

Технология получения текстильных структур на ткацком оборудовании рапирного типа
Цель работы: освоить технологию получения текстильных структур на ткацком оборудовании рапирного типа; ознакомиться с показателями качества и дефектами внешнего вида 1-D и 2-D текстильных структур.
КРАТКИЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ
Процесс изготовления однонаправленной ленты, однонаправленной ткани и двунаправленной ткани на ткацком оборудовании − переплетение двух наборов нитей: основной и уточной. Принципиальная схема получения лент/тканей на основе волокон различной природы (углеродные, стеклянные и пр.) с использованием ткацкого оборудования рапирного типа представлена на рис. 1.

Рис. 1. Принципиальная схема получение лент/тканей
из волокон:
1 – шпулярник; 2 – нити основы; 3 – концентрирующее бердо; 4 – натяжной барабан товарного регулятора; 5 – направляющий валик (скало); 6 – навой с нитями; 7 – ремизные рамы; 8 – бердо; 9 – ножницы; 10 – механизм прокладывания утка (рапира); 11 – вальян; 12 – емкость для нитей ложной кромки; 13 – инфракрасная лампа; 14 – валы для отвода наработанной ткани; 15 – товарный вал; 16 – прижимной вал
Нити основы 2, сматываемые с бобин на шпулярнике 1 проходят через концентрирующее бердо 3, огибают натяжной барабан товарного регулятора 4, скало 5 и принимают горизонтальное положение. Далее они проходят через глазки галев ремизок 7, перемещающих нити основы в вертикальном направлении для образования зева. В зев рапирой 10 вводится уточная нить, которая прибивается к опушке ткани бердом 8, совершающим возвратно-поступательное движение. У опушки ленты/ткани нити основы, переплетаясь с нитью утка, образовывают ленту/ткань, которая огибает грудницу, вальян 11, направляющие валы 14 и навивается на товарный вал 15. Для более плотного наматывания ленты/ткани на товарный вал в ткацком оборудовании применяется прижимной вал 16.
Полученные ткани проходят контроль качества, в ходе которого определяются следующие характеристики: ширина и поверхностная плотность тканей, расстояние между маркировочными нитями (по согласованию), количество нитей на см (по согласованию), а также соосность (по согласованию), волнистость (по согласованию) и открытость (по согласованию) нитей. Эти требования распространяются только на однонаправленные ленты и 2D-тканые структуры (0º, 90º), а для других структур требования необходимо разрабатывать и согласовывать.
На рис. 2 показаны примеры дефектов внешнего вида для 2D-тканей (0º, 90º), а в таблице приведены рекомендации по допустимым пределам дефектов.
.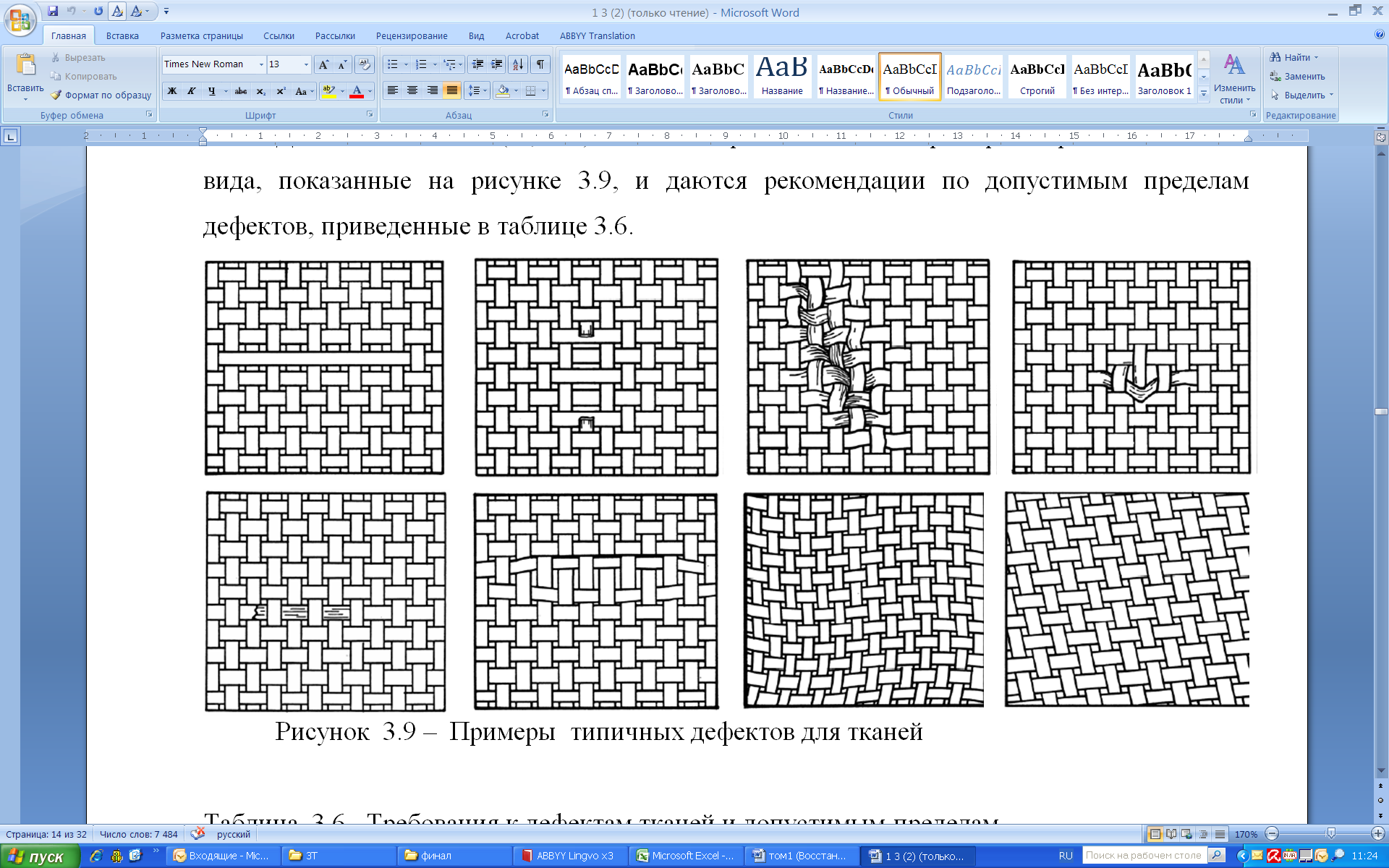
Рис. 2. Примеры типичных дефектов 2D-тканей
Описание и допустимый предел дефектов тканей
Дефект |
Описание дефекта |
Допуски |
Соосность |
Отклонение основы от прямой линии |
4,6 мм на длине 0,91 м |
Отклонение утка от прямой линии |
1, 51 мм на ширине менее 0,5 м 2, 25 мм на ширине более 0,5 м |
|
Дефект одного волокна |
Разрывы филаментов, перекосы волокна, пух от начесов, складки и морщины |
Не более 3 на длине 1,8 погонных метров |
Непрерывные дефекты |
Дефекты двух и более волокон ближе чем 150 мм, пропуски и излишки в переплетении, пузыри, посторонние включения |
На расстоянии не менее 0,9 м друг от друга, исключая кромку |
Склейки волокон |
Склейки на соседних волокнах ближе 12 мм |
Недопустимы |
Единичный и постоянный дефекты |
Все виды |
Менее 10 % от длины рулона |
Численные значения характеристик текстильных материалов, допуски на них и методы контроля должны приводиться в спецификациях на материалы.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Выработка лент/тканей на ткацком оборудовании рапирного типа.
2. Какими показателями качества пользуются при оценке качества однонаправленных лент и двунаправленных тканей на основе волокон различной природы?
3. Типичные дефекты 2D-тканей и их допустимые пределы.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Мшвениерадзе, А. П. Технология и оборудование ткацкого производства: учебник для средн. спец. учебн. заведений / А. П. Мшвениерадзе. – М.: Легкая и пищевая промышленность, 1984. – 376 с.
Практическое занятие № 4