

4.7. Рабочие среды для электроконтактной обработки
Для электроконтактной обработки используют воздух, воду, жидкое стекло, суспензию каолина.
Характеристики рабочих сред сведены в таблицу 4.2.
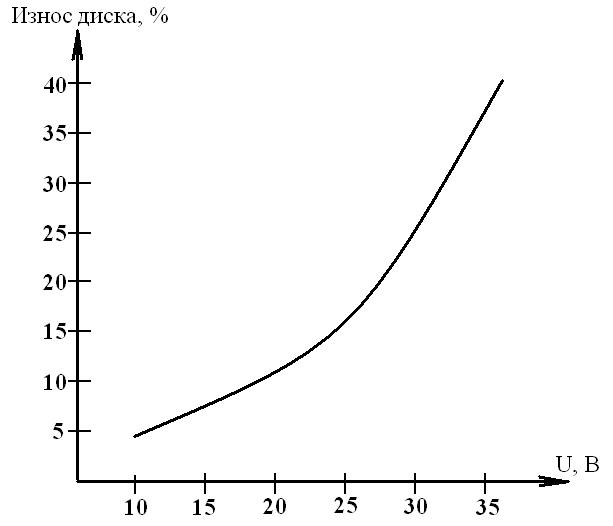
Рис. 4.4 Относительный износ электрода- инструмента (при обработке стальных заготовок)
Таблица 4.2
Электроконтактное разрезание |
||
Среда |
Достоинства |
Недостатки |
1 |
2 |
3 |
Воздух |
Дешевизна, подходит для деталей больших габаритов, высокая производительность |
Очень сильно изменяется поверхностный слой после обработки, тяжелые условия труда рабочих |
Таблица 4.2
1 |
2 |
3 |
Вода |
Доступность, дешевизна, можно не использовать очистительное оборудование, безвредна |
Приводит к окислению деталей, невозможна обработка на большую глубину |
Жидкое стекло |
Высокие показатели при обработке |
Высокая дефицитность, стоимость, тяжелые условия труда рабочих |
Суспен-зия каолина |
Довольно высокие показатели при обработке(но ниже, чем в жидком стекле) |
Низкая стойкость соста-ва, необходимость подготовки в начале смены |
Основные области применения рабочих жидкостей и сред для электроконтактной обработки показаны в таблице 4.3
Таблица 4.3
Рабочая жидкость или среда |
Состав |
Обрабатываемый материал |
Материал электрода-инструмента |
Сила технологического тока, кА |
Производительность, см3/с |
Износ ЭИ, % |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
Воздух |
|
чугуны, стали |
СЧ18, Ст.З |
до 13 |
4-5 |
9-10 |
Таблица 4.3
1 |
2 |
3 |
4 |
5 |
6 |
7 |
Вода |
|
чугуны, стали, сплавы |
СЧ18, Ст.З |
1-2 |
2-3 |
2-30 |
Смесь воздуха с водой |
|
Чугуны, стали, сплавы |
Ст.3 |
6 |
2-3 |
3-5 |
Электро-лит |
2-3 % Са2СО3 остальное Н2О |
Стали, сплавы |
Ст.3 |
1,5-2 |
1-2 |
2-3 |
Эмульсия |
3 % Аквол, Укринол, остальное Н2О |
ЖС6КП, ВТ-1, ЭИ438Б |
Ст.3, СЧ16 |
0,3-0,9 |
1-2 |
4-5 |
Суспензия |
5 % Каолин, остальное Н2О |
12Х18Н9Т |
Ст.3 |
0,5-0,8 |
1-2 |
4-5 |
4.8. Время обработки
Время обработки t0 можно найти, зная величину подачи W и длину обработки L. При условии, что скорость подачи будет постоянной
t0 = L / W (4.5)
Подача электрода-инструмента задается в зависимости от глубины резания (см. рисунок 4.5).
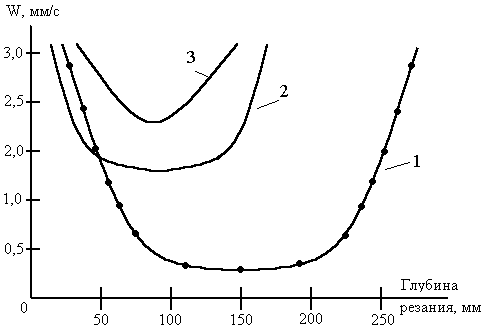
Рисунок 4.5 Зависимость подачи инструмента от глубины резания:
1-диаметр заготовки 250 мм; 2- диаметр заготовки 150 мм; 3- диаметр заготовки 100 мм
4.9. Расчет параметров обработки и инструмента
От размера втулки зависит количество тока, которое можно подвести к месту обработки.
![]() ,
(4.6)
,
(4.6)
где Нд – ширина диска,
Зная диаметр диска и частоту вращения шпинделя станка (распространена частота nи=1500 об/мин) можно найти окружную скорость вращения инструмента по формуле
![]() .
(4.7)
.
(4.7)
Ширина паза В после электроконтактного разделения
В=Нд+Нд+2Sбок, (4.8)
где Нд- погрешности по толщине диска, коробление, биения. Этот показатель зависит, как правило, от точности изготовления и составляет около 8-10% от толщины диска;
Sбок – боковой зазор, принимается примерно равным 0,01Нд.
Припуск на подрезку
Z=Kz(Rz+T), (4.9)
где Kz=1,1-1,3