образования мелких и глубоких знаков, которые образуют информационные участки на деталях с покрытием.
Маркирование мелких отверстий производится путем углубления в металл до 20 мкм в местах, где удалено покрытие (4). Для этого (рис. 1,а) приведена электрическая схема с электродом-инструментом 2, который подключен к источнику постоянного тока (6) с напряжением от 3 до 14 В. При этом анодом является металлическая часть заготовки (5).Процесс анодного растворения по контуру знака происходит в электролите (3), который наносится для мелкого маркирования смачиванием.
Для глубокого маркирования система «разрядник (1) , электрод-инструмент (2) должна иметь вибрацию в направлении оси разрядника, что требует установки вибратора с фиксированной частотой колебаний, синхронизируемой с частотой разрядов от источника [1].
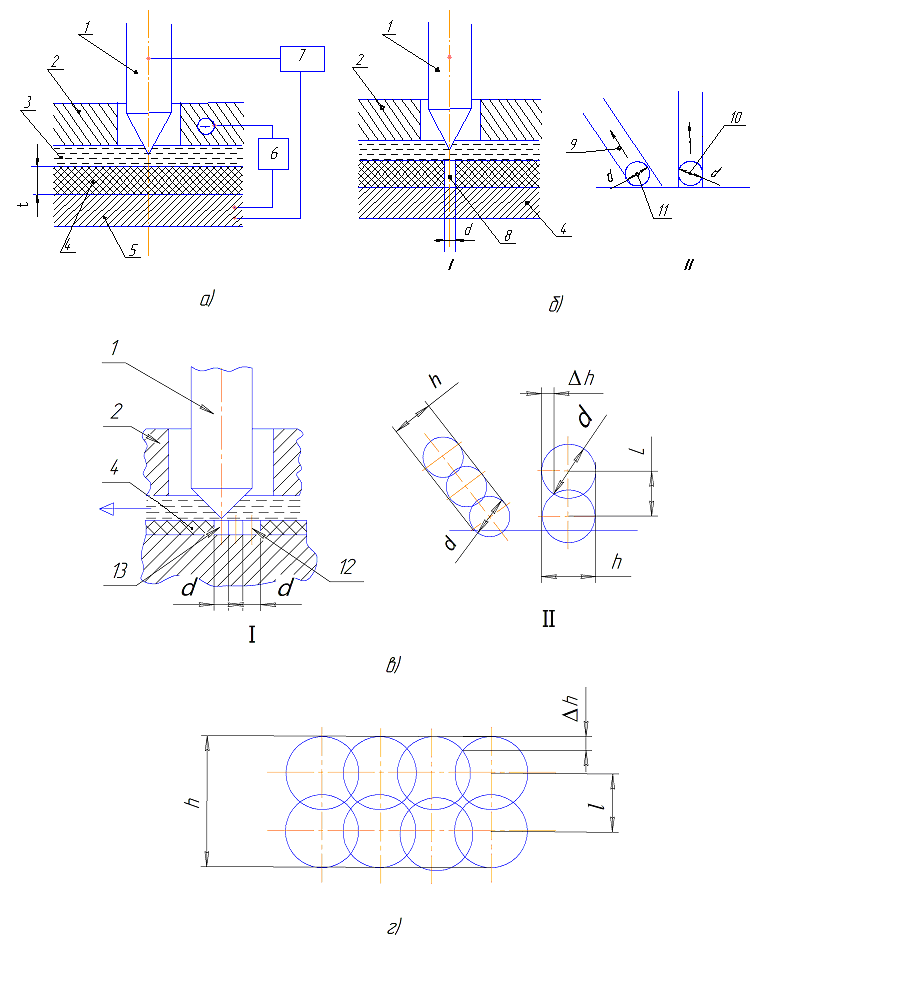
Рис. 1. Этапы формирования контуров знаков в диэлектрике.
На рис.1 приведены следующие обозначения: а - установка для нанесения информации; б - прошивка первого отверстия в диэлектрике; в - формирование в диэлектрике контура знака; г - прошивка контура знака большой ширины; I- схема обработки; II- формирование контура знака; 1 - разрядник; 2 - электрод-инструмент; 3 - электролит; 4 - диэлектрическое покрытие; 5 - металлическая часть заготовки; 6 - источник постоянного тока; 7 - источник высокого напряжения; 8 - отверстие в диэлектрическом покрытии заготовки; 9 - направление перемещения разрядника вдоль контура знака с шириной h; 10 и 11 - диаметр отверстий в различных знаках (d = h);12 и 13 - отверстия, выполненные в диэлектрике, с шагом L; ∆h- погрешность ширины знака в месте положения (сопряжения) отверстий в диэлектрике; l - расстояние между параллельными трассами для широких (более 0,05 мм) знаков.
Прошивка первого отверстия (рис. 1, б) обычно происходит в начале контура знака (точки 10,11 на рис.1, б, вид II). На такой стадии регулируют ширину линии контура (штриха) знака (h на рис 1,в, вид II). Это можно получить путем изменения площади рабочего участка разрядника (1). Диаметр 8 отверстия d должен быть равен ширине штриха h. Стрелками показано направление движения разрядника (9) для получения в диэлектрике (4) знаков с различным наклоном линий (рис. 1,б, в, вид II). Серия отверстий (12, 13 на рис 1, в, вид I) с диаметром d, равным h позволяет получить в диэлектрике (4) контур требуемой формы. Шаг между соседними отверстиями L рассчитывается из условия получения выступов (Δh) в местах сопряжения отверстий не более половины допуска на ширину штриха по стандарту:
Δh≤0,025мм (для знаков до 5 мм);
Δh=≤0,035мм (для больших знаков).
Расчетная величина L определяет скорость подачи разрядника (1) над диэлектриком (4) и возможность получения ширины штриха, соответствующего стандартам на информацию.
Если ширина штриха более 0,5 мм (знаки с высотой шрифта более 5 мм), то необходимо рассчитать расстояние l между соседними проходами, обеспечивая стандартную ширину штриха h (рис.1,г). При этом следует выбрать диаметр отверстий d таким, чтобы в середине штриха не оставались частицы диэлектрика (4) (на рис.1). Технология изготовления мелкой (цветной) информации включает рабочий цикл (2-3 секунды), из которых для получения углубления достаточно 0,5-1,0 секунды, а остальная часть времени используется для повышения контрастности изображения цветным осадком из продуктов обработки. Процесс затухает автоматически, поэтому скорость перемещения разрядника и электрода-инструмента может выбираться без учета времени формирования знака, но не менее периода прохождения электрода-инструмента до получения контрастного слоя (2-3 секунды).
При глубоком маркировании режимы обработки проектируются с учетом времени получения углубления в металле заготовки до 0,2 мм (обычно назначают глубину до 0,15мм). Здесь требуется прокачка электролита для выноса продуктов обработки. Для глубин знаков до 0,15мм удается заменить этот узел вибрацией электрода-инструмента вдоль оси разрядника с расчетной частотой. Скорость движения электрода-инструмента должна обеспечивать протекание процесса анодного растворения металла в течение 25-30 секунд. Здесь необязательно повышение контрастности изображения за счет осаждения продуктов обработки, однако использование обоснованного состава электролита позволяет за счет осадка улучшить читаемость информации.
В условиях эксплуатации информационные знаки защищены от разрушения слоем диэлектрического покрытия, но в условиях абразивного износа необходимо иметь предельное время, в течение которого после разрушения покрытия надписи можно идентифицировать.
Формирование знаков в деталях, имеющих диэлектрическое покрытие, осуществляется при использовании комбинированного процесса[2], который включает в себя размерное удаление покрытия разрядами высокого напряжения и анодную обработку металлической основы заготовки на режимах, рекомендованных для маркирования металлических заготовок. Механизм процесса нанесения информации на детали с диэлектрическим покрытием позволяет разработать режимы размерного удаления диэлектрического покрытия. Эти режимы необходимо использовать при разработке технологических процессов маркирования деталей с диэлектрическим покрытием толщиной до 0,15 мм.
Литература
1. Смоленцев В.П. Электрохимическое маркирование деталей / В.П. Смоленцев, Г.П.Смоленцев, З.Б. Садыков // М.: Машиностроение, 1983. – 72с.
2. Смоленцев Е.В. Проектирование электрических и комбинированных методов обработки // М.: Машиностроение, 2005. – 511с.
Воронежский государственный технический университет
УДК 621.9.047
СмоленцевВ.П., ЮхневичС.С., ДочкинС.И.
РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ СВАРНЫХ ШВОВ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ.
В работе рассмотрены воздействия электрощёточного метода обработки деталей, а также физические процессы, которые протекают при использовании данного метода.
Шлифование плоских или цилиндрических поверхностей в настоящее время не представляет значительных трудностей. Для этой цели имеется как специальное оборудование, так ирежущий инструмент. Значительно сложнее обстоит дело, когда обрабатываемая поверхность имеетвыступы или углубления, шлифование которых на металлорежущем оборудовании весьма сложно, а порою и вообще не возможно. В этом случае применяется ручная зачистка и доводка обрабатываемых поверхностей механизированным ручным инструментом с применением абразивных шарошек и абразивных лент. В процессе ручной зачистки или шлифования выделяется большое количество абразивной и металлической пыли, которая, несмотря на индивидуальные вентиляционные устройства для её отсоса, сильно загрязняет окружающую среду. Кроме того, обработка шарошками длинномерных нежестких деталей сопровождается шумами высоких тонов, намного превышающих допустимые нормы. Применение индивидуальных средств защиты – специальных шумопоглощающих шлемов, очков и масок - выглядит эстетически чрезвычайно некрасиво и не обеспечивает работающих от попадания загрязненного воздуха как в дыхательные органы, так и не тело человека.
Вибрация применяемых дрелей, возникающая из – за знакопеременных нагрузок от абразивных шарошек, и требуемые значительные усилия прижима шарошек к обрабатываемым поверхностям для обеспечения необходимого съема материала вызывают профессиональные заболевания рук работающих.
В настоящее время имеются отдельные сведения о щеточном электрохимическом методе обработки (названным – электрощёточным методом - ЭЩМ). В этом процессе в качестве катода – инструмента используются металлические вращающиеся щетки. За счёт совмещения механического воздействия металлических щёток на обрабатываемую поверхность с анодным растворением металла удаётся получить высокую производительность процесса. ЭЩМ обработки деталей имеет ряд существенных преимуществ, так, например, во много раз превосходя виброзачистку по производительности, он позволяет получить высокое качество обрабатываемых поверхностей. При этом смена номенклатуры обрабатываемых деталей не вызывает значительных затрат на доработку оснастки и инструмента.
Внедрение электрощёточного метода обработки деталей позволит [1]:
Механизировать слесарные зачистные операции.
Увеличить производительность слесарных зачистных работ в 1,5 – 2 раза.
Ликвидировать абразивную и металлическую пыль при слесарных зачистных работах.
Ликвидировать усилия прижима ручного инструмента к обрабатываемой детали при выполнении слесарных зачистных операций, в результате чего устранить вибрацию применяемого ручного механизированного инструмента и, как следствие этого, ликвидировать профессиональное заболевание слесарей - виброболезнь.
Получить значительный технико-экономический эффект за счёт увеличения производительности труда, улучшения гигиенических условий работы слесарей, механизации выполнения отдельных слесарных операций, уменьшения усилий прижима применяемого механизированного ручного инструмента к обрабатываемым поверхностям, а также уменьшение утомляемости работающего, экономии абразивных и алмазных лент и шарошек.
Если почти все выпускающиеся до сих пор электрохимические станки предназначались для какой – нибудь одной операции, то на станках для ЭЩО можно производить резку, удаление грата, обдирку, шлифовку и полировку.
Рассмотрим процесс, который протекает в межэлектродном зазоре при электрохимической обработке эластичной токопроводящей металлической щеткой. Модель процесса представлена на рисунке.
При рассмотрении физических процессов, которые протекают при прохождении каждой проволочкой зоны обработки. Возможны выделить 5 вариантов протекания процессов снятия металла в зоне межэлектродного зазора:
Проволочка по всей дине межэлектродного зазора не имеет контакта с обрабатываемой поверхностью. Между проволочкой – катодом и обрабатываемой поверхностью – анодом имеется постоянный межэлектродный зазор.
Проволочка касается обрабатываемой поверхности, удаляя с неё образующийся шлам, но, благодаря большому сопротивлению образующихся в процессе анодного растворения фазовых и окисных пленок и малому напряжению на электродах, электроискрового пробоя не происходит.
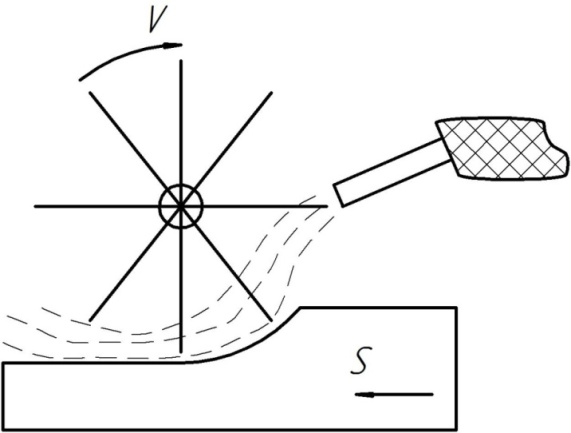
Рис. 1. Схема электрохимической обработки вращающейся металлической щеткой
Проволочка не имеет контакта с обрабатываемой поверхностью, но, ввиду малого межэлектродного зазора и достаточного большого напряжения на электродах, наряду с анодным растворением возможен пробой межэлектродного зазора и возникновение электрических разрядов.
В зоне обработки проволочка касается обрабатываемой поверхности, удаляя с неё образующийся в процессе анодного растворения шлам, окисные и фазовые пленки. Сопротивление скользящего контакта невелико, и приложенное напряжение в состоянии вызвать появление электрического разряда.
Напряжение источника питания настолько велико, что, несмотря на сопротивление межэлектродного зазора или контакта проволочки с обрабатываемой поверхностью, возможно возникновение не только мелких искровых, но и мощных дуговых разрядов.
Указанные варианты охватывают большинство технологических приложений с применением электрошетки. Это открывает возможность разрабатывать новые технологии чистовой обработки сложных поверхностей.
Литература
Кириллов О.Н. Вопросы зачистной обработки комбинированным методом, 2010. – 133с.
Воронежский государственный технический университет
Воронежский механический завод – филиал ФГУП им. Хруничева
УДК 621.9
Разумов М.С., Б.И. Омигов, А.М. Некрылов
ПРИМЕНЕНИЕ МЕТОДА СЛЕДОВ ДЛЯ ФОРМИРОВАНИЯ НЕКРУГЛЫХ ПОВЕРХНОСТЕЙ
В работе представлены результаты по исследованию вариантов формирования криволинейный поверхностей с применением существующих методов обработки
Образование поверхностей по методу следов состоит в том, что направляющая линия воспроизводится вершиной инструмента путем взаимного перемещения заготовки и инструмента. Как правило для воспроизведения сложной плоской кривой (направлявшая линия) используют элементарные (вращательное и поступательное) движения деталей станка и приспособления, которые придаются либо заготовке, либо инструменту.
Для воспроизведения любой плоской кривой достаточно двух взаимосвязанных элементарных движений. Комбинация двух элементарных движений может дать три компоновки:
- два взаимосвязанных перемещения по взаимно перпендикулярным направлениям;
- поступательное движение по прямой и вращение вокруг оси;
- два взаимосвязанных вращения вокруг параллельных или скрещивающихся осей.
Из-за специфики метода следов - необходимость сохранения переднего угла инструмента, первая компоновка обычно не реализуется на практике.
В отдельных случаях, для упрощения формы копира, направляющая производящая линия получается за счет трех взаимосвязанных элементарных движений: вращение - и два взаимоперпендикулярных перемещения.
При
обработке некруглых поверхностей часто
используется компоновка поворот-перемещение.
Эта компоновка используется на
затыловочных станках,
на токарных
станках для изготовления РК-профильных
валов, на токарных
При обработке некруглых поверхностей на затыловочном станкевращение задают заготовке, в радиальное возвратно-поступательное движение задают поперечному суппорту станка с инструментом. Движение суппорта станка задаётся от кулачка, который вращается вокруг оси,перпендикулярной оси вращения заготовки. Вращение кулачка кинематически связано с вращением заготовки, отношение угловой скорости кулачка и угловой скорости заготовки равно числу граней некруглой поверхности.
При обработке некруглых валов может применяться технологическая наладка, обеспечивающая базирование по обработанной поверхности заготовки. Копир имеющий размеры и форму одинаковые с размером и формой обработанной части заготовки, жестко закрепляют соосно заготовке. щуп закрепляют вместе с инструментом в резцедержателе, который подпружинен в радиальном направлении с возможностью перемещения. В начальный момент резания щуп базируется по копиру и способствует обработке заходной части заготовки. После получения заходной части заготовки щуп базируется по обработанной поверхности, которая задает возвратно-поступательное перемещение инструменту. В отличии от предыдущих схем здесь нет необходимости в кинематической связи между механизмами вращения заготовки и копира.
Компоновкой «поворот-поворот» при образовании направляющей производящей линии разделяют на два метода: бескопирная обработка и обработка с использованием копиров.
Сущность бескопирного метода обработки заключается в том, что движения инструмента относительно заготовки задают за счет механизмов - построителей станка или приспособления. Этот метод применяют в основном дня обработки трохоидальных поверхностей (эпи- и гипотрохоидальных) и циклоидальных поверхностей.
Воспроизведение трохоидальных поверхностейпо бескопирному методу основывается на том, что трохоиды образуются точками, жестко связанными с окружностью, которая катится без скольжения по другой неподвижной окружности. Если подвижная окружность катится по наружной стороне неподвижной окружности, то точки, связанные с подвижной окружностью, описывают гипотрохоиду, а если по внутренней, то они описывают эпитрохоиду. Для получения трохоиды колесо-сателлит зацепляют с центральным колесом, а инструмент связывают с колесом-сателлитом. При обкатывании колеса-сателлита вокруг центрального колеса вершина резца описывает трохоиду.
Аналогично обрабатываются многогранные профили, например шестигранные. Здесь грань образуется в виде части циклоиды, причем часть кривой довольно близка к прямой линии, что позволяет обрабатывать детали, близкие к правильным многогранникам. При обработке некруглых поверхностей с двумя элементарными поворотными движениями, процесс обработки может осуществляться при задании одного поворотного (качательного) движения от копира. При обработке на станках токарной группы заготовке задают вращательное движение резания с постоянной угловой скоростью. Вершина инструмента совершает качательное движение вокруг точки 0 от копирного механизма, кинематически связанного с механизмом вращения заготовки.
К достоинствам процесса обработки по методу следов следует отнести то, он позволяет проводить обработку практически любых некрутых внутренних и наружных поверхностей. Метод следа позволяет применять несложный режущий инструмент, как правило, стандартный.
Анализ существующих приемов формообразования профильных валов (см. схему на рис. 1) показал, что основное различие между ними заключается в комбинации рабочих относительных движений по сложности траектории. Это касается инструмента, заготовки и обусловленно видом обрабатываемого сечения. Как правило, это результат всевозможных сочетаний прямолинейных гармонических и поступательных, круговых перемещений, согласованных между собой.
В настоящее время методы реализованы в форме большого количества технических решений, многим из которых присущи указанные выше недостатки. По этим причинам наибольшую принимимость получило два метода, которые могут обеспечить качестваенную обработку профильных валов. Для одного из них возможно использование затыловочного станка, хотя он имеет низкую производительность вследствие больших инерционных нагрузок, и ему присуща трудоемкость изготовления копира.
Однако использование специальных станков негативно влияет на выбор данного метода.
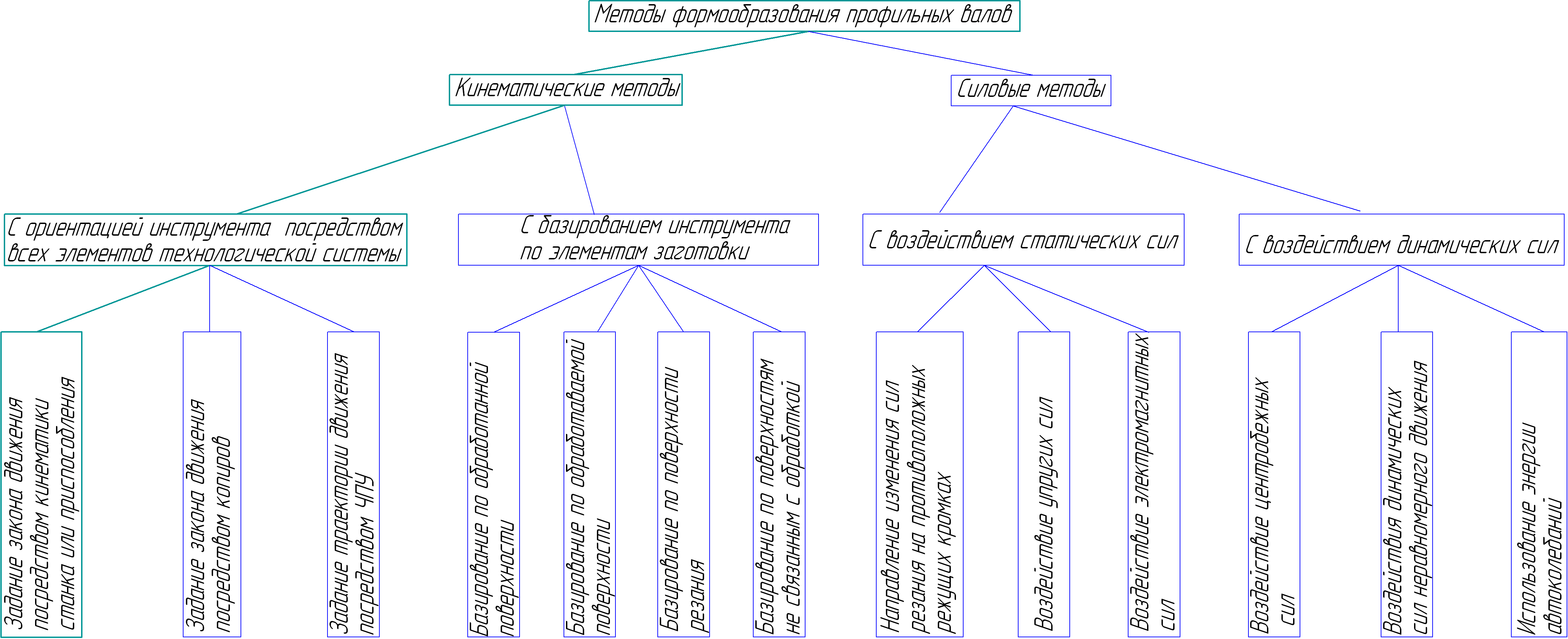
Рис. 1. Схема приоритетных методов формообразования некруглых валов
Второй метод используется германской фирмой «Fortuna», которая изготавливает специальные станки, у которых инструмент перемещается по сложной траектории.Для устранения указанных недостатков предлагается разработать приспособление для универсального оборудования.
Воронежский государственный технический университет
Воронежский механический завод – филиал ФГУП им. Хруничева
УДК 621.9.047
СмоленцевВ.П., ДочкинС.И., КлименченковА.А.
ПУТИ ПОВЫШЕНИЯ ТОЧНОСТИ ЭЛЕКТРОАЛМАЗНОЙ ОБРАБОТКИ
В статье рассматриваются вопросы повышения точности, производительности формообразования и снижения шероховатости с учётом достигнутых качественных показателей криволинейных поверхностей к показателям по аналогии с обработкой участков постоянной кривизны. Это значительно упрощает выбор режимов, путей и средств повышения эффективности обработки.
Формообразование криволинейных поверхностей как при ЭАО, так и при традиционных методах шлифования на станках с ЧПУ происходит за счет дискретного перемещения рабочих органов станка по 3-5 координатам в зависимости от выбранной схемы обработки[1]. Дискретность перемещения приводит к появлению систематической погрешности формы. В общем случае ее образование объясняется тем, что в системах ЧПУ интерполятор не обеспечивает непрерывную функциональную связь между движением по осям координат [2]. В действительности он приближенно перемещает инструмент по криволинейной поверхности, включая подачу попеременно то вдоль одной, то вдоль другой оси.
Анализ линейно-круговых интерполяторов с практической точки зрения показал, что в большинстве случаев применение круговой интерполяции не обеспечивает требуемой точности вследствие двух причин: первая, на этапе математического описания, обусловленанедостаточной точностью аппроксимации криволинейных участков дугами окружностей; вторая – влияние дискретности перемещения инструмента в момент прохождения им смежных дуг при переходе с одного центра вращения к другому.
По сравнению с круговой, линейная интерполяция повышает точность формообразования, но не позволяет полностью исключить погрешность формы. Это объясняется тем, что интерполятор рассчитывает последовательность выдачи импульсов по координатам не для участка кривой, а для прямой.
Для повышения точности формообразования криволинейных поверхностей (лопаток), предложен способ обработки [3],схема которого представлена на рис. 1.
Реализация
схемы происходит за счет сообщения
лопатке одновременного согласованного
вращения вокруг двух осей, одна из
которых (ось
 )
проходит
через центры тяжести поперечных сечений,
другая - оптимальная ось вращения выбрана
в результате решения задачи оптимизации.
)
проходит
через центры тяжести поперечных сечений,
другая - оптимальная ось вращения выбрана
в результате решения задачи оптимизации.
Рассмотренная схема позволяет производить обработку двух или трех лопаток, в зависимости от их типоразмера, за один цикл обработки.
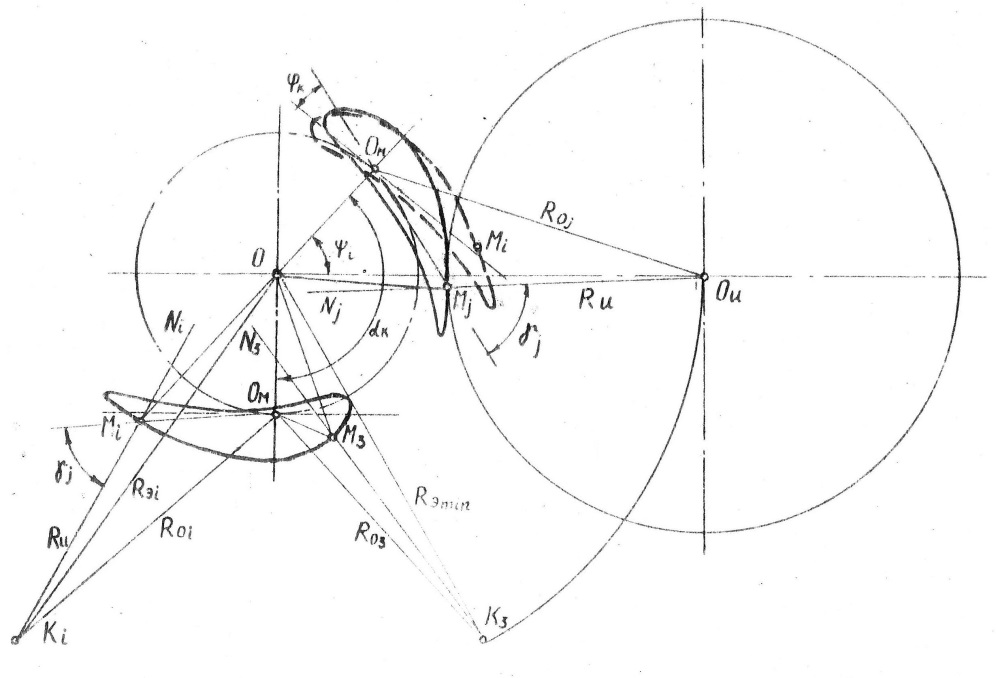
Рис. 1. Расчётная схема траектории формообразования пера лопатки
При
этом можно реализовать два способа
обработки. Первый способ (за один оборот
вокруг оси 0) позволяет обработать
поочередно на каждой лопатке по
одному сечению. Второй - формообразует
только участок на поверхности лопаток
в области точки Вэтом случае
количество оборотов для обработки
одного поперечного сечения увеличивается
в N
раз, где N
- количество
точек аппроксимации профиля поперечного
сечения. Кинематико-геометрические
особенности каждого из этих способов
дают возможность исключить дискретное
перемещение шлифовального круга в
процессе формообразования.
Вэтом случае
количество оборотов для обработки
одного поперечного сечения увеличивается
в N
раз, где N
- количество
точек аппроксимации профиля поперечного
сечения. Кинематико-геометрические
особенности каждого из этих способов
дают возможность исключить дискретное
перемещение шлифовального круга в
процессе формообразования.
По мере формообразования профиля происходит послойное снятие припуска.
Это, в свою очередь, снижает силовой фактор и дает возможность получить более высокую производительность, чем при использовании первого способа. Однако, существенным преимуществом первого способа является непрерывность формообразования профиля, что снижает возмущения динамической системы станка.
При
расчете управляющих программ для
реализации первого способа обработки
необходимо учитывать, что компенсация
износа инструмента не может происходить
по нормали к обрабатываемой поверхности,
вследствие увода пятна контакта
инструмента и заготовки с линии центров (рис. 2).
(рис. 2).
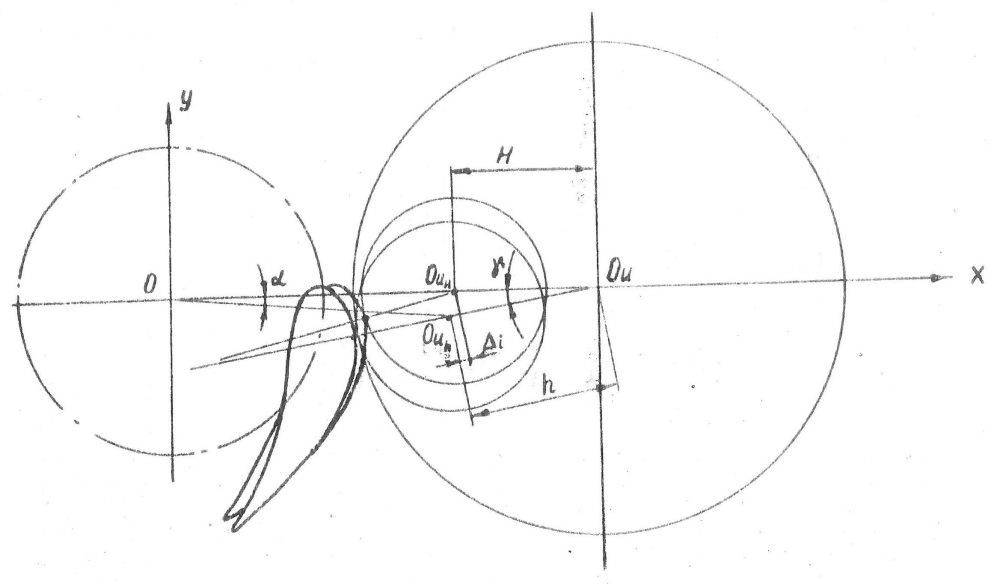
Рис. 2 . Расчётная схема компенсации износа инструмента
В
этом случае компенсация износа инструмента
предусматривает коррекцию исходной
геометрической информации для каждой
 точки обрабатываемой поверхности.
точки обрабатываемой поверхности.
Введение коррекции по двум координатам, величина которой систематически изменяется в процессе формообразования, в силу конструктивных особенностей серийных систем с ЧПУ вызывает увеличение трудоемкости подготовки программ.
Несмотря на преимущества, рассмотренные в предыдущейсхеме обработки, не исключается возможность образования микронеровностей по профилю поперечных сечений. Это объясняется изменением точки контакта инструмента с заготовкой при переходе с одной оси вращения на другую.
Для выявления закономерностей рассмотрим формирование микронеровностей на примере лопаток ГТД (рис. 3).
По характеру протекания процессов в межэлектродном промежутке можно выделить три зоны воздействия, вносящих вклад в смещение граничных точек обрабатываемой поверхности:
зона электрохимического воздействия во входном и выходном гидродинамических клиньях,существование которых вызвано гидродинамикой движения электролита между шлифовальным кругом и обрабатываемой поверхностью;
зона механического и электрохимического воздействия - условно соответствует участкам траектории зерен, на которых происходит пластическая деформация: металла;
зона механического и эрозионного воздействия - условно соответствует участкам траектории зерен, на которых происходит генерирование эрозионных разрядов вызванных микрорезанием.
Из
анализа деталей, имеющих криволинейные
поверхности, в частности, лопаток ГТД,
установлено, что углы подъема профилей
продольных сечений различны и могут
изменяться от до
до
 (рис.4).Очевидно, что ЭАО по схемам не
предусматривающим изменениеугла между
осями инструмента и обрабатываемой
поверхности, будет сопровождаться
появлением остаточных следов.[3] Их
высота зависит от геометрии режущей
кромки инструмента, величины продольной
подачи и угла подъема профиля.
(рис.4).Очевидно, что ЭАО по схемам не
предусматривающим изменениеугла между
осями инструмента и обрабатываемой
поверхности, будет сопровождаться
появлением остаточных следов.[3] Их
высота зависит от геометрии режущей
кромки инструмента, величины продольной
подачи и угла подъема профиля.
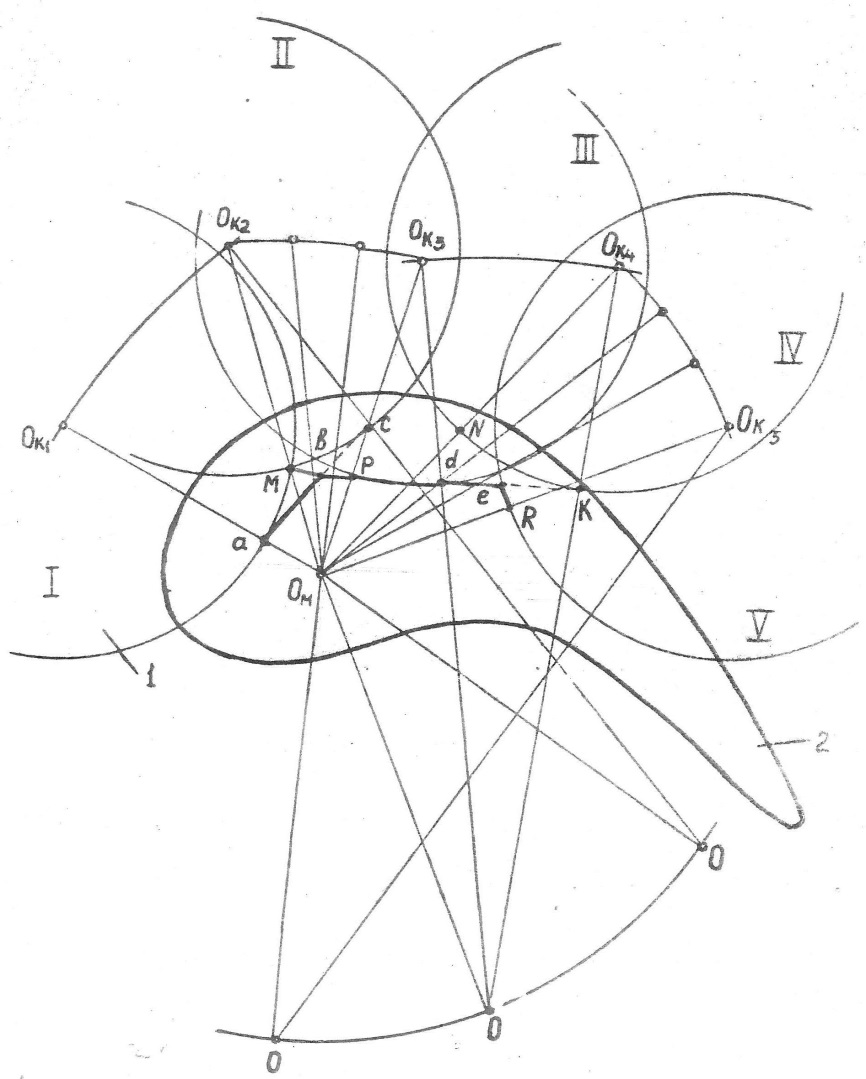
Рис. 3. Схема формирования микронеровностей
Выводы:Установлено, что на точность формообразования на станках с ЧПУ при линейно-круговой интерполяции оказывает влияние дискретность перемещения рабочих органов станка. Разработана [1], [2] схема обработки, позволяющая уменьшить влияние дискретности за счет сообщения заготовке одновременного согласованного вращения вокруг двух осей, одна из которых проходит через центры тяжести поперечных сечений, другая - выбрана в результате решения задачи оптимизации. При этом производительность обработки повышается за счет сокращения холостых ходов при формообразовании нескольких заготовок за один цикл обработки.
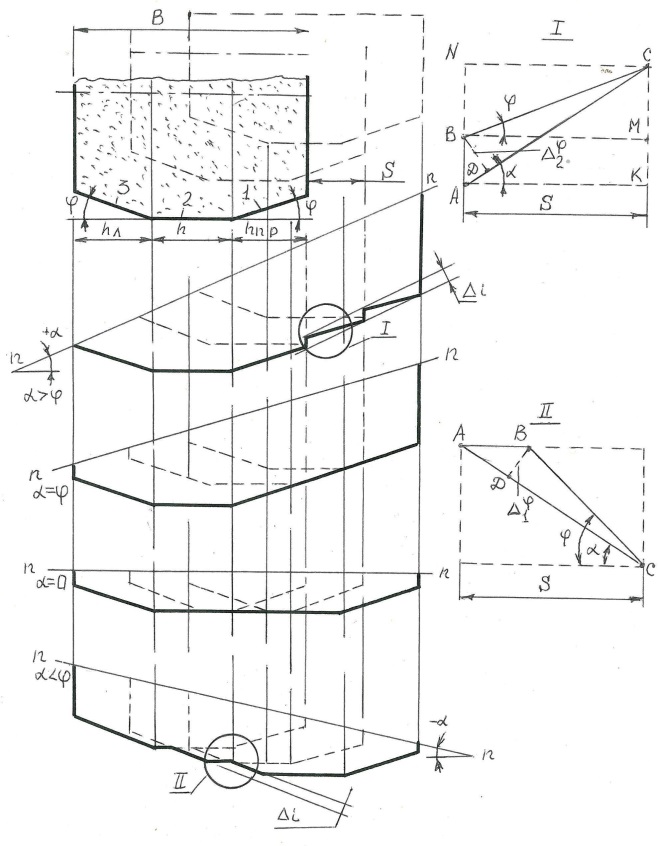
Рис.4. Схема формирования остаточных следов обработки
На основе разработанной схемы обработки выявлена закономерность формирования микронеровностей по профилю поперечных сечений. Установлено, что сглаживание микронеровностей возможно только за счет активизации электрических процессов в МЭП. Наиболее эффективный способ сглаживания микронеровностей - локальное эрозионное воздействие на область наиболее вероятного возникновения микронеровностей, который реализуется при согласовании выходных характеристик импульсного источника технологического напряжения с параметрами импульсов, выдаваемых системой ЧПУ.
Установлено, что высота остаточных следов обработки при переходе от одного поперечного сечения к другому зависит от угла подъема профиля, величины продольной подачи, геометрии режущей кромки инструмента.Предложено вести обработку спрофилированным алмазным инструментом с тремя режущими кромками.
Литература
Обработка криволинейных поверхностей методом АЭХШ на станках с ЧПУ/ И.Н. Сотов, В.А. Шишенков, А.Э. Беккер, В.Н. Морозов// Электрофизико – химические и комбинированные методы обработки металлов. – Пенза, 1984. – С.78-79.
Гродзинский Э.Я. Абразивно – электрохимическая обработка. – М.: Машиностроение, 1976. – 55с.
Шишенков В.А., Коновалов М.Ю., Цицерук А.Н. Анализ схем обработки спинки пера турбинных лопаток методом алмазного электрохимического шлифования// Размерная электрохим. обраб. деталей машин (ЭХО – 86), ТулПИ, 1980. – С.342-346.
Воронежский государственный технический университет
УДК 621
СмоленцевВ.П., КоптевИ.Т., КотуковВ.И.
СИСТЕМА ПОДГОТОВКИ КАДРОВ УЧЕБНЫХ ЦЕНТРОВ
Обобщен опыт функционирования учебного центра по подготовке и переподготовке кадров для крупного машиностроительного предприятия
Воронежский механический завод выступил с инициативой начать комплексную подготовку и переподготовку кадров всех уровней через университетские комплексы, которые включают базовую кафедру «Технология машиностроения» ВГТУ, колледж ПТЭС, отдел подготовки кадров ВМЗ и другие учреждения области. Комплекс решает задачи обучения рабочих техников, подготовку инженерных кадров, переподготовку специалистов под новые изделий авиационно-космической отрасли, нефтегазового и других видов производства, подготовку научных кадров по тематике заводов, КБ и ВУЗов. Начиная с 1976 года через университетский комплекс обучено более 10 тысяч рабочих ВМЗ, прошли подготовку и переподготовку (в том числе и за рубежом) более 3,5 тысяч инженерно-технических работников завода. Для ВМЗ под научным руководством д.т.н., проф. Смоленцева В.П. и других ученых ВГТУ подготовлено 2 доктора, более 20 кандидатов технических наук, работающих или работавших на руководящих должностях завода. На рис. 1 приведена структура комплекса.
В приведенной структуре (рис.1), отвечающей современным требованиям гибкоструктурного производства, задействованы специалисты России и ряда зарубежных стран.
В разные годы научными руководителями комплекса являлись д.т.н., проф. Смоленцев В.П. (организатор системы), д.т.н., проф. Часовских А.И., д.т.н. Бондарь А.В., проф. Болдырев А.И., проф. Коптев И.Т., к.т.н., доц. Поташников М.Г.
При подготовке специалистов всех уровней по профилю завода принимали участие сотрудники кафедры ТМ ВГТУ, ученые ВМЗ, колледжа ПТЭС, профессорско-преподавательский состав ВГТУ, ВГЛТА, ВГТА, ВГУ, ученые из Москвы, Санкт – Петербурга, Казани, Рыбинска, Брянска, Тулы, Орла, Ростова – на – Дону, из Японии, Китая, Болгарии и других стран.
В настоящее время в интересах ВМЗ ведется подготовка инженерных кадров современных профессий с ориентацией специалистов на тематику ВМЗ. Для этого ежегодно десятки студентов старших курсов кафедры ТМ под руководством ученых и специалистов завода совмещают работу на заводе с учебой, за счет этого углубляются практические навыки будущей профессии, и происходит адаптация к условиям производства. Это обеспечивает быстрое продвижение по службе. Большинство руководящих работников ВМЗ являются выпускниками базовой кафедры. В течении многих лет творческими коллективами ученых ВГТУ, ВМЗ, ВГКПТЭиС с привлечением других НИИ проводятся научные исследования по развитию технологии изготовления продукции на всех стадиях жизненного цикла изделий, создания новых (на уровне изобретений) способов и устройств, востребованных производством. Такие коллективы возглавляют ученые завода и базовой кафедры, большинство которых являются выпускниками ВГТУ и колледжа.
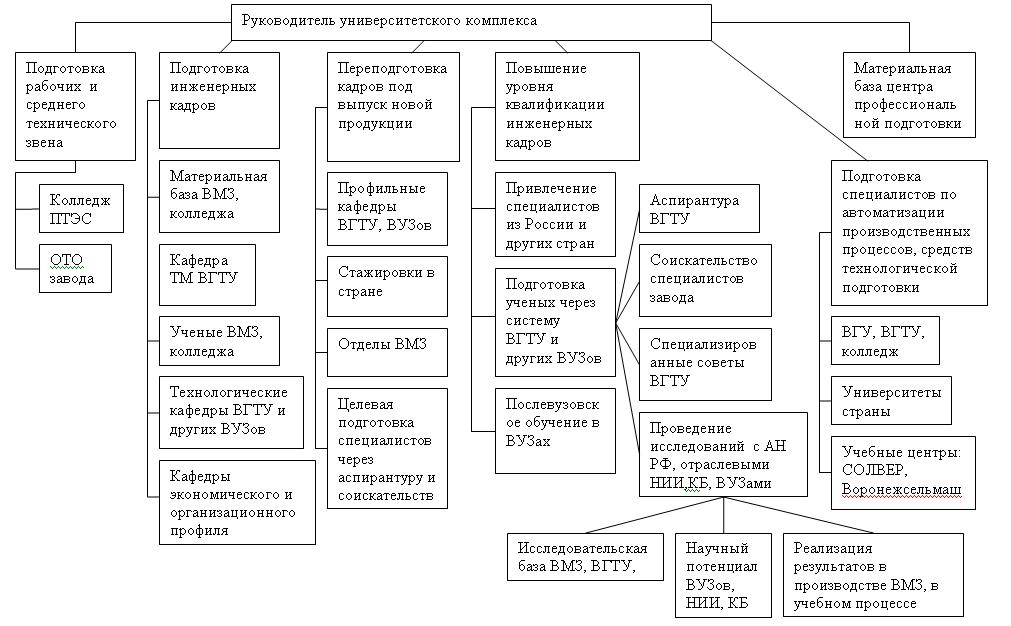
Рис. 1 Структура университетского комплекса.
Развитием системы подготовки специалистов через университетский инженерный комплекс является открытие в ВГТУ ускоренной подготовки технических специалистов-технологов по заказу завода с совмещением учебы и работы на заводе (использован опыт заводов-втузов в ряде городов России), а также целевое повышение уровня знаний через целевую аспирантуру по рекомендациям завода и за счет средств Роскосмоса.
В настоящее время решается вопрос организации учебного центра профессиональной подготовки, на техническое оснащение которого выделены большие государственные средства.
Воронежский механический завод – филиал ФГУП им. Хруничева
Воронежский государственный технический университет
УДК 621
Цеханов Ю.А, Балаганская Е.А.
ВОПРОСЫ АЛМАЗНОГО ХОНИНГОВАНИЯ
Рассмотрены конструкции хонинговальных головок для обработки конических отверстий на универсальных станках
Алмазное хонингование – размерная обработка различных поверхностей с помощью хонинговальных головок, которые совершают вращательное и возвратно-поступательное движение при одновременной радиальной подаче брусков. Высокая стойкость алмазных брусков, низкие температуры в зоне резания и малые силы резания позволяют повысить точность и производительность обработки, уменьшить шероховатость обработанной поверхности, применить активный контроль, автоматизировать процесс хонингования и увеличить долговечность деталей машин и механизмов.
Совмещение вращательного и возвратно-поступательного движения создает на обработанной поверхности характерную для хонингования сетку (следы перемещения режущих зерен) по винтовой линии и способствует эффективному исправлению отклонения отверстий от правильной геометрической формы.
Хонингование применяют в условиях серийного и массового производства после операций растачивания, шлифования, развертывания, зенкерования и протягивания.
Обработка осуществляется алмазными зернами, имеющими в среднем большие отрицательные передние углы и значительные радиусы округления режущих кромок, что обеспечивает упрочнение поверхностного слоя детали [1]. В табл.1. приведены результаты испытаний хромированных гидравлических цилиндров на износостойкость [2], свидетельствующие о значительных преимуществах процесса хонингования.
Алмазным хонингованием можно эффективно обрабатывать цилиндры и втулки двигателей внутреннего сгорания, шатуны, тормозные цилиндры, тормозные барабаны, ролики рулевой передачи, шестерни, блоки шестерен, коромысла клапанов, корпуса различных насосов, наружные кольца роликовых и игольчатых подшипников, цилиндры компрессоров, отверстия задней бабки станков и т.д.
Таблица 1
Технические данные процесса шлифования и хонингования
Показатель |
Шлифование |
Хонингование |
|||
Класс шероховатости поверхности до испытаний |
8 |
9 |
10 |
11 |
12 |
Количество двойных ходов до потери герметичности |
2500 |
5000 |
10000 |
10000 |
10000 |
Класс шероховатости поверхности после испытаний |
9 – 10 |
10 |
10 |
11 |
11 – 12 |
Износ цилиндров на диаметр, мм |
0,01 |
0,004 |
Нет |
Нет |
Нет |
Состояние резиновых колец |
Вырывы |
Вырывы в отдельных местах |
Без изменений |
||
По данным Г. Хаазиса [3], алмазным хонингованием могут эффективно обрабатываться практически все материалы: закаленные и незакаленные стали, чугуны, бронза, латунь, легкие металлы, металлокерамические сплавы, твердый хром, прессованные материалы, графит, стекло, керамика.
Алмазным хонингованием обрабатываются отверстия поршней и трохоидальные отверстия двигателя Ванкеля. В результате внедрения алмазного хонингования стрелкового оружия на автоматическом оборудовании время обработки сократилось на 50% [4].
При хонинговании в зависимости от физико-механических свойств материалов и технических условий на обработку используют алмазные порошки марок АС4, АС6, АС15, АС20, АС32 и порошки из дробленых поликристаллов АСБ, АСПК.
Наиболее широко применяется для хонингования алмаз АС6.
Выбор зернистости алмазных брусков определяется величиной снимаемого припуска и требуемой шероховатостью обрабатываемой поверхности.
Большое влияние на работоспособность брусков оказывает связка. Опытами установлено, что расход брусков может изменяться в зависимости от выбора связки в 5 – 10 раз.
Согласно
кинематики процесса хонингования
конического отверстия (см. рис. 1),
различают следующие параметры режима
резания:
 - окружная скорость инструмента (м/мин);
- окружная скорость инструмента (м/мин);
 - скорость возвратно-поступательного
движения (м/мин);
- скорость возвратно-поступательного
движения (м/мин);
 - давление брусков (МПа)
или
- давление брусков (МПа)
или
 - радиальная подача брусков ( при
дозированной подаче ) (мкм/дв.ход).
- радиальная подача брусков ( при
дозированной подаче ) (мкм/дв.ход).
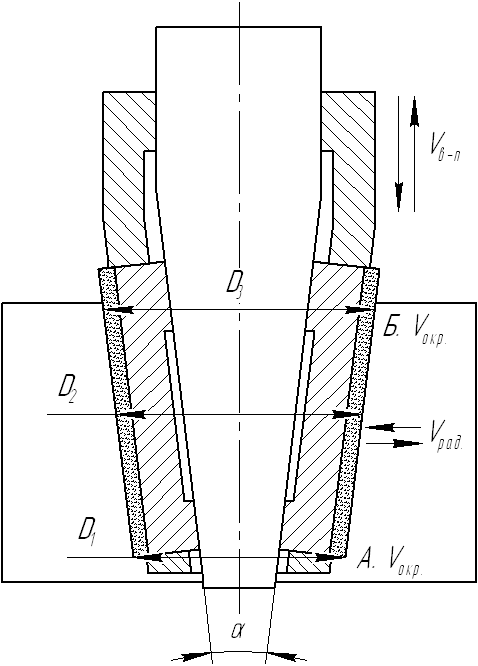
Рис. 1. Кинематика процесса конического хонингования
На
протекание процесса хонингования
существенное влияние оказывает как
абсолютное значение скоростей
и
,
так и их отношение, определяющее угол
скрещивания рисок -
 .
.
Скорость
возвратно-поступательного движения
инструмента
принимается в зависимости от
в определенном соотношении [6]:
 .
.
Основное влияние на производительность процесса хонингования оказывает величина давления или дозированная подача брусков .
При
алмазном хонинговании целесообразно
применять рабочий цикл со ступенчатым
изменением давления:
 в период основного съема металла и
в период основного съема металла и
 на этапе врезания и выхаживания [5, 6].
на этапе врезания и выхаживания [5, 6].
Исследования многими авторами процесса алмазного хонингования в основном посвящены обработке цилиндрических и частично плоских и сферических поверхностей.
Большой вклад в исследование процесса алмазного хонингования конических отверстий внес Иззетов Н.А. [7].
Эффективность процесса алмазного хонингования в сравнении со шлифованием в данном конкретном случае очевидна.
Процесс алмазного хонингования сопровождается малыми скоростями резания и низкими температурами в зоне резания, что положительно отражается на качестве обрабатываемой поверхности. А высокая стойкость алмазных брусков обеспечивает стабильность обработки и повышает производительность процесса. Однако, процесс алмазного хонингования конических отверстий малоизучен.
При хонинговании цилиндрического отверстия площадь контакта инструмента с обрабатываемой деталью постоянна по всей длине бруска и углы скрещивания следов режущих зерен имеют равные значения.
Хонингование конического отверстия протекает при постоянном изменении площади контакта инструмента с обрабатываемой поверхностью, что приводит к неравномерному съему припуска.
В настоящее время выполнен значительный объем научных исследований процессов алмазной обработки, позволивший оптимизировать их для разных условий и методов обработки.
Жесткая конструкция хонинговальной головки для обработки конических отверстий с малыми углами конусности способна обеспечить высокую точность, принцип работы которой заключается в следующем: в процессе обработки колодки с брусками совместно с корпусом и штоком совершают вращательное движение и возвратно-поступательное движение вдоль образующей конусного штока и в радиальном направлении, а припуск на обработку осуществляется осевым перемещением конусного штока вниз, в зависимости от требуемой шероховатости поверхности отверстия.
Для обработки глубоких и средних отверстий с малыми углами конусности сконструирована регулируемая хонинговальная головка с расширенными технологическими возможностями. Она предназначена только для чистовой и получистовой обработок. При черновом хонинговании из-за больших радиальных усилий возможны деформации планок, влияющих на точность угла конусности и прямолинейность образующей конического отверстия.
Регулирование головки на требуемый угол конусности производится осевым перемещением конусного винта с последующей его фиксацией.
Для обработки конических отверстий с большими углами конусности сконструирована регулируемая хонинговальная головка.
Для придания колодкам возвратно-поступательного движения, головка снабжена пружиной и кулачком, установленным в центральном отверстии корпуса, зафиксированным по кольцевымканавкам в определенном положении относительно державок. Усилие прижима брусков к обрабатываемой поверхности осуществляется тарированной пружиной.
Рассмотренные конструкции хонинговальных головок для обработки конических отверстий могут использоваться на универсальных станках.
Литература
1. Чеповецкий И.Х. Основы финишной алмазной обработки. – Киев: Наукова думка, 1980. – 7 с., 101 с., 467 с.
2. Михайлов А.А. Шлифование и хонингование внутренних поверхностей хромированных деталей. – Вестник машиностроения. 1961, №1, с. 51 – 54.
3. Haasis G. Moderne anwendungstechnik beim diamanthonen. – Fortschr. schleiftechn. Fertigungsverfahren, 1976, N 331, S. 46 – 59.
4. Herbert S. The royal small arms factory up-dates its methods. – Ind. DiamondRev., 1974, Nov., p. 407 – 409.
5. Наерман М.С., Попов С.А. Прецизионная обработка деталей алмазными и абразивными брусками. – М., Машиностроение, 1971, 222 с.
6. Каминский М.Е., Наерман М.С., Петросян Л.К., Попов С.А. Рациональная эксплуатация алмазного инструмента. – М., Машиностроение, 1965, 239 с.
7. Садыгов П.Г. Исследование процесса притирки конических поверхностей деталей герметичных сопряжений (на примере притирки деталей кранов фонтанной арматуры). – Дис. канд. техн. наук, Баку, 1974.
Воронежский государственный технический университет
Воронежский архитектурно-строительный университет
УДК.539.3:534.1
КукарскихЛ.А.
МОДЕЛЬ РАСПРОСТРАНЕНИЯ ЗВУКОВЫХ ВОЛН В ДВУХКОМПОНЕНТНЫХ СРЕДАХ
В статье рассматриваются вопросы динамики, а именно диссипативные процессы, происходящие при гармоническом деформировании звуковыми волнами наследственно-упругих пористых сред, насыщенных несжимаемой жидкостью. Получена зависимость коэффициента затухания, скорости распространения звуковой волны и тангенса угла механических потерьот частоты, температуры и параметра дробности для двухкомпонентных сред.
В работах [1-6] отражено распространение упругих волн в однородной изотропной насыщенной жидкостью пористой среде и решение задач об отражении плоских и поверхностных волн от свободной границы полупространства. В [7,8] рассматриваются диссипативные процессы при гармоническом деформировании наследственно-упругой среды.
Система
уравнений теории упругости позволяет
записать уравнения движения двухкомпонентной
среды относительно перемещения
 в следующем виде [4]
в следующем виде [4]
|
(1) |

 +
+
Здесь
 и R
– коэффициенты, зависящие от пористости
среды и модуля сжимаемости жидкости;
и R
– коэффициенты, зависящие от пористости
среды и модуля сжимаемости жидкости;
 модуль
сдвига;
модуль
сдвига;
 истинные плотности упругой фазы и
жидкости. Они определяются по формулам
истинные плотности упругой фазы и
жидкости. Они определяются по формулам
 ,
где
,
где
 – интенсивность перехода массы из
второй фазы в первую в единице объема
смеси и в единицу времени
– интенсивность перехода массы из
второй фазы в первую в единице объема
смеси и в единицу времени
 .
Из закона сохранения массы при различных
физико-химических превращениях имеем
=−
.
Из закона сохранения массы при различных
физико-химических превращениях имеем
=− [3].
[3].
Запишем систему (1) в безразмерной форме
|
(2) |


где

 ,
,

При этом должны выполняться условия

Решения системы (2) будем искать в виде затухающих волн
 ,
,
 (3)
(3)
где
 амплитуды
волн в фазах;
амплитуды
волн в фазах;
 коэффициент
затухания волны;
коэффициент
затухания волны;
 фазовая постоянная,
фазовая постоянная,
 круговая
частота;
круговая
частота;
 скорость волны.
скорость волны.
Подставим
(3) в (2), получим систему уравнений
относительно
 и
и

|
(4) |


Здесь
 упругий
оператор, а
упругий
оператор, а
 и
и
 операторы коэффициентов
и
R.
операторы коэффициентов
и
R.
Для того чтобы однородная система (4) имела нетривиальное решение, необходимо и достаточно, чтобы ее определитель был равен нулю.
Раскрывая определитель системы (4), получим биквадратное уравнение относительно
|
(5) |

 (
(
При
помощи уравнения (5) определим скорость
волны
 коэффициент поглощения
коэффициент поглощения
 и логарифмический декремент
и логарифмический декремент
 ,
дающий затухание волны в упругой,
насыщенной жидкостью пористой среде.
,
дающий затухание волны в упругой,
насыщенной жидкостью пористой среде.
В
данном случае операторы
и
 равны коэффициентам
равны коэффициентам
 и
и
 ,
а упругий оператор
,
а упругий оператор
 в пространстве Фурье выразим через ядро
последействия Абеля интегро-дифференциальных
соотношений Больцмана-Вольтерра
в пространстве Фурье выразим через ядро
последействия Абеля интегро-дифференциальных
соотношений Больцмана-Вольтерра

|
(6) |
 ,
,
 ,
,

где
 нерелаксированное
значение податливости;
нерелаксированное
значение податливости;
 релаксированное
значение податливости;
релаксированное
значение податливости;
 параметр
дробности, учитывающий структурные
изменения, связанные с эксплуатацией
материалов;
параметр
дробности, учитывающий структурные
изменения, связанные с эксплуатацией
материалов;
 время
ретардации.
время
ретардации.
Подставим значение в уравнение (5) и после преобразований, получим
|
(7) |


где
|
(8) |

 ,
,

 =
= ,
,

 ,
,

Разделим
(7) на
 и введем замену
и введем замену
|
(9) |

где
 комплексное
число.
комплексное
число.
Уравнение
(7) с учетом (9) после преобразований
принимает вид квадратного уравнения
относительно

|
(10) |


Решение уравнения (10) запишем таким образом
 ,
,
 ,
,
 (11)
(11)
 ,
,
 ,
,
С
учетом (9) в соотношении (11) разделим
мнимую и действительную части относительно
 и
и
 ,
получим систему уравнений:
,
получим систему уравнений:
|
(12) |
 ,
,

Из
системы (12) найдем коэффициент затухания
 волны и фазовую постоянную
волны и фазовую постоянную

|
(13) |

Из
формулы
 получим выражение для скорости волны
получим выражение для скорости волны
|
(14) |

Так
как в формуле (11)
 и
и
 имеют знак
имеют знак
 ,
то в упругой, насыщенной жидкостью
пористой среде существует две звуковые
волны.
,
то в упругой, насыщенной жидкостью
пористой среде существует две звуковые
волны.
Тангенс угла механических потерь определим из формулы
|
(15) |

Для
упрощения записи формул (13) и (14) введем
величину
 следующим образом
следующим образом
|
(16) |

Тогда коэффициент затухания и скорость волны запишем в виде
|
(17) |

Итак, выведена математическая модель процесса затухания звуковых волн в двухкомпонентных средах.
На рисунках 1-3 показаны графические зависимости скорости, коэффициента затухания и тангенса угла сдвига фаз от логарифма температуры при следующих фиксированных значения: J∞ = 1, = 1, = 1, 12 = 0,05, 22 = 0,25, 11 = 0,95, 12 = 0, 22 = 0,05. Значения параметра дробности указаны на рисунках.
На
рис. 1 показана
зависимость скорости звуковой волны
от логарифма температуры, так как
зависит не только от частоты ,
но и от температуры Т, которая связана
с τ
формулой τ exp(u/kT)
(закон Аррениуса). Из рисунка следует,
что графики функции
exp(u/kT)
(закон Аррениуса). Из рисунка следует,
что графики функции
 при
–
приближаются к нулю, а при
медленно возрастают и достигают
максимального значения. Влияние параметра
дробности
проявляется в том, что при уменьшении
параметра кривые на графике становятся
более пологими.
при
–
приближаются к нулю, а при
медленно возрастают и достигают
максимального значения. Влияние параметра
дробности
проявляется в том, что при уменьшении
параметра кривые на графике становятся
более пологими.
Рис. 1. Зависимость скорости от температуры |
Рис. 2. Зависимость коэффициента затухания от температуры |
Рис. 3. Зависимость тангенса угла от температуры |
|
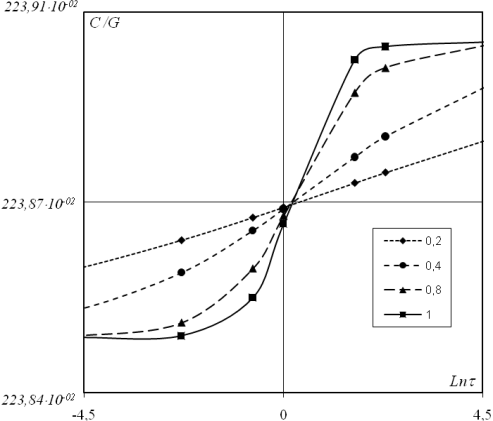
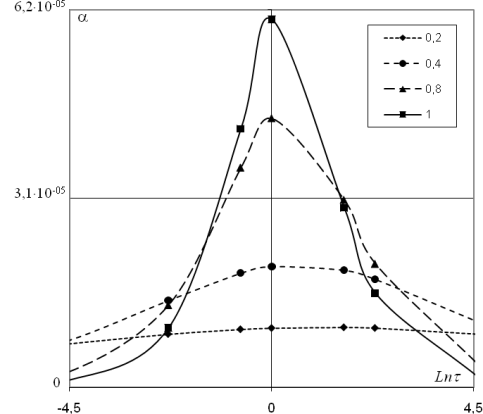
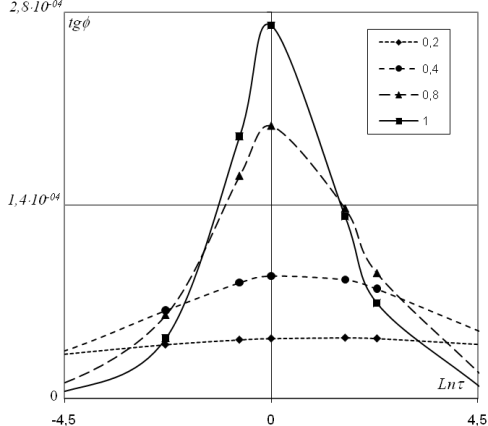
На
рис. 2 приведены
графики зависимости коэффициента
затухания от логарифма температуры.
Наблюдается нарушение температурной
зависимости. При
 кривые приближаются к нулю и при
кривые приближаются к нулю и при
 достигают своего максимального значения.
Параметр дробности
существенно влияет на форму кривых. При
увеличении параметра кривые становятся
пикообразнее и лишь на небольшом участке
поднимаются над осью абсцисс. С уменьшением
параметра дробности
кривые медленно приближаются к оси
абсцисс и пики графиков исчезают.
Коэффициент затухания становится более
равномерным.
достигают своего максимального значения.
Параметр дробности
существенно влияет на форму кривых. При
увеличении параметра кривые становятся
пикообразнее и лишь на небольшом участке
поднимаются над осью абсцисс. С уменьшением
параметра дробности
кривые медленно приближаются к оси
абсцисс и пики графиков исчезают.
Коэффициент затухания становится более
равномерным.
На рис. 3 приведена зависимость тангенса угла сдвига фаз от логарифма температуры. Форма графиков и влияние параметра дробности на форму и расположение кривых аналогична графику зависимости коэффициента затухания от логарифма температуры, представленному на рис. 2.
Литература
1. Biot M.A. Theory of elasticity and consolidation for a porous anisotropic solid /M.A. Biot //J. of Applied Phisic.-1955.-v. 26.- № 2.-P. 182-185.
2. Biot M.A. Theory propagation of elastic waves in a fluid-saturated porous solid I. Low-Frequency Range /M.A. Biot //J. Acoust. Soc. America.- 1956. -v. 28.- № 2. -P. 168-178.
3. Нигматулин Р.И. Основы механики гетерогенных сред/Р.И. Нигматулин. –М.: Наука, -1978.-336 с.
4. Косачевский Л.Я. О распространении упругих волн в двухкомпонентных средах /Л.Я. Косачевский //ПММ.-1959. -Т. 23. Вып. 6.- С. 1115-1123.
5. Масликова Т.И. О распространении нестационарных упругих волн в однородных пористых средах /Т.И. Масликова, В.С. Поленов//Изв. РАН. МТТ. – 2005.- № 1.- С. 104-108.
6. Поленов В.С. Нестационарные упругие волны в насыщенной жидкостью пористой среде /В.С. Поленов//Теоретическая и прикладная механика. Меж.научно-тех. сб. -2012.-Вып.27., Минск. –С. 84 – 90.
7. Мешков С.И. О распространении звуковых волн в наследственно упругой среде/С.И. Мешков, Ю.А. Россихин//ПМТФ. -1968. - № 5.- С. 89-93.
8. Постников В.С. Внутреннее трение в металлах /В.С. Постников - М.: Металлургия, -1974.- 351 с.
9. Работнов Ю.Н. Равновесие упругой среды с последействием/Ю.Н. Работнов //ПММ. -1948.-Т. 12. Вып.1.-С. 53-62.
УДК 621.9.047
Фатыхова Г.М., Юхневич С.С., Баркалов М.В.
ОСОБЕННОСТИ ПОСТРОЕНИЯ ТЕХНОЛОГИИ МНОГОСЛОЙНЫХ ПОКРЫТИЙ
Для восстановления чугунных заготовок применяют многослойные покрытия из стали по чугуну и из чугуна по стали, наносимые электроэрозионным методом. В таком случае общий припуск делится таким образом, чтобы первый слой был стальным, а последний чугунным. При этом толщина каждого последующего слоя должна быть уменьшена до 0,1-0,3 мм. В таком случае в чугунном покрытии отбеленный слой не образуется, а адгезия будет достаточно высокой.
На рис. 1 [1] показана глубина диффузии тонких слоев углерода (до 1,15мм) «сталь по стали» и « чугун по стали» при «мягких» режимах обработки, уменьшающих вероятность появления дефектных слоев. Глубина получаемых диффузионных слоев даже при наиболее “мягких” режимах (кривые 3; 4 на рисунке 1) создают основу для обеспечения прочной связи покрытий, что позволяет использовать предлагаемые покрытия для получения поверхностных слоев восстанавливаемых деталей режимы, не приводящих к нарушению качества изделий.
При проектировании технологии многослойных покрытий необходимо принимать во внимание следующие особенности проектирования технологического процесса нанесения многослойных покрытий на чугун.
Анализ исходных данных показал, что толщина (h) наносимого слоя характеризующая степень износа детали, не может превышать величины качественного слоя на каждом этапе процесса.
h=Σh0+Z,
где:h0 – толщина качественного слоя наносимого покрытия;
Z – припуск на обработку после нанесения конечного слоя на деталь.
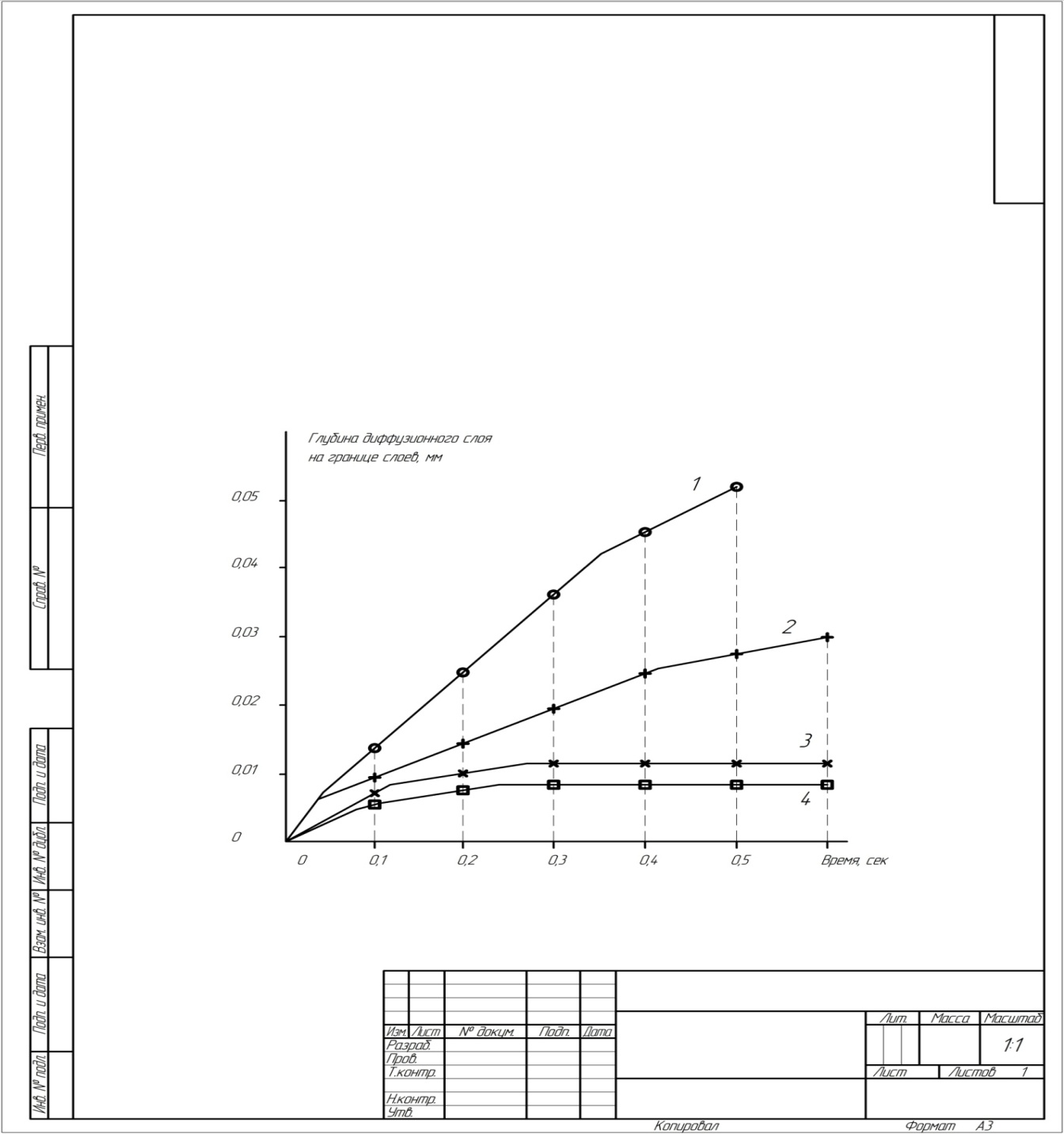
Рис. 1. Глубина диффузионного слоя от времени электроэрозионного нанесения покрытия: 1,2 - энергия импульса 2Дж; 3,4 - 0,2 Дж; 1;3 - покрытие «чугун по стали»; 2,4 - «сталь по стали»
Качественные характеристики поверхностного слоя наносимого покрытия должны соответствовать возможностям процесса и требованиям к восстанавливаемой детали. К ним относятся:
Шероховатость; возможность сохранения остаточных углублений после обработки слоя, что желательно для удержания смазки в узлах трения, кроме того, оценочными показателями являются: микротвердость; наличие на поверхности микротрещин.
При контроле исходного материала учитывают:
- вид чугуна (отбеленный, серый);
- величину адгезия с основой (достаточная, слабая);
- постоянство механических характеристик по глубине и площади покрытия;
- отсутствие внутренних дефектов (пустоты, раковины, внутренние трещины, расслоение).
Подготовительный этап процесса включает:
1. Расчет максимальной толщины (hp) наносимого слоя покрытия с требуемым качеством.
Если hp≥ h, то проектируется технологический процесс с 1 проходом(hp1).
Если hp≤h, то производиться расчет толщины второго слоя (hp2) и следующих слоев.
Если hp1+hp2≥h, то проектируют технологический процесс нанесения покрытия с 2-мя проходами.
Если hp1+hp2≤h, то рассчитывают требуемое количество проходов.
2. Выбирают режимы электроэрозионного нанесения одного слоя покрытия.
для RC – схемы допустимы Аu≤1,5 Дж. Напряжение берут 80-120В , и находят емкость конденсаторов (С)

3. В случае если количество слоев больше одного, то производят расчет электрических режимов второго и последующих слоев (если в этом есть необходимость).
Для металлов с большой защитной пленкой (например, титановые сплавы) требуется ее снять.
При плазменном удалении пленки угол подачи струи к плоскости покрытия не более 15о. Используется низкотемпературная плазма с плазмообразующим газом – воздухом и малой мощностью горелки:
вид установки – дуговая,
расход плазмообразующего газа 0,8 – 0,1 л/с,
длина плазменной струи – не менее 100 мм,
расстояние до точки обработки не более 30 мм,
угол подачи струи 10 + 5 градусов,
напряжение 40–50 В,
сила тока 10 – 15 А,
охлаждение плазмотрона водой при давлении более 1 МПа.
Находят технологический режим обработки, для чего производят расчет скорости подачи электрода. Далее контролируют поверхность заготовки под покрытие (отсутствие загрязнений, соответствие чертежу материала, размеров и др.).
При настройке требуемых режимов оборудования устанавливаютэлектрические параметры процессаи факторы автоматизации (скорость подачи, скорость холостого хода и др.).
Далее выполняют расчет временного интервала нанесения покрытия
На оборудовании сначала производят изготовление опытного образца, его контроль, который включает оценку времени нанесения покрытия. По результатам контроля производят заключение о качестве покрытия и возможности изготовления партии деталей.
Последующая механическая обработка покрытия производиться до устранения, в основном, неровностей, образующихся при покрытии. Расчет припуска (Z) на механическую обработку выполняется с учетом допущений на углубления (h0), остающихся на детали для улучшения смазки сопрягаемых подвижных поверхностей.

гдеRz -высота неровностей после нанесения покрытий (из экспериментов Rz = 100-150 мкм).
Представленный материал позволяет разработать качественный технологический процесс восстановления деталей из чугуна и сталей.
Литература
1.Фатыхова Г.М.Режимы и технология нанесения на чугунные изделия многослойных покрытий с заданными свойствами.Диссертация на соискание ученой степени кандидата технических наук. Воронеж: ВГТУ, 2008г, 150с.
Воронежский государственный технический университет
УДК 621.9.047
ОмиговБ.И., ГрицюкВ.Г., СоколовЕ.В.
ОБЕСПЕЧЕНИЕ КАЧЕСТВА НАУКОЕМКИХ ИЗДЕЛИЙ ТЕХНОЛОГИЧЕСКИМИ МЕТОДАМИ.
В работе рассмотрен опыт Воронежского механического завода по обеспечению качества изделий технологическими методами
Оценить качество изготовления технически сложного изделия, такого как воздушное транспортное средство, можно при контроле в процессе изготовления отдельных его частей, в период испытания узлов, систем и собранного изделия. Для двигателей любых летательных аппаратов особую часть жизненного цикла составляют испытания.
Грамотно спроектированные технологии испытаний открывают возможность выявления недостатков, возникших на предыдущих стадиях жизненного цикла, включая сам процесс изготовления изделия. В случае обнаружения неисправностей возникает необходимость их устранения, что может вызвать в космонавтике задержку с плановыми пусками и полетами, так как часто не удается осуществить ремонт на месте эксплуатации. В связи с этим выявляется необходимость целенаправленной технической политики по созданию и совершенствованию технологических процессов и повышению качества отдельных узлов технологическими (иногда совместно с конструкторскими) методами. По результатам испытаний можно обосновать целесообразность использования освоенных и разрабатываемых технологических процессов для повышения качества и надежности узлов, определяющих уровень совершенства всего изделия.
Известно, что опасные локальные концентрации напряжений наиболее ответственных деталей изделий можно значительно уменьшить благодаря альтернативным технологическим методам, что может привести к увеличению общего ресурса работы транспортного средства. Например, для двигателей летательных аппаратов такими элементами являются переходные участки (места сопряжения, резьбовые соединения), где существующие методы обработки не обеспечивают желаемого уровня качества (плавность переходов, требуемые остаточные напряжения и др.), особенно в случае необходимости устранения дефектов на деталях непосредственно в изделии, поскольку при этом материал уже имеет низкую обрабатываемость механическими методами, а проведение даже не сложной операции без разборки изделия не осуществимо из-за ограниченного доступа инструмента к месту обработки. Для эксплуатации сложных изделий транспортной техники потребовалось разработать технологические процессы, устраняющие причины несоответствий объектов выявленных в процессе испытаний и на стадии их изготовления. В частности, созданы и совершенствуются нетрадиционные комбинированные методы обработки с наложением электрического поля. Благодаря новым методам появилась возможность эффективно устранять концентраторы напряжений, обнаруженные при испытаниях, модернизировать технологические процессы изготовления, выравнивания показатели надежности всех элементов конструкции, что увеличивает общий ресурс изделия. Примером решения такой проблемы для двигателей летательных аппаратов может стать формирование локальных скруглений профиля переходных участков для обеспечения требуемой геометрии и качества поверхностного слоя у силовых элементов деталей. Для оценки уровня качества изделий должны быть проведены стандартные испытания. Накопленная база знаний (в авиации и космонавтике) позволяет обосновать выбор или создать план разработки новых технологических методов для повышения качества наиболее ответственных изделий авиационной и космической техники. Повышение уровня качества и надежности транспортных средств является актуальной темой государственного уровня, определяющей престиж страны в машиностроении. Одним из способов оценки качества является усталостная прочность деталей, определяющая ресурс изделия.
Анализ литературы показывает, что до настоящего времени практически не рассматривалось влияние переходных участков на долговечность деталей, работающих в высоконагруженных изделиях при знакопеременных нагружениях (импульсных воздействиях, вибрациях). Накопленный опыт испытаний типовых объектов, позволил оценить возможности технологии электрохимической размерной обработки по повышению надежности и долговечности изделий, в частности путем формирования качественных переходных участков на типовых силовых деталях из различных материалов.
Известно, что скругление кромок снижает концентрацию напряжений в переходной зоне контура. Это положительно сказывается на повышении предела прочности при усталостных испытаниях.
Обобщенные результаты усталостных испытаний стандартных образцов показаны на рис. 1 - 4.
У конструкционных сталей (рис. 1) стандартный надрез круглых образцов вызывает появление кромок, вызывающих концентрацию напряжений и снижение усталостной прочности сплавов (2). Электрохимическое скругление кромок в надрезе (3) практически полностью восстанавливает показатель σ-1 относительно исходных гладких образцов (1) после электрохимической размерной обработки, в процессе которой наклепанный слой практически полностью удаляется.
Рис. 1. Усталостная прочность (σ-1) конструкционных сталей после электрохимической размерной обработки (ЭХО) при плотности тока 15-20А/см2. База испытаний 2.107 циклов: I – сталь 40Х; II – сталь 45;1 – гладкие круглые образцы; 2 – образцы после ЭХО с надрезом; 3 – со скруглением кромок в зоне надреза с использованием ЭХО; 4 – со скруглением и дробеструйным упрочнением
Дробеструйное упрочнение образцов с надрезом после ЭХО (4, рис. 1) дает хороший результат, особенно в случае использования стали 45, не имеющей легирующих элементов. Повышение σ-1 для стали 40Х (рис. 1, I) составляет около 13% относительно такого же показателя для гладких образцов и превышает аналогичный показатель стандартных испытаний, где также имеет место упрочнение поверхностного слоя, повышающего прочность материала. Для стали 45 возрастание σ-1 после упрочнения может превышать 50% и достичь уровня усталостной прочности, превышающего показатели легированных сталей (рис. 2).
Рис. 2. Усталостная прочность легированных сталей: I – сталь 40ХНМА; II – 30ХГСА; III – ОХНЗМФА (условия испытаний приведены на рис. 1)
Из рис. 2 видно, что у всех рассматриваемых материалов надрезы вызывают снижение усталостной прочности (1;2). После скругления (3) показатель σ-1 восстанавливается и практически достигает уровня гладких образцов (1). Виброударное упрочнение повышает предел усталостной прочности (4, на рис. 2) до величины, близкой к аналогичному показателю для шлифованных образцов с последующим упрочнением. Следовательно, скругление острых кромок на деталях из легированных сталей является эффективным технологическим приемом для повышения усталостной прочности силовых деталей и этот метод перспективен для транспортного машиностроения, включая авиационно-космическую технику. Кроме того, низкий уровень остаточных напряжений после ЭХО (наклеп не превышает 5-7%) позволяет достичь оптимальной величины гарантированного наклепа, обеспечивающего показатели, близкие к предельно достижимым для усталостной прочности.
В случае испытаний цветных сплавов, качественная картина аналогична приведенной для сталей (рис. 3).
Для титановых сплавов надрез (2, на рис. 3) снижает σ-1, но степень его воздействия оказывается меньшей по сравнению с показателями для конструкционных сталей. Скругление кромок (3) практически восстанавливает показатель σ-1, полученный для гладких образцов (1). Здесь целесообразно применить виброударное или дробеструйное упрочнение (4), позволяющее повысить σ-1 до уровня, достигнутого после шлифования и упрочнения образцов.
Алюминиевые сплавы (рис. 3, III) оказались малочувствительными к надрезам (1), (2) и здесь скругление кромок (3) практически полностью восстанавливает σ-1, а виброударное упрочнение (4) дает до 15% увеличения предела усталостной прочности по сравнению с ЭХО гладких образцов и 9-10% - относительно гладких образцов после чистовой обработки и виброударного упрочнения.
Рис. 3. Усталостная прочность цветных сплавов (База 5.107 циклов): I – ВТЗ-1; II – ВТ8; III –АВТ1 (условия испытаний приведены на рис. 1)
Наиболее заметно влияние местных надрезов проявляется при испытании образцов из жаропрочных сплавов (рис. 4).

Рис. 4 Усталостная прочность жаропрочных сплавов (База 5.107 циклов): I – ЭИ617; II – ЭИ826; III –ЭИ427Б (условия испытаний приведены на рис. 1)
В этом случае (рис. 4) для всех сплавов имеет место заметное снижение σ-1 после надреза (2). Несмотря на значительное рассеивание результатов испытаний жаропрочных сплавов показатели, приведенные на рис. 2, показывают возможность практически полного восстановления усталостной прочности сплавов (3) после скругления переходных участков.
Упрочнение (4, рис. 4) восстанавливает σ-1 гладких образцов (1), поэтому оно нашло широкое применение в авиакосмической отрасли, особенно в случае предшествующей электрохимической размерной обработки. Таким образом электрохимическое скругление переходных участков (в том числе с удалением заусенцев от предшествующей механической обработки) эффективно и позволяет повысить качество деталей и выносливость сплавов особенно в случае последующего механического упрочнения.
Результаты, приведенные на рис. 1-4, доказывают целесообразность профилирования переходных участков с помощью электрохимической и комбинированной обработки, что обеспечивает повышение качества и надежности силовых элементов современной техникипутем снижения концентрации напряжений в местах сопряжений участков конструкций.
Литература
1. Сулима А.М. Качество поверхностного слояи усталостная прочность деталей из жаропрочных и титановых сплавов / А.М. Сулима, М.И. Евстигнеев // М.: Машиностроение, 1974. -256 с.
2. Смоленцев В.П. Технологические методы повышения качества летательных аппаратов / В.П. Смоленуцев, Б.И. Омигов, М.А. Уваров // Проблемы качества машин и их конкурентоспособности: матер. 6 междунар. науч. – техн. конф. Брянск, 2008. – С. 445-446.
3. Смоленцев В.П. Технология электрохимической обработки внутренних поверхностей, М: Машиностроение, 1978. - 176 с.
4. Омигов Б.И. Управление качеством на заключительной стадии жизненного цикла изделий / Б.И. Омигов, А.В. Бондарь, В.П. Смоленцев // Проектирование механизмов и машин: тр 2 Всерос. науч.-практ. конф., Воронеж: ЦНТИ, 2008. – С. 153-158.
5.Автоматизация мелкосерийного машиностроительного производства и качество продукции / Под ред. Р.И. Адгамова // М: Машиностроение, 1983. - 280 с.
6. Омигов Б.И. Технология электрохимической размерной обработки, как один из путей повышения долговечности транспортной техники / Б.И. Омигов, Е.В. Смоленцев // Справочник. Инженерный журнал, 2010, №5. – С. 19-24.
7.Омигов Б.И. Практика применения экономических методов менеджмента качества продукции машиностроения // Нетрадиционный методы обработки: Сб.научн. тр., М.: Машиностроение, 2006. – С. 237-243.
Воронежский государственный технический университет
Воронежский механический завод – филиал ФГУП им. Хруничева
УДК 621.09.047
Коденцев С.Н; Сухочев Г.А; Родионов А.О.
ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ ЭЛЕКТРОХИМИЧЕСКОЙ ДОВОДКИ ФОРСУНОК
Рассмотрены возможности обеспечения эксплуатационных характеристик мелкоразмерных форсунок. Описан технологический процесс, позволяющий провести ЭХО форсунок. Приведены результаты экспериментального исследования режимов ЭХО мелкоразмерных проточных отверстий форсунок и результаты измерения расхода форсунок до и после ЭХО отверстий
Детали типа форсунки, нашли широкое применение в различных отраслях промышленности, наиболее часто они применяются в двигателях,технологическом оборудовании, в различных агрегатах для подачи жидких, газообразных и газожидкостных рабочих сред.
К проточной частифорсунок предъявляются повышенные требования по чистоте обработки и работоспособности поверхностей в условиях нестационарных термодинамических нагружений и агрессивных сред [1].
Такие детали изготавливают из литых или штампуемых труднообрабатываемых коррозионностойких, жаропрочных и износостойких материалов, а в последнее время широко используют заготовки, полученные методом SLS (селективное лазерное спекание металлических порошков). Мелкоразмерные отверстия и каналы (рис. 1 и 2) в настоящее время получают в цельных заготовках различными методами: традиционной лезвийной обработкой, прошиванием на электроэрозионных, электрохимических станках и электронным лучом, а также с использованием комбинаций из различных способов формообразования [2].
Основной производственнойсложностью является изготовление проточного отверстия малого диаметра, проблема состоит в том, что проточные отверстия форсунок диаметром в десятые доли миллиметра не позволяют достаточно эффективно использовать традиционные средства металлообработки и контроля показателей качества поверхности, а также ее геометрии при профилировании отверстий в процессе изготовления таких деталей.

Рис. 1. Форсунка с проточными каналами в торце

Рис. 2. Форсунка с тангенциальными отверстиями
В настоящее время контроль обеспечения заданных рабочих показателей проводитсяпри параметрических испытанияхна проливочных стендах уже после окончательного изготовления деталей.Испытания проводят для каждой отдельной форсунки или испытывают их в составе агрегата. Большие трудности вызывает необходимость индивидуальной чистовой калибровки рабочих участков проточной части по результатам испытаний, что является очень трудоемкой дорогостоящей операцией. Для форсунок с глубокими мелкоразмерными отверстиями это становится равноценным процессу их нового изготовления, что экономически становится не целесообразным.
Оптимизация эксплуатационных параметров достигалась тем, что на форсунках после предварительного формирования отверстий осуществляли струйную электрохимическую их обработку, которая заключалась в подаче токопроводящей жидкости через обрабатываемые отверстия, после чего включали ток и выдерживали на установленном режиме время, необходимое для получения сечения отверстия, обеспечивающего заданный расхода при постоянном давлении жидкости.
Для этой цели был разработан опытный технологический процесс, который позволил обеспечивать получение стабильных расходных характеристик форсунок и форсуночных головок на испытательных стендах. Установка обеспечила автоматическое регулирование постоянства межэлектродного зазора и поддержания заданного давления электролита при определенном напряжении тока.
Для экспериментального исследования режимов ЭХО отверстия имитаторов двух типовых форсунок были подвергнуты анодному растворению с последующим замером изменения расхода от времени обработки. Анализ результатов эксперимента, показанных на рис. 3, позволил определить оптимальные интервалы времени ЭХО с учетом обеспечения расхода, заданного технической документацией.
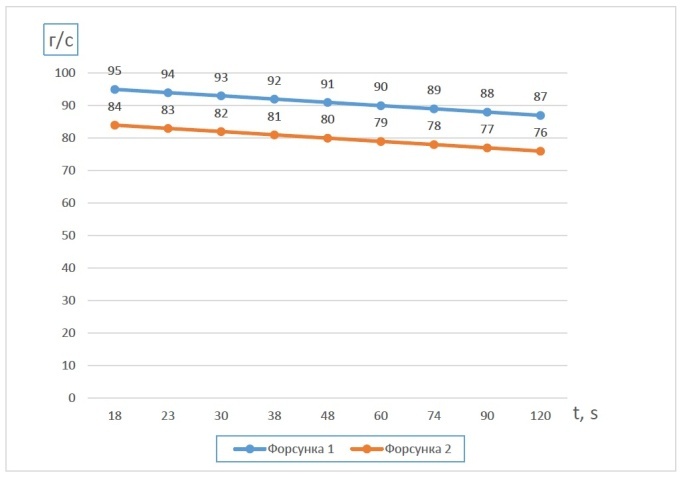
Рис. 3. Зависимость изменения расхода от времени ЭХО отверстий форсунок
На рис. 4 представлены результаты измерения расхода типовых форсунок до и после ЭХО отверстий в сравнении с заданным интервалом значений. Очевидно, что использование ЭХО обеспечивает значительно больший процент попадания форсунок в заданную область расходной характеристики даже после однократной комбинированной обработки отверстий.
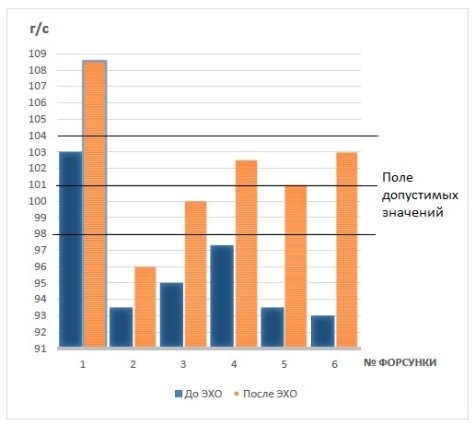
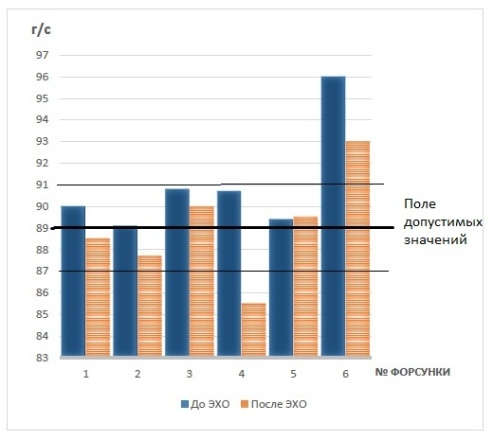
а) б)
Рис. 4. Результаты измерения расхода типовых форсунок до и после ЭХО отверстий: а) – форсунка тип 1, б) – форсунка тип 2
В качестве токопроводящих химически активных компонентов рабочих сред используются кислоты и щелочи, входящие в состав растворов и электролитов (Н2SO4 ГОСТ 4204-77; NаNO3 ГОСТ 4168-70; Nа2SO4 ГОСТ 4166-76; CrO3 ГОСТ 2548-77), состав которых корректируется в зависимости от марки обрабатываемого материала.
Проведенные работы в части ЭХО форсунок позволили получить:
- повышение точности (до ±0,06 мм) и стабильности геометрических размеров отверстий за счет регулируемого съема металла в процессе ЭХО;
- исключение разброса значений расходных характеристик форсунок на этапах изготовления и испытаний за счет механизации процесса доводочных операций кромок отверстий взамен ручной обработки;
- получение входных и выходных кромок отверстий радиусом R=0,2-0,4 мм (рис.2);
- увеличение ресурса блока форсунок за счет снижения газодинамических потерь в каналах форсунки.
Преимуществами технико-экономического характера опытного образца установки по сравнению с аналогами являются:
- снижение стоимости, техобслуживания и ремонта за счет простоты конструкции;
- увеличение срока использования электролита с одного месяца до полугода;
- снижение трудоемкости работ, повышение безопасности и надежности за счет автоматизации процесса;
- быстрая окупаемость.
Использование ЭХО позволяет повысить стабильность и расширить возможности технологических процессов изготовления деталей типа мелкоразмерных форсунок, повысить их качество и значительно снизить производственные затраты [5].
Литература
1.Сухочев Г.А. Управление качеством изделий, работающих в экстремальных условиях при нестационарных воздействиях / Г. А. Сухочев. – М.: Машиностроение, 2004. – 287 с.
2. Патент РФ на изобретение № RU 2162394 C2, МПК6 В23Н 7/02, 7/08. Способ эрозионно-термической обработки / В.П. Смоленцев, Г.А. Сухочев, С.Н. Коденцев, М.А. Уваров. – 2012.
3. Небольсин Д.М. Технологические параметры комбинированной струйно-динамической обработки внутренних поверхностей / Д.М. Небольсин, Г.А. Сухочев, С.Н. Коденцев, Е.Г., Смольянникова // Упрочняющие технологии и покрытия. – 2012. – № 5. – С. 41–46.
4. Патент РФ на изобретение № RU 2162394 C1, МПК6 B23H3/10, B23H9/14, B23P15/00. Способ доводки форсунок / В.П. Смоленцев; Г.П. Смоленцев; Е.В. Смоленцев; А.А. Дорофеев; И.Т. Коптев. – 2001.
5. Гончаров Е.В. Применение электрохимической обработки отверстий форсунок ЖРД для обеспечения расходов рабочего тела, заданных КД / Е.В. Гончаров, Г.А. Сухочев, А.М. Романюк // Научно-технический юбилейный сборник. КБ химавтоматики: В 3-х томах / Под ред. В.С. Рачука – Воронеж: "Кварта", 2012. Т.3. – С. 90–95.
Воронежский государственный технический университет
ОАО «Конструкторское бюро химавтоматики»
УДК 621.09.047
Сухочев Г.А., Родионов А.О.
ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНЫХ ОТВЕРСТИЙ
В работе рассмотрены возможности и результаты обеспечения эксплуатационных характеристик мелкоразмерных отверстий и каналов электрохимической обработкой. Представлены решения позволяющие достичь заданных расходных характеристик форсунок агрегатов перспективных наукоемких изделий.
Мелкоразмерные проточные отверстий встречаются главным образом в различных форсунках, применяемых в двигателях космических аппаратов, агрегатах подачи энергетических установок, технологическом оборудовании. (рис.1).
Обработка таких отверстий представляет существенную трудность для традиционных методов обработки. Т.к. диаметр отверстия форсунок часто не превышает десятых долей миллиметра помимо этого детали изготавливают из труднообрабатываемых износостойких жаропрочных и коррозионностойких материалов. К проточной части предъявляются повышенные требования по чистоте и точности обработки при работе в условиях нестационарных термодинамических нагружений и агрессивных сред [1].
Мелкоразмерные каналы и отверстия (рис. 2) в настоящее время получают в цельных заготовках различными методами: традиционной лезвийной обработкой, прошиванием на электроэрозионных, электрохимических станках и электронным лучом, а также с использованием комбинаций из различных способов формообразования [2].
Оптимизация рабочих параметров достигалась тем, что на форсунках после предварительного формирования отверстий осуществляли струйную электрохимическую их обработку, которая заключалась в подаче токопроводящей жидкости через обрабатываемые отверстия, после чего включали ток и выдерживали на установленном режиме время, необходимое для получения сечения отверстия, обеспечивающего заданный расхода при постоянном давлении жидкости. Установка обеспечила автоматическое регулирование постоянства межэлектродного зазора и поддержания заданного давления электролита при определенном напряжении тока.

Рис. 1. Высоконапорная форсунка

Рис. 2. Тангенциальные проточные отверстия в форсунке
Поэтому был разработан опытный технологический процесс, который позволил обеспечивать получение стабильных расходных характеристик и приемлемые параметры по чистоте и точности обработки каналов.
Разработка схемы технологического обеспечения заданных расходных характеристик деталей с мелкоразмерными отверстиями происходил поэтапно:
выбор метода или комбинации последовательно применяемых способов доводки отверстий применительно к конструктивным особенностям форсунок и условиям работы;
выбор оптимальных режимов обработки, обеспечивающих стабильность эксплуатационных показателей поверхностного слоя форсунки в отверстиях малого сечения.
Определяющее влияние на эффективность обработки оказывает скорость анодного растворения материала Vлр, для определения которой мы использовали выражение:
 ,
(1)
,
(1)
где электрохимический эквивалент материала заготовки;
U напряжение;
эл удельная проводимость;
плотность материала заготовки.
При проведении экспериментов было установлено, что скорость линейного растворения превосходит расчетное значение по формуле (1). Это может быть объяснено тем, что предварительное формообразование отверстия вызывает наклеп его поверхности. Ранее было установлено [3], что поверхность имеющая наклеп, растворяется в 1,2-1,5 раза быстрее, чем поверхность наклепа не имеющая. Введение в выражение (1) коэффициента Кн (Кн = 1,1-1,3 для нержавеющих талей и сплавов) учитывающего наличие у обрабатываемой поверхности наклепанного слоя, позволило получить уточненную формулу для определения скорости линейного растворения:
 ,
(2)
,
(2)
где - коэффициент, который характеризует потери напряжения при обработке.
Расчетным путем с последующим экспериментальным подтверждением установлены режимы ЭХО форсунок: напряжение U=12В, анодная плотность тока 5÷10 А/дм2.
В качестве токопроводящих химически активных компонентов рабочих сред используются кислоты и щелочи, входящие в состав растворов и электролитов (Н2SO4 ГОСТ 4204-77; NаNO3 ГОСТ 4168-70; Nа2SO4 ГОСТ 4166-76; CrO3 ГОСТ 2548-77), состав которых корректируется в зависимости от марки обрабатываемого материала.
Проведенные работы в части ЭХО форсунок позволили получить:
- исключение разброса значений расходных характеристик форсунок на этапах изготовления и испытаний за счет механизации процесса доводочных операций кромок отверстий взамен ручной обработки;
- повышение точности (до ±0,06 мм) и стабильности геометрических размеров отверстий за счет регулируемого съема металла в процессе ЭХО;
- получение входных и выходных кромок отверстий радиусом R=0,2-0,4 мм (рис.2);
- увеличение ресурса блока форсунок за счет снижения газодинамических потерь в каналах форсунки.
Так как в тангенциальных форсунках имеется несколько отверстий (рис.2), то возникают проблемы с обеспечением равномерности распыливания жидкости среди отверстий одной форсунки. Для устранения этой неравномерности после получения на форсунках отверстий предлагается осуществить струйную электрохимическую обработку отверстий, включающую подачу токопроводящей жидкости через полый инструмент-катод и обрабатываемые отверстия [4]. При этом, первоначально подачу токопроводящей жидкости ведут без подключения тока к инструменту-катоду, замеряя ее расход через каждое обрабатываемое отверстие, затем определяют отверстие с наибольшим расходом и заглушают все отверстия. Затем включают ток и последовательно открывают отверстия, расположенные за отверстием с наибольшим расходом, и через каждое из них осуществляют прокачку токопроводящей жидкости до достижения расхода, равного расходу через отверстие с наибольшим расходом. Полученный расход и становится одинаковым для всех отверстий одной форсунки.
ЭХО каналов переменного сечения в заготовках, получаемых из порошков методами быстрого прототипирования, не дает такого же эффекта вследствие избирательного характера анодного растворения материала в местах повышенной концентрации рыхлот, микротрещин и пор. В настоящее время проводятся исследования по использованию рабочих сред с абразивной составляющей для ЭХО мелкоразмерных каналов, что позволяет выравнивать параметры формообразования в процессе доводки внутренней поверхности.
Использование показанных выше решений при электрохимической обработки отверстий позволяет повысить стабильность и расширить возможности технологических процессов изготовления деталей типа мелкоразмерных форсунок, повысить их качество и значительно снизить производственные затраты [5].
Литература
Сухочев Г.А. Управление качеством изделий, работающих в экстремальных условиях при нестационарных воздействиях / Г. А. Сухочев. – М.: Машиностроение, 2004.– 287 с.
Патент РФ на изобретение № RU 2162394 C2, МПК6 В23Н 7/02, 7/08. Способ эрозионно-термической обработки / В.П. Смоленцев, Г.А. Сухочев, С.Н. Коденцев, М.А. Уваров. – 2012.
Небольсин Д.М. Технологические параметры комбинированной струйно-динамической обработки внутренних поверхностей / Д.М. Небольсин, Г.А. Сухочев, С.Н. Коденцев, Е.Г., Смольянникова // Упрочняющие технологии и покрытия. – 2012. – № 5. – С. 41–46.
Патент РФ на изобретение № RU 2162394 C1, МПК6 B23H3/10, B23H9/14, B23P15/00. Способ доводки форсунок / В.П. Смоленцев; Г.П. Смоленцев; Е.В. Смоленцев; А.А. Дорофеев; И.Т. Коптев. – 2001.
Гончаров Е.В. Применение электрохимической обработки отверстий форсунок ЖРД для обеспечения расходов рабочего тела, заданных КД / Е.В. Гончаров, Г.А. Сухочев, А.М. Романюк // Научно-технический юбилейный сборник. КБ химавтоматики: В 3-х томах / Под ред. В.С. Рачука – Воронеж: "Кварта", 2012. Т.3. – С. 90–95.
Воронежский государственный технический университет
УДК 621.9.047
ФатыховаГ.М., ГрицюкВ.Г., Баркалов М.В.
ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ ПОКРЫТИЙ ПО ЧУГУНУ.
В зависимости от назначения деталей с покрытием иногда требуется получить поверхностный слой из чугуна (для улучшения антифрикционных свойств, защиты от коррозии и др.), стали или других металлов. По эксплуатационным показателям подбирают прилежащий к поверхности слой. Чтобы увеличить толщину покрытия наносят несколько слоев из различных материалов, последний из которых наносится с учитывает требуемые эксплуатационные свойства детали.
В последние годы был разработан новый способ [1] получения толстослойных покрытий, наносимых на чугунные заготовки, с получением наружного слоя требуемого состава путем формирования первого, достаточно толстого, слоя из малоуглеродистой стали с последующим покрытием, его например из чугуна.
Сочетание в первом слое покрытия материала из чугуна и малоуглеродистой стали препятствует образованию отбеленного слоя, а незначительное содержание углерода в стали снижает вероятность появления белого чугуна в конце процесса нанесения слоя. На качество покрытия оказывает влияние наличие легирующих элементов в заготовке и электроде-инструменте. Состав заготовки изменить достаточно сложно, поэтому выбирают оптимальное состояние материалов за счет подбора инструмента.
После нанесения поверхностного слоя получают заданную геометрическую точность. Если на наружных участках образуются труднообрабатываемые зоны (например, из отбеленного чугуна), то величина припуска на чистовую обработку будет зависеть от материала покрытия и режима обработки. При энергии импульса более 2 Дж и различной подаче шаг между отдельными каплями металла будет изменяться, что вызовет неровности, определяющие припуск на чистовую операцию (рис.1)
Чугун обладает хорошей жидкотекучестью, поэтому припуск на его обработку (рис.1;1) значительно ниже, чем в поверхностном слое покрытия из стали (2).
Основным показателем оценки качества покрытия является его предельная толщина, которая обеспечивает качественную характеристику детали с покрытием.
Рис/ 1. Припуск (z) на обработку слоя покрытия (толщина 0,6 мм) из чугуна (1) и стали 3 (2) при нанесении его на заготовку из стали 45
Анализ показывает, что независимо от материала заготовки при многослойных покрытиях предельная толщина слоя изменяется в узких пределах. Опыт эксплуатации восстановленных деталей из чугуна и сталей показал, что не нужно удалять весь припуск с покрытия при чистовой обработке, поскольку углубления между каплями, оставшиеся на детали, улучшают условия смазки, исключают схватываемость материалов в местах контакта при больших давлениях. Поэтому припуск приведенный на рисунке 1, может быть снижен на 20 – 30%, это дает возможность повысить на такую же величину скорость продольной подачи электрода при нанесении покрытия.
На поверхности покрытия (без окончательной обработки) содержание углерода зависит от состава электрода. Для чугунных электродов это количество близко к имеющемуся у заготовки. Незначительное снижение углерода в поверхностном слое может объясняться его выгоранием в атмосфере до застывания капли. Основные изменения наблюдаются на границе "заготовка-покрытие", где может происходить активное перераспределение содержания углерода в поверхностной зоне в сторону выравнивания его концентрации. Использование на чугунной заготовке промежуточного слоя стали позволяет ускорить диффузию материала, что улучшает адгезию и прочность сцепления слоев. Снижение содержания углерода в чугуне со стороны заготовки замедляет образование "белого" слоя в покрытии и расширяет возможности получения более толстых качественных слоев.
Образование на наружной части покрытия высокопрочного слоя (рис. 2) улучшает износостойкость изделия, если в технологическом процессе не предусмотрена чистовая обработка. В других случаях повышенная микротвердость не оказывает заметного влияния на эксплуатационные свойства изделий.
Получение качественного слоя на чугунных заготовках возможно, если в качестве инструмента применять электроды из малоуглеродистых сталей. Металлографические исследования показали, что углерод из заготовки активно насыщает наносимый слой, придавая ему новые свойства, повышающие механическую прочность до уровня углеродистых сталей. Однако во многих случаях (например, при восстановлении геометрических размеров) требуется нанести несколько слоев покрытия из чугуна и сохранить характеристики материала электрода-инструмента.
Рис. 2. Изменение микротвердости покрытия
В процессе нанесения каждый слой (после первого) становится все более дефектным и тонким, имеет при этом слабую адгезию с основой. Изучение шлифов показало, что главной причиной ухудшения свойств последующих слоев покрытий «чугун по чугуну» является высокое содержание углерода и быстрый отвод тепла с границ слоев, вызывающей появление хрупкого «белого» слоя.
Были проведены эксперименты, где необходимо было восстановить геометрические размеры оси из чугуна СЧ-24 после износа на величину 1,2 мм на сторону. Операцию выполняют путем нанесения 3 слоев покрытия электродами из стали 05 и чугуна СЧ-18. Нанесение первого слоя выполняют электродом из чугуна, где толщина наносимого слоя 0,4 мм, второй слой – электродом из стали с нанесенным слоем 0,4 мм при энергии импульса 0,2 Дж. Третий слой с толщиной 0,6 мм, получают при энергии импульса 0,6 Дж чугунным электродом, на детали высота неровностей составляет 0,15 мм. Металлографический анализ поперечных шлифов показал, что в первом и втором слое не наблюдается дефектов в виде трещин или заметных образований «отбеленного» слоя, диффузионный слой составляет 0,015 – 0,02 мм. Последний слой имеет структуру отбеленного чугуна на глубину 0,3 – 0,4 мм, что достаточно для сохранения после шлифования износостойкой поверхности требуемых размеров.
В настоящее время способ электроискрового легирования используется во многихотраслях народного хозяйства: для размерного восстановления изношенных поверхностей, увеличения надежности и долговечности деталей машин, контактов электрических устройств и аппаратов; рабочих поверхностей станин металлообрабатывающих станков, шаропрокатных и других валков; различных цанг и захватов; повышения стойкости обрабатывающего инструмента.
Литература
1. Фатыхова Г.М. Режимы и технология нанесения на чугунные изделия многослойных покрытий с заданными свойствами. Диссертация на соискание ученой степени кандидата технических наук. Воронеж: ВГТУ, 2008г, 150с.
Воронежский государственный технический университет
СтаниславЯник, Анджей Нимик, Сильвия Здеб
ПЕРЕМЕЩЕНИЕ МАТЕРИАЛОВ В ПРОЦЕССЕ ВТОРИЧНОГО БЛАГОУСТРОЙСТВА НА ПРИМЕРЕ МПО В г. ЛЮБИН
Описывается ситуация, которая характерна для трансформации системы: оплаты, выбора фирм, занимающихся логистикой, процесса ликвидации загрязнений, рециклингом, классификацией и разделением отходов и их складированием. Совокупность всех этих процессов в действительности оказалась значительно сложнее предполагаемой. Работа (исследования) представляет начальную стадию описания модели перемещения материалов в процессе вторичного освоения MPO Любин (около 70000 жителей).
Stanisław Janik, Andrzej Niemiec,Sylwia Zdeb
THE MOVEMENT OFMATERIALIN THE PROCESS OFRE-DEVELOPMENT ON THE EXAMPLE OFMPOIN LUBIN
The situation that has been described takes place during the transformation of the following systems: payment system and the choice of logistics companies that eliminate the pollution of rubbish, recycling, segregation and storage of waste. All the issues turned out to be more complicated as it was established at the beginning of research. My essay is just the first step towards presenting the model of the material movement in the process of reusing it. The scheme will be based on the example of the Sanitary Service in Lubin (70.000 citizens), called MPO.
Introduction
The management of domestic waste according to the EU instructions means collecting, recycling, neutralizing and monitoring of its arising. The common issue for all the duties given above is the waste transport that is organized by technical companies that deal with mixed and segregated waste. If we want to consider all the costs of the domestic waste management, there is 70% given to collection and transport to waste utilization places [Tyc-Szmil 2003]. The rising cost of petrol, drivers and loaders’ wages cause that there is a need of the optimization of transport in this particular branch. To improve the whole situation, widely available programs are used that shorten to maximum regular routes or the amount of necessary cars, without taking into consideration the current system. There are many companies in which such improvements cannot be introduced because of the dynamic specification of the system or its drawback that is actually a man that needs much time to adapt to new regulations.
The European Parliament and European Council 2008/98/WE from 19th of November 2008 framework directives approached to the optimization and regulation of this process but only partly. To define the word ‘waste’, it is a substance or a material thing, whose owner is disposing of, is going to dispose of or he or she was obliterated to do so. This directive went into effect in the Polish law as the new Act of Waste from 22nd of January 2010. According to it, all domestic wastes are wastes arising in a household; excluding out of use vehicles and wastes not containing hazardous substances coming from other waste producers, which regarding their specification and composition, are similar to wastes arising in a household [Dz. U. from 2010, No. 28, pos. 145]. That is why, it is seems to be necessary to create a model of waste mass flow if we want to optimize the entire process of the domestic waste transport.
Current methods of the municipal waste transport
Methods, that are now in common use, contain a great number of logistics faults, which in turn causes the increase of costs of waste mass flow. Most of the local authorities or private companies consider it as a problem, because of its complexity and interdisciplinary character, and find it too difficult to solve. Certified and specialized companies are responsible for removing wastes in municipality areas. Logistics system of waste transport is usually based on a supply chain, which consists of: a resident generating waste, a party taking care of waste collection and utilization, e.g. a sorting plant, a waste incinerator, a dumping ground, a compost facility [Płaczek, Szołtysek 2008].
Referring to the number of means of transport used for waste disposal we can highlight two kinds of that transportation: a single or two-stage waste disposal system. A single one is concentrated on the waste transport from the place it is generated to a plant that utilizes it. In this particular system the waste removal can take place in three different ways:
non-interchangeable – after emptying bins, waste is taken by dustcarts and the bins remain in the same place
interchangeable
full waste bins are changed for the empty ones in the same place
We can observe a mainstream in waste management that is used for reducing costs of transport that is called a two-stage waste disposal system with reloading stations. At such stations wastes are temporarily stored and segregated. We cannot find such a system working in our country, despite the fact that it reduces the costs even of 1/3rd [Sołtysik 2000], it would be an ideal solution in case of closing many dumping grounds. People often are afraid of jeopardizing our environment and as a result social outcry or even unrest arouse and efficiently postpone such ecological investments [Malinowski 2010]. Effective waste management requires optimization that is necessary, taking into account high costs of transport. There are some factors that directly influence on that situation [Obyrn’d 2005]:
the number and capacity of waste bins or containers
the localization of those bins and load capacity of transport vehicle
the time and work organization of people responsible for waste disposal
the frequency of waste disposal and the number of dustcarts or other vehicles
the distance between the utilization plant and the waste collection areas
the vehicle passage time of waste collecting and unloading
the repairs and services of vehicles
In order to lower the costs of work of companies dealing with waste management, there are various optimized methods that are available to use (travelling salesman problem, the queues theory) to improve the waste collection system from clients. The effect that these methods bring is mainly reorganization of the whole system because it interferes with the current working system. Of course it is possible to put these methods into force, but under certain circumstances, namely when the wastes are collected from closed areas. Unfortunately, agreements on waste collection from clients are signed without paying any attention to considering rational use of means of transport, that causes huge waste of time and petrol because in most of the occasions, the routes cover with one another, and some dustcarts operate on the areas that should be reserved for other vehicles and to sum it up there is not a great saving on petrol and time. The solution is not as easy as it seems to be, there are many internal restrictions that effectively delay routes optimization, e.g. the strategy of a company, tradition of dealing with clients, drivers’ and the administrative staff habits etc. Optimization allows us to choose the best solution according to goals (low costs or other profits). It is assumed that a solution is rational when after some expenditure we can notice maximum effect or considering the concrete effect so we can minimize the expenditures. To achieve this, there are some efforts put to integrate all the activities included in logistics chain of waste disposal [Przybycin 2006].
Reverse logistics
The term reverse logistics appears more and more often and entirely defines the process of recycling together with the matters of transport, storing and reclamation. It stands for making all the logistics processes of stable municipal waste management green, that in turns includes particularly perceiving and obeying environmental protection standards and public safety, obviously taking into account desirable quality and economy standards. This method is based on planning and implementation of waste input from the place they are generated to the place they are reused, but also where they are utilized and stored in accordance with respective economical waste minimization and desirable environmental protection standards in every stage of the process, delimited by the proper infrastructure and suprastructure. There are many definitions in the Polish literature related to waste logistics, e.g. Z. Korzeń calls this process ecologistics [own translation], J.J. Cole – reverse logistics; and Ch. H. Pfol – recycling logistics. We can also find the term – waste service logistics [own translation] used by K. Ficoń.
Ecologistics pays attention mainly to minimize the negative influence of waste on the environment and to look for some optimal logistics solutions. Reverse logistics is based on reusing wastes as it is the process of panning, implementation and economically effective control of the flowof raw materials, semi-finished products, and finished products with the information flow from places of consumption to the provenance in order to regain the values or proper management. Reverse logistics used in a company has two most important aims:
economical - reducing logistics costs and improving logistics service
ecological - protecting natural resources and minimizing pollution. If we want to make a deep study, we can highlight different roles of reverse logistics in a company:
it enables integrated planning, management and control of waste materials from the place of generation to the place of recycling or utilization
it also allows to recycle wastes to get them reused
it permits to neutralize wastes
The most important, indirect benefits that reverse logistics brings for the company are: the change and improvement of the processes and generating long-term profits; e.g. competitive advantage, the ability to service consumers in case of repayments and complaints. The basic elements of waste management logistics subsystem in a company are best described in pic. 1.
The aim of introducing logistics solutions is to minimize the resources used by the waste disposal chain, work effectively and lower all the costs of this chain. In order to achieve this, there are some attempts to integrate all the actions combined in the logistics waste disposal chain. The connections of the actions, overall costs and incomes in the chain give the opportunity of waste management to gain self-financing. The scale of the actions has a major influence on the effectiveness of waste management, as for the municipality that, deals with those problems, it is extremely hard to achieve self-financing. It is possible when there number of people living in a particular area is quite high (about 50-200 thousand people). Local conditions play an essential role. The advantage of logistics is its interdisciplinary character owing to the fact that it uses the knowledge from different areas of science or economic practice. Considering all of the necessary actions taken to achieve this integrated system and linking material, information and money flows, the system enables us to have wanted effects, that are not easily noticed or are hard to gain in the case of individual or distributed actions. The logistically oriented organization of source areas of waste collection is based on extracting a particular geographical area and estimating the locations of indirect and final objects, in which specific recycling processes will take place.
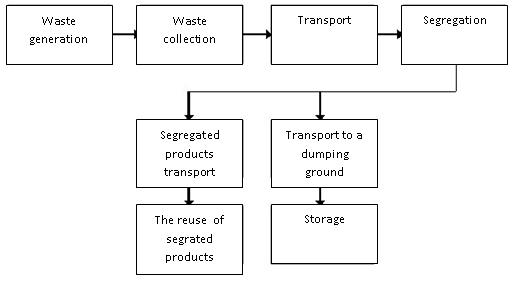
Pic. 1. Scheme of municipal waste mass flow
The demographic conditions and the amount of waste, the way of its collection and source, and last but not least, routes of its export and transportation are well recognized in a particular geographical area. The fundamental factors that directly influence on the effectiveness of the system are: the way of waste collection, the choice of the facilities on the ground of their technological development or location and effectiveness and decisions on the routes of waste export and means of transport used in this process. However, it is worth highlighting, that all the duties linked with waste disposal or meeting environmental and sanitary requirements seem to be the most significant aims that are considered in an objective function or as a restriction in the optimization model. The rest of the measures of effectiveness of the system, if they are not treated as arbitrary recommendations, become pure calculation (the estimation of costs and profits), therefore they require a deep consideration according to the costs (economical effectiveness) of the system functioning.
Modeling the waste management system
Logistic waste management model of the system may have a statistical character viz. considering the description of the system only for particular time (the perspectives, direction), or what is even more appropriate a dynamic character, that takes into account anticipated changes of the input date and output parameters, and furthermore, the state of the system in specific time intervals. The dynamic character of waste management has to consider dynamic changes in waste generation, gradual object localization, capacity constraints absorption of facilities, launching planned recirculation processes in facilities, expected changes of processing processes, and last but not least, abundance and availability for new facilities in a particular area. To classify and create similarities from logistic point of view, it is necessary to accept the probability of compiling by waste segregation. As a result, we can minimize the costs of transport as it contributes significantly to the entire cost of the system. Optimizing the entire costs of waste management system has to take in consideration actions towards minimizing costs of waste disposal. The proper procedures of waste segregation must be obeyed according to both a technological point of view and transport containers, as we know we can observe, literally smell, the emission of odors or bacterial reproduction in sprays during transport. That is why we should follow all the rules according to Polish laws regarding hazardous and toxic waste and possible lack of clarity on the regulations of such waste that was not defined as hazardous but fulfilled some criteria to be one within the meaning of transport regulations. The implementation of logistic solid municipal waste management brings effects differing three aspects.
The first one is a financial aspect. It stems from the economical savings, their common usage, elimination of unneeded actions, better organization and implemented activities and shorten their deadlines, furthermore, obtaining income from waste management that could be used for its functioning and development. The second aspect is that connected with material. It stems from the possibility of getting back significant quantity of useful raw material or recycled products for different use. The last aspect concerns the term of ecology. It stems from the possibility of decreasing the amount of waste stored on a dumping ground, elimination and minimizing the amount of waste polluting our environment, as people get rid of it in a way that is forbidden, the greater use of recycled material instead of natural resources. The rising costs of waste management causes visible decreasing of amount of waste generated by companies as they treat it as an indispensable element in their existence. There is one major thing that industrial production should take into account, namely, it is minimizing wastes. This could be done by changes in raw materials and restructuring the whole manufacturing process.
The traditional logistics, known also as ‘forward logistics’, is based on the flow of goods from producers, though agents to clients.When a particular product is received by clients the logistics process is finished. The common definition of logistics defines that part of thesupply chainthat plans, implements and controls the efficient, effective forward and reverse flow and storage of goods, services, and related information between the point of origin and the point of consumption in order to meet customer and legal requirements. Reverse logistics stands for all operations related to the reuse of products and materials. It is the process of planning, implementing, and controlling the efficient and effective flow of raw materials, in-process inventory, finished goods and related information from the point of consumption to the point of origin for the purpose of recapturing value or proper disposal. More precisely, reverse logistics is the process of movinggoodsfrom their standard final destination for the purpose of capturing value, or proper disposal. The reverse logistics process includes creating added value anddeals also with events that bring the product towards the customer. In the case of reverse logistics, the resource goes at least one step back in thesupply chain. For instance, goods move from the customer to the distributor or to the manufacturer. See pic. 2
Pic. 2. Traditional logistics and reverse logistics schemes (Agnieszka Merkisz-Guranowska - Poznan University of Technology)
The flow of goods in reverse logistics is reversed, that means that from many different clients goods are taken and transported to producers that should take care of them, on the ground of their management in logistics network. Goods that just returned or about which people complained are sent to producers, but the used products or withdrawn from the market go to other facilities, e.g. recycling facilities. The reverse logistics manages the flow of products withdrawn from exploitation and classified as waste from consumers to producers or other entities, adjusts logistics management to obtain profits as it recovers value from returned products and minimizes the costs of process. There is a certain dose of uncertainty in reverse logistics as we do not know the time and number of products that will be returned to producers or venders. Furthermore, in some cases the flow of complained staff is smaller than in forward logistics. Another difference is connected with the workforce used in these two kinds of logistics, namely we can observe that it is larger, calculated per unit of merchandise, if we talk about reverse logistics. It stems from opinion and verification of a product, but also for waste there is a need of its manual disassembly. Last but not least, there is a clear distinction in cooperation with a client that is returning products at collection centers or to carriers. As a consequence, the costs of transport are rising as the products are collected from various distant places.
Modeling the process of the municipal waste mass flow
The aim of this model is to define and present issues related to the municipal waste mass flow in order to optimize logistics patterns of transport such waste on the example of Sanitary Service in Lubin. The analyzed problem concerned minimization of dustcarts mileage with a reference to imposed by company conditions restricting the optimization. To solve the problem, the iterative structure of decision-making body was created. Moreover, there has been the analysis of mixed waste transport in the local area and what is more, the optimization of the current system was introduced.
Material and method of modeling
The alternative data presenting road network in *.shp files was obtained from The Marshal Office of The Lower Silesia Province. In 2012 Sanitary Service in Lubin gave a collective customer base with the information on addresses, frequency of waste collection, the number and capacity of containers used for solid municipal waste. The company appeared in the market in 1990, and has been dealing with waste collection in Lubin and on local areas belonging to District of Lubin.
Transport logistics in company is based on using five dustcarts (four of them are used in Lubin) and six specially designed vehicles used for carrying large containers. Thanks to previously assigned waste collection areas in particular days of week, dustcarts drivers know which of them should be taken waste from (there are two areas designated for two drivers on Mondays, four areas for four drivers on Tuesdays, one area for one driver on Wednesday, four areas for four drivers on Thursdays and two areas for two drivers on Fridays). The choice of routes and clients, who are taken wastes from, depends on a driver. The first phase of the analysis was based on the layer of data with a reference to locations of all clients of Sanitary Service in Lubin as pic. 3 shows.

Pic. 3. Location of clients of Sanitary Service in Lubin
Software used for present a map is called Arc View GIS 3.3. Geographic Information System is used to describe, define and estimate the spatial set of geographical date base [Longley 2006]. New layers of attributive date (addresses, bins, drivers etc. were created in the digitalization process of marks presenting clients with the use of zumi.pl website. As a result sixteen layers were designed to characterize logistics transport in Sanitary Service in Lubin and the customer data base. The next step was to designate new hypothetical waste collection areas for every single day of week and each driver according to company instructions. Customers, that wastes are taken from on Monday, Tuesday, Thursday and Friday were assigned to areas created on the ground of natural (watercourse) and infrastructural (road network) internal town boundaries. There was no need to optimize waste collection on Wednesday because of only one area designated to that day. Later, customer locations were analyzed, apart from destination area, and if it was possible some changes in areas were introduced.
This method was combined for the following restrictive conditions:
the day of waste collection cannot be changed
neither the frequency of waste collection nor the number of bins can be altered
the difference in size of taken waste after changes between two following sectors (e.g. the difference between changes of areas ‘5’to ‘6’ or ‘6’ to’5’) must be smaller than a hundred cubic meters.
The objective function in this analyzed optimization problem is to reach the minimum dustcarts mileage according to previously estimated size of taken waste. Furthermore, it can reduce fuel consumption and lower the entire costs of transportation.
The basic research problem is about creating a method or an iterative algorithm that would enable client migration in areas, simultaneously maintaining the same size of wastes, or at least not exceed one thousand one hundred cubic meters. This limit stems from the fact that an area is a piece of land on which customers produce as much waste as dustcarts can hold. This problem was initially solved with the use of a bagman, but unfortunately the owner of the company was forced to resign from this solution as it required the complete change and restructuring of waste collection system in particular days of week.
The summary
Private companies have a specific attitude towards clients as they make them feel unique and important. Adjusting to clients’ needs almost always creates logistics problems. The company, I have described in my essay, tried to optimize waste transport system with the use of a bagman but it did not bring expected benefits. The solution presented in this essay is not the optimal one for the entire system because of the change of criteria, optimizing parameters can be still minimized that means improved. The suggested model can be successfully introduced when we rationalize waste transport in different areas on which Sanitary Service of Lubin works. The optimization of logistics system with the use of GIS and algorithm, mentioned above, consisted of choosing new destination areas for drivers considering restrictive conditions. The suggested algorithm would change only locations in particular areas that drivers take waste from. The whole method was approved by the local authorities and the company staff. The areas were narrowed on the ground of space that in turn, resulted in arranging the entire system of mixed waste transportation.
Bibliography
Longley A., Goodchild M.F., Maguire D.J, Rhind D.W. 2006. GIS – Teoria i praktyka. Wydawnictwo Naukowe PWN, Warszawa.
Malinowski M. 2010. Akceptacja społeczna obiektów gospodarki odpadami komunalnymi w świetle badań ankietowych. Materiały VI Ogólnopolskiej Młodzieżowej Konferencji Naukowej, Rzeszów – Iwonicz.
Obyrn d’ K., Szalińska E. 2005. Odpady komunalne, recykling, unieszkodliwianie. Wyd. PK Kraków.
Płaczek E., Szołtysek J. 2008. Wybrane metody optymalizacji systemu transportu odpadów komunalnych w Katowicach. Logforum Nr 1/2008.
Przybycin W. 2006. Logistyczny system gospodarki stałymi odpadami komunalnymi. Recykling Nr 11/2006.
Sołtysik M., 2000, Zarządzanie logistyczne, Wyd. AE w Katowicach.
Ustawa o zmianie ustawy o odpadach z dnia 22 stycznia 2010r. Dziennik Ustaw z 2010r. Nr 28 poz. 145.
Korzeń Z., Wrocław 1995. Podstawy logistyki Politechnika Wrocławska, Wydział Mechaniczny.
Coyle J., Bardi E., Langley Jr. J., Warszawa 2002. Zarządzanie logistyczne,PWE.
Pfohl H. Ch., Poznań 1998. Systemy logistyczne. Podstawy organizacji i zarządzania,Instytut Logistyki i Magazynowania.
Longley C.J., Coyle J.J., Bordi E.J.: (5th ed.)West Publishing Company 2006. St. Paul, MN The Management of Business Logistic.
Merkisz-Guranowska A., Warszawa 2010, Prace Naukowe Politechniki Warszawskiej z. 75. Transport 2010, Logistyka recyklingu odpadów, jako jeden z elementów systemu logistycznego Polski.
Poznań UniversityofTechnology, Poland
Познанский Политехнический Университет (Польша)
Эльжбета Ясинска, Станислав Яник
ВЛИЯНИЕ ЛИДЕРА ХОЗЯЙСТВЕННИКА НА РЕГИОНАЛЬНУЮ БИЗНЕС СРЕДУ – ПРОБЛЕМНЫЙ ПОДХОД
В статье излагается общий подход к проблеме формирования деятельности государственного хозяйственника на региональную бизнес- среду. Обращено внимание на важнейшие решения этого влияния на примере добывающей отрасли в Польской Республике. Среди наиболее влиятельных отмечен масштаб ресурсов добычи, общественная среда добычи, а также уровень и состояние общественной ответственности бизнеса, который представляет лидер хозяйственник.
Elżbieta Jasińska, Stanisław Janik
IMPACT OF THE ECONOMIC LEADER ON REGIONAL BUSINESS ENVIRONMENT – OUTLINE OF ISSUES
The paper presents an outline of issues of the forming of influences of an institutional leader in the region on its business environment. It accepts most important determinants of such influences presented on the example of the Polish mining sector. The scale of mining assets, the mining cluster and the level and condition of the corporate social responsibility presented by the mining leader are enumerated as crucial factors.
Introduction
The leading role of dominating enterprises supports their efforts in building a business environment, which participants depend from each other in different scales. These members of the group affect themselves and influence not only mutual business operations1. The rank of an economic leader and his influence on the region stimulates and contributes to the modernization, economic growth, economic reforms and superstructuring the economy functioning that passes beyond the sector. In other words such leader becomes the first engine for the development of his region, in which he operates2 (including also the widely interpreted idea of innovation). In addition, he becomes the initiator of bipolar relationships, where his influence is clearly visible, alike his position of an institutional leader in the region. This results with a positive attitude of his managerial staff, which builds a positive image for business partners. From the other hand, partners allocate their business trust in the leader3. Moreover, the strategy of influences and results of this economic activity, the management of the institutional leader does not omit the issue of the corporate social responsibility (CSR) and do involve the company into the activity for the local society. For the company this means nothing else, but affecting on investing in the development of the regional environment by operations of managerial influences4. Therefore, it is important to underline the fact that influences and operations affecting the regional business environment, in this context become particularly significant, especially in case of leaders from the mining sector. In general this results from the exploitative and mining character of the business activity of the leader or geographical location of the resource base. Managers of the mining leader care about effects often because a regime itself – a care about the natural environment, work environment of mining staff. This became the initial stimuli for the harmony of these specific requirements of the mining sector and CSR standards realized in a rather natural and obvious circumstance of the mining reality. Moreover, the same determinants force the managerial staff to take under consideration not only effects in the context of their occurrence in the regional business environment of the economic leader, but most of all to its qualitative dimension and extent. The context of the “quality” should be understood as a level and state of the regional business environment and benefits and losses generated by the mining leader, both in economic and social calculation.
1. The scale of mining resources as determinant of effects of the mining leader in the region.
The scale and the range of economic leaders influence on the regional business environment are determined by the size of the leading enterprise, the sector, range and scale of its activity. This requirement is particularly growing with the in crease of the measurement and scale of discovered resources constituting in the same time the resource basis and fundamentals for the leader’s activity5. Therefore, directions of the development of global mining holdings6, and the Copper Mining and Smelting Industrial Complex in Poland aspires to be one, were appointed with copper discovered for them in various geographical regions, but on a world scale. The same precious metal caused the formation of so-called mining clusters in its geological presentation in the area of Poland7. Emerging and forming the peculiar mining cluster within the Lower Silesia Raw Material Cluster8, next to global processes, intensified additional influences to determined levels of activity of the mentioned tycoon. It is worth mentioning here that in the scale of these incomes we must also enumerate other participants of the mentioned cluster structure, who beside the leader, who also shaped effects of such influences in favor of the regional business environment. It takes place because of the location of the leader, the distance from resources, i.e. the natural abundance constituting the basis of the mining industry. The figure no. 1 presents objects of influences (key participants of the Lower Silesia Raw Material Cluster), as well as relations between them and the economic leader for social benefits and possibilities of shaping them.
Fig. 1. Objects of influences (key participants of the Lower Silesia Raw Material Cluster), as well as relations between them and the economic leader for social benefits and possibilities of shaping them. Personal elaboration. Source: Jasińska E., Janik S., The Macroergonomic Leader Surrounding, [in]: Macroergonomics VS Social Ergonomic, (ed.) Pacholski L., Monograph, Publishing House of Poznań University of Technology, Poznań, 2009, p. 97-114
Apart from objects of influence of the leader situated in his surrounding, there is also a necessity of paying attention to the general and peculiar scope of influences of the predominant.
The figure no. 2 based on the triple helix model presents main poles of influences of the institutional leader on his business environment, and in their frames a scope of peculiar influences of the predominant was shown.
Fig. 2. Range of influences of the leader (combinate) on its environment in the innovative organization, i.e. in the mining cluster and its leader, within the Lower Silesia Raw Material Cluster. Personal elaboration. Source: Trzcieliński S., Przesłanki organizacyjno-strukturalne budowy klastrów w Wielkopolsce, referat wygłoszony na konferencji Poznań 2008r. (Organisational and Structural Background in Cluster Building in Wielkopolska Region, research paper given at the conference in Poznań 2008) and Jasińska E., Janik M, Jasiński M., Oddziaływanie lidera na otoczenie, Międzynarodowy Kongres Górnictwa Rud Miedzi, 24-26 września 2009, p. 30
Legend:
α- business sector, β- public sector, γ- R&D sector
Main area of influences:
I: social and cultural, II: economic, III: political and administrative, IV:
technological, V: in aspect of suppliers, VI: in aspect of buyers, VII: in aspect of
players from out of the sector (complementary), VIII: in aspect of players from the sector
Sphere of influences
A: in the area of innovation, B in the area of the research & development activity, C: in the area of production, D: in the area of quality management, E: in the area of logistics, F: in the area of distribution, G: in the area of marketing, H: in the area of finances, I: in the area of organization and management, J: in the area of employment, K: in the area of invisible sources
Areas of activity of Cupper Concretes: 1,2,3,4,5,6,7- mining sphere
Relations: a: vertical reactionary, b: vertical frontal, c: horizontal indirect, d: horizontal direct
These specified influences are only a suggestion of criteria of influences. The further part of the paper encloses a presentation of alternative solutions for shaping influences of the economic leader on regional environment, using models enclosing standards of the corporate social responsibility (CSR).
2. CSR as a possibility for shaping influences of the leader on the business environment.
The range of the affect dispersing in many directions into the business environment results often from fulfilling tasks rising from the corporation social responsibility of the economic leader – especially from the mining sector. The construction and the structure of mentioned standards included in models is giving leader’s managerial staff specific guidelines for gaining expected economic results with use of influence on the regional business environment. They also enabled obtaining affects treated as aware and positive, even desired by people from the business environment.9 The table no. 1 presents exemplary CSR models that help forming the influence of the economic leader on the regional economic environment. In addition the selection and the scope of using them should be conditioned with the size of the institutional leader and the industry.
Table 1.
Worldwide CSR models. Personal elaboration. Source: Jasińska E., Jasiński M., Janik S, (2011), Global Social Responsibility, w Wyrwicka M. K, Grzybowska K.(red.), Knowledge Management and Organizational Culture of Global Organization, Poznań, Publishing House of Poznań University of Technology p. 249-262
Worldwide CSR models - extract |
||
CSR model |
Model’s description |
Literature review |
1 |
2 |
3 |
Sullivan Global principles (1999) |
A set of principles guaranteeing that companies support social, economic and politic justice. |
Adamczyk J., (2009). Społeczna odpowiedzialność przedsiębiorstw. Teoria i praktyka. [Social responsibility in companies] Warszawa: Polskie Wydawnictwo Ekonomiczne |
Global Compact (2000) |
This tool is not a set of obligatory principles or guidelines for social responsibility in business. It serves only for evaluation of the corporate social responsibility and as a set of international suggestions. It does not impose codes of behavior. The standard is based on guidelines of the Declaration of Human Rights, Charter of Fundamental Rights of the International Labor Organization and the Recommendation of the Agenda 21 and assumptions from the Earth Summit in Rio de Janeiro. The tool is composed from 10 basic rules of social responsibility. |
[Adamczyk J., 2009, p. 170-188] |
Global Reporting Initiative (2000) |
Guide for preparing social reports enabling universal use regardless from the type of the organization. |
[Adamczyk J., 2009, p. 170-188] [Gustawson J., (2007), Czym jest społeczna odpowiedzialność biznesu, w Witecka J. (ed.), Biznes tom 1, Zarządzenie firmą cz. I, Warszawa, Wydawnictwo Naukowe PWN, p. 192] [www.globalrecording.org] |
Encyclicals of John Paul II:
c) Sollicitudo Rei Socialis – on problems of the development of people and nations (1987) |
Pointing at possibly highest standards for the common wealth. |
[Jan Paweł II, 1981, p. www.opoka.org.pl/biblioteka /W/WP/jan_pawel_II /encykliki /laborem.html] [Jan Paweł II, 1987,s. www. opoka.org.pl /biblioteka/ W/WP/jan_pawel_II /encykliki/ sollicitudo.html] [Jan Paweł II, 1991, p. www.opoka. org.pl/biblioteka /W/WP/jan_pawel_II/ encykliki/centesimus _1.html#m0] [Donarski J.(2007), Badanie wpływu stosowania 46 zasad etycznych Jana Pawła II na ogólną konkurencyjność firm, w Kowalczewski W., Matwiejczuk W.(red.), Kierunki i metody zarządzania przedsiębiorstwem, Warszawa, Wydawnictwo Difin, p. 162-169] [Męcina J., (2009). Encyklika skłaniania do refleksji. Personel Zarządzania, nr 9/234, p 20] [Bielicka - Piesyk E., (2009). W biznesie dobro musi się opłacać. Personel Zarządzania, nr 9/234. p. 18] |
S.A. 8000 (1998 and further versions) |
Universal standards based on international requirements, conventions on human rights, norm certification. |
[Adamczyk J., 2009, p. 170-188], [Paliwoda- Matiolańska A., (2009). Odpowiedzialność społeczna w procesie zarządzania przedsiębiorstwem. Warszawa: C. H. Beck] |
ISO 26000 (2010) |
Guide of the corporate social responsibility includes instructions for all types of organizational, regardless on their type or task, non-certified standard from a developed standard structure.
|
[Adamczyk J., 2009, p. 170-188] ISO 26000 (2010), [Dżoga M., Gajewski Z., Grygoruk I., Kuchenbecker J., Pyda E., Rybczyńska A., Szymonek J., (2010a). Dobra praktyka CSR, Element strategii firmy. Promocja standardów społecznej odpowiedzialności przedsiębiorstwa. Poradnik metodyczny. Warszawa: Polska Konferencja Pracodawców Prywatnych Lewiatan], [Dżoga M., Gajewski Z., Grygoruk I., Kuchenbecker J., Pyda E., Rybczyńska A., Szymonek J., (2010b). Model rozwoju społecznej odpowiedzialności przedsiębiorstwa. Promocja standardów społecznej odpowiedzialności przedsiębiorstwa. Poradnik metodyczny. Warszawa: Polska Konferencja Pracodawców Prywatnych Lewiatan] |
Social Responsibility 8000 (2001) |
Standard enabling organizations working up voluntary standards of the social responsibility and authorizing them. |
[Gustafson J., 2007, p. 192] [www.ceppa.org] |
ISO 14001, ISO 9001 |
Standards of the corporate social responsibility constitute exploitation of the idea of ISO standards. |
[Adamczyk J., 2009, p. 170-188] ISO 14001 (2005) ISO 9001 (2008) |
XVI Benedict Encyclical Caritas in veritate – Love in Truth (2009) |
Distinct reference to the concept the corporate social responsibility, demands for boosting confidence of the social zone and for restoring the balance between the state, the market and the society, as well as humanization of the labor market and noticing purposes and aspects of the corporate social responsibility, rather than only deriving profits. |
[Męcina J., 2009, p. 20] [Bielicka – Piesyk E., 2009, p. 18], [Tomaszewska E., (2009). Ważny głos na rzecz humanizacji pracy. Personel Zarządzania, nr 9/234, p. 20], [Rok B., (2009). Wielu mogłoby się podpisać, niewielu przeczyta. Personel Zarządzania, nr 9/234, p. 19] [Berłowski P.,(2009). Czy biznes może być zbawiony? Personel Zarządzania, nr 9/234, p. 17], [Benedykt XVI, 2009] |
Lisbon Strategy (2000) |
Current version of strategy after Lisbon it is a European development strategy. |
[Adamczyk J., 2009, p. 170-188] [Tomaszewska E., 2009, p. 20] |
Europe 2020 |
Voluntary instrument. |
http://ec.europa.eu/eu2020/pdf/ 1_PL_ACT_part1_v1.pdf |
White Paper (2003) |
Amendment of the Lisbon strategy. |
[Adamczyk J., 2009, p. 170-188] |
Organization for Economic Co-operation and Development (OECD) (1976) |
Structure considering criteria for the fair competition and the environmental protection – guidelines for multinational enterprises |
[Adamczyk J., 2009, p. 170-188] [Malara Z., (2006). Przedsiębiorstwo w globalnej gospodarce, wyzwania współczesności. Warszawa: Polskie Wydawnictwo Ekonomiczne] [www.oecd.org] |
Caux Round Table (1994) |
Set of principles based on basic ethical values, drawn up for the need of the social responsibility resulting from changes happening not only in the social sphere of the world, but also for running a business. Model CSR model enlarged the structure of responsibility via parts of interest, not only stake-holders; it also expressed the global CSR standard, behavior of companies can be evaluated in reference to this standard. |
[Adamczyk J., 2009, p. 170-188] [Gustafson J., 2007, p. 192] [Kopycińska D.(2011), Koncepcja społecznej odpowiedzialności firmy – poezja teorii i proza życia, w Gasparski W, Dietl J. (ed.), Etyka biznesu w działaniu, Doświadczenia i perspektywy, Warszawa, Wydawnictwo Naukowe PWN] [www. cauxcrundtable.org] |
Public balances in Germany (1972), in France (1977) |
Public balance enclosed a set of indicators concerning the expenditure of action and effects of functioning of the enterprise. |
[Adamczyk J., 2009, p. 170-188] [Paliwoda – Matiolańska A., 2009, p. 148-151] |
Business in The Community (1982) |
Voluntary action in favor of the society. |
[Adamczyk J., 2009, p. 170-188] [www.bitc.org.uk/index.html] |
Standard AA 1000 (1999) |
Tool standard. |
[Adamczyk J., 2009, p. 170-188] |
Daff Jones Sustain Ability Index (1999) |
Local indicator, continent indicator for: North America, Asia and Europe and for USA country for analysis, evaluation and account enterprises for the corporate social responsibility (with use of detailed questionnaire including many criteria). |
[Adamczyk J., 2009, p. 170-188] |
Sigma (1999) |
Guidelines for voluntarily taken action for the sustainable development. |
[Adamczyk J., 2009, p. 170-188] [www.projectsigma.com] |
Index FTSE 4 Good (2001) |
Index of the corporate social responsibility based on evaluation in accordance to 40 different criteria. |
[Adamczyk J., 2009, s. 170-188] [Paliwoda – Matiolańska A., 2009, p. 148-151] |
Corporate Governance (2004) |
The set of principles and norms of conduct of listed companies, their relations with surroundings determined according to the rating. |
[Malara Z., 2006, p. 268-272] |
Keidanren Charter for Good Corporate Behavior (1996) |
Principles presenting ways of functioning in the business that would enrich and vitalize the society in the 21st century. |
[Gustafson J., 2007, p. 192] [www.keidanren.org.jp] |
Agenda 21 (1992) |
Global program for the environment and the development. |
[Adamczyk J., 2009, p. 170-188] |
Declarations from Rio de Janeiro (1992) |
Set of 27 principles of the sustainable development for the natural environment and for the minimization of the poverty within rights and obligations of you and citizens.. |
[Adamczyk J., 2009, p. 170-188] |
Sustainability through the Market |
7 main guidelines prepared by World Business Council for Sustainable Development that enable companies implementing practices of sustainable and obtaining benefits from it |
[www.wbcsb.ch] [Gustafson J., 2007, p. 192] |
Europe Campaign (2005) |
It was supposed to realize the Lisbon Strategy of the European Union for implementing the Department of the corporate social responsibility by initiating the Europe Campaign 2005 in the area of corporate social responsibility. |
[Adamczyk J., 2009, p. 170-188] |
Green Paper (1993) and Green Paper on CSR (2001) |
Document presenting the synthesis of the idea of corporate social responsibility on European ground. |
[Adamczyk J., 2009, p. 170-188] [AndrysiakT.,(2009). Społeczna odpowiedzialność przedsiębiorstw sektora spożywczego. Ekonomika i organizacja przedsiębiorstwa, nr 7, p. 70] |
Polish models - selection |
||
ABC Social Crusade of Love – Prayer book of Christian Ties (2000) |
Norms established by dogmata of the Christian religion. |
[Gulbinowicz H., Kard. (2000). Modlitewnik Wspólnoty Chrześcijańskiej. Wrocław: Wydawnictwo Wrocławskiej Księgarni Archidiecezjalnej, p. 29-30] |
Model of the development of the social responsibility of the enterprise (2010) |
Standards of the social responsibility in enterprises |
[M. Dżoga, i in., 2010a, p. 36-48] [M. Dżoga, i in., 2010b, p. 6-51] Podobne standardy CSR w Polsce: [www.forumodpowiedzialnego biznesu.pl] [www.odpowiedzialnybiznes.pl] |
The Polish constitution (1997) |
Polish law |
Konstytucja RP (1997), http://www.sejm.gov.pl/prawo /konst/polski/kon1.htm |
Index Respect (2009) |
The set of principles and norms of conduct of listed companies, their relations with surroundings determined according to the rating. |
[Malara Z., 2006, p. 268-272] [Giełda Papierów Wartościowych w Warszawie; 2005 p. 5-11] [www.odpowiedzialni.gpw.pl] |
Final remarks
Determining the range of influence of the mining leader on the regional business environment should not be the target itself; it should be used for trying to determine economic (and social) benefits that can be obtained in result of these influences. The examination of determined scope should be also directed in the context of influence, instead of the quantitative or territorial context. Such relations could be shaped for further objectives or business results. Determining the state and level of the scale of influences should stimulate the management of the economic leader to initiate actions for gaining fully controlled business influences on economic benefits and losses. Therefore they should provide the same state in order to obtain a required level of influence that would result from aware fulfilling CSR standards. Forming affects of the leader on his environment should take place through the prism of socially correct business influences. Standards of the CSR doctrine should clearly appoint the pattern to reach expected results, instead of random effects (causing not only economic and social losses). The awareness of the management concerning the influence on his regional business environment can finally become a possibility for shaping the efficiency or benefits resulting from the quality of these influences, instead of strict introduction for determining the problem of influence.
Poznań UniversityofTechnology, Poland
Познанский Политехнический Университет (Польша)
УДК 37.02
Зайцев А.Н.
СПЕЦИФИКА ФОРМИРОВАНИЯ ПРАКТИЧЕСКИХНАВЫКОВ СОТРУДНИКОВ МЧС РОССИИ
Исследованы особенности подготовки бойцов военизированных подразделений пожарных сил МЧС с применением требуемых навыков, обеспечивающих повышение профессионализма действий в чрезвычайных ситуаций
Опыт локальных войн и современных вооруженных конфликтов ХХ-ХХI веков показал возрастающую роль индивидуальной подготовки офицеров и солдат. Безусловно, лучшими примерами являются результаты операций, проведенных специальными подразделениями.
Слаженность действий каждого и в составе группировок, полнейшее взаимопонимание, постоянная подстраховка, надежность опоры на плечо товарища, строгая дисциплинированность направленная «заточенность» на достижении е цели, готовность к самопожертвованию и другие качества, которые обеспечивают высокий профессионализм в действиях этих людей. Известно, что затраты на подготовку бойца спецназа минимум в 2,5-3 раза выше, чем требуется для подготовки рядового сухопутных войск. Затраты на обучение и подготовку элитных частей значительно выше. Таким образом, иной конечный результат есть результат иной профессиональной подготовки.
Рассмотрим, что необходимо для формирования высоких профессиональных навыков в различных родах войск вооруженных сил РФ и военизированных подразделениях, в том числе, подразделений министерства чрезвычайных ситуаций.
Выполнение многих современных задач различных служб не имеют ведомственного разделения. В первую очередь, имеется в виду ликвидация чрезвычайных техногенных (например, Чернобыльская авария) и природных (селевые потоки в Крымске) катастроф, когда вместе с сотрудниками МЧС в их ликвидации принимали участие армейские подразделения. Мы рассматриваем вопрос, относящийся к межведомственному взаимодействию пожарных подразделений штатного состава аэродромного обеспечения вооруженных сил (ВВС) и пожарных подразделений сил МЧС, привлекаемых при необходимости к ликвидации возможных пожаров на складах или территории аэродрома. Так как для ликвидации возможного пожара требуется единый подход, то необходимо не только согласование всех действий, но и согласованность выполнении поставленной задачи. Для этого необходима единая профессиональная подготовка, хотя средства пожаротушения могут быть несколько различны. При этом основой может быть единая методика обучения и выработки всех видов навык.
Одно из самых необходимых и простых направлений обучения этоумение персоналом (бойцом) выполнять целенаправленные действия, доведенные до автоматизма в результате сознательного, многократного повторения одних и тех же действий или решений типовых задач в учебной деятельности [1].
По характеру деятельности пи специальной подготовки, включая сотрудников Государственной противопожарной службы (ГПС) МЧС России в обучении по пожарно-строевой подготовке различают три вида навыков.
Первое. Умственные навыки – решение задач по методике проведения расчетов параметров работы в средствах индивидуальной защиты органов дыхания (СИЗОД), определению сил и средств, необходимых для тушения конкретных пожаров или объема при ликвидации последствий чрезвычайных ситуаций (ЧС).
Второе - это сенсорные навыки, необходимые при тушении пожаров с помощью робототехники. К этому же направлению, но с некоторой спецификой относится математическое и физическое моделирование последствий ЧС с применением электронно-вычислительной техники.
Третье это двигательные навыки бойца необходимые при выполнении различных двигательных действий по максимально эффективному применению пожарно-технического вооружения.
Так, к основным двигательным навыкам с пожарно-техническим вооружением относятся [2]:
- действия с ручными пожарными лестницами;
- действия с пожарными рукавами, стволами, аварийно-спасательным инструментом, средствами спасения и самоспасения;
- действия с переносными дымососами, кабельными линиями и прожекторами и т.д.
С позиции современного развития научных знаний представляется необходимым использовать данные следующих наук в качестве методологических основ теории обучения двигательным действиям [3-5]:
- принципы и положения системного подхода Н.В. Кузьминой, Ю.К. Бабанского;
- теорию деятельности, разработанную психологами школ Л.С. Выготского, П.К. Анохина, С.Л. Рубинштейна, А.Н. Леонтьева, которые предложили рассматривать педагогическую деятельность в единстве ее внешних, внутренних психических форм и разработали концепцию анализа и управления деятельностью;
- теорию построения движений, разработанную Н.А. Бернштейном, подготовленную идеями И.М. Сеченова, И.П. Павлова, Н.Е. Введенского и А.А. Ухтомского, отличительной чертой учения, которых было последовательно понимание процессов нервной деятельности, диалектическое истолкование причинно-следственных связей в организации управления движениями, монистический подход к человеческой деятельности, единой в ее телесной и психической формах;
- теорию дидактики, разработанную педагогами - П.Я. Гальпериным, А.Н. Крестовниковым, на основе принципов которых осуществлялось обучение двигательным действиям персонала.
Системное сочетание названных элементов в единой методологической концепции теории обучения двигательным действиям обеспечило достаточную полноту формирования двигательных умений и навыков, их логическую стройность изучения и тем самым - высокий уровень практической эффективности.
Обучение двигательным действиям с пожарно-техническим вооружением начинается с формирования учебной мотивации обучаемого. Если обучаемый не испытывает потребности в овладении предметом обучения или определенным действием, то обучение является принудительным и даст не очень высокий эффект.
Процессы познания и совершенствования двигательных действий можно представить как последовательный переход от знаний и представлений о конкретном действий или набора действий к умению, а затем - от умения к навыку. Схематично это показано на рисунке.
Непосредственное овладение двигательными действиями начинается с формирования знания о сущности двигательной задачи и пути ее решения. Знание это формируется на основе наблюдения образца и сопровождающего показ комментария, цель которого - выделить предмет усвоения и объект изучения. Объекты, требующие концентрации внимания при исполнении действия, называются «основными опорными точками» (ООТ), а их совокупность, составляющая программу действий, называется «ориентировочной основой действия» (ООД) [ 4 ].
Представление включает: зрительный образ двигательной задачи и способ ее решения, основанный на наблюдении; логический (смысловой) образ, основанный на объяснении (комментарии); кинестазический образ, основанный на ранее сформировавшихся представлениях (накопленный двигательный опыт) и на ощущениях, возникших в попытках решить двигательную задачу частично или целиком.
Под сущностью двигательного умения понимается уровень владения двигательным действием, который отличается необходимостью подробного сознательного контроля за действием во всех ООТ, невысокой быстротой, нестабильностью итогов, неустойчивостью к действию сбивающих факторов и малой прочностью запоминания [3].
В процессе дальнейшего усвоения двигательного действия с увеличением количества повторений каждый элемент и все действия в целом уточняются и запоминаются все более прочно. По мере запоминания словесное, громкое проговаривание схемы ООД становится ненужным. Действия в ООТ контролируются автоматически, осуществляются и корректируются без участия обучаемого. Внимание обучаемого переключается на предстоящие операции и действия, контроль условий исполнения действия, нейтрализацию действия сбивающих факторов. Основная структура действия не нарушается даже при длительных перерывах. Умение превращается в навык.
Следовательно, двигательный навык - это такой уровень владения практическим действием, который отличается минимальным участием сознания в контроле действия по большинству основным опорным точкам, т.е. действие выполняется автоматически, с высокой быстротой, стабильностью итога, устойчивостью к сбивающим воздействиям, высокой прочностью запоминания, что особо необходимо в экстремальных условиях, к которым относятся действия пожаротушения.
Литература
1.Сорокопуд. Ю.В. Педагогика высшей школы. / Ю.В. Сорокопуд - Ростов на Дону. ООО «Феникс», 2011. – 541с.
2. Боевой устав пожарной охраны. Приказ от 5 июля 1995 года №257.С учетом изменений и дополнений согласно приказу МВД России от 6 мая 2000 года № 477.
3. Боген М.М. Обучение двигательным действиям. - М.: Издательство физкультура и спорт, 1985. – 176 с.
4. Коровин В.М. Основные принципы, методы и формы обучения курсантов в высшем военном учебном заведении/ Л.П. Матвеев. – Воронеж: ВИРЭ, 1999. - 243с.
5.Матвеев Л.П. Теория и методика физической культуры./ Л.П. Матвеев - М.: Физкультура и спрот,1991. – 543с.