

4.1. Оборудование для ээо
Электроэрозионная обработка (ЭЭО) деталей осуществляется на станке 4Г721М, который является универсальным электроэрозионным копировально-прошивочным станком нормальной точности и предназначен для обработки деталей из токопроводящих материалов.
Он может быть применён для изготовления отверстий, щелей, сплошных фасонных профилей и полостей в деталях, труднообрабатываемых обычными способами: из металлокерамических твердых сплавов, жаропрочных, нержавеющих и закаленных сталей, магнитных сплавов и т. д.
Расположение основный частей и органов управления станка модели 4Г721М показано на рис. 4.1, где: 1 - станина; 2 - рабочий стол для крепления детали; 3 - ванна с рабочей жидкостью; 4 - каретка вертикального перемещения электрода-инструмента; 5 - каретка поперечного перемещения электрода-инструмента; 6 - двигатель системы регулирования межэлектродного промежутка; 7 - обмотка вибратора электрода-инструмента; 6 - устройство для выверки положения электрода относительно детали; 9 - каретка продольного перемещения электрода-инструмента; 10 - генератор импульсов; 11 - блок управления станком; 12 - тракт подачи рабочей жидкости через электрод-инструмент; 13 - тракт подачи рабочей жидкости в ванну; 14 - бак с рабочей жидкостью; 15 - помпа (насос); 16 - слив из рабочей ванны; 17 - изоляционные прокладки; 18 - электрод-инструмент.
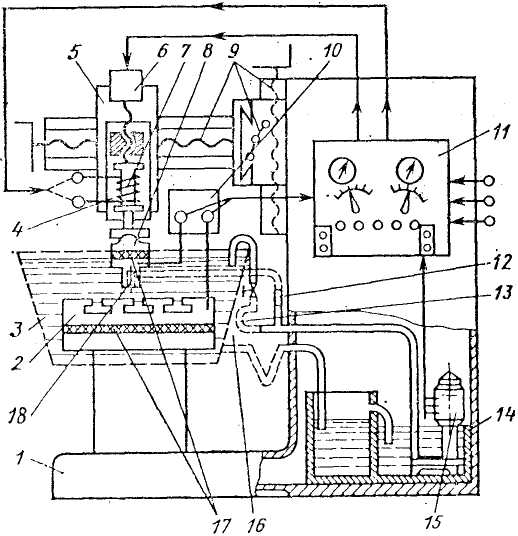
Рис. 4.1 Схема электроэрозионного копировально-прошивочного станка 4Г721М
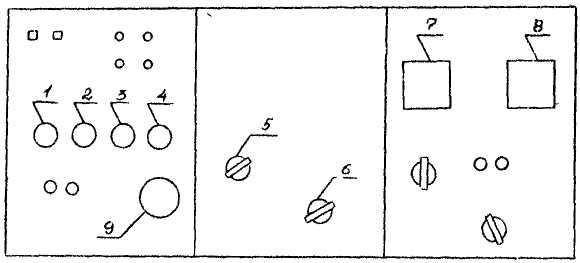
Рис 4.2. Панель пульта управления станка 4Г721М
На рис. 4.2 представлена панель пульта управления станком, где:
кнопка включения станка;
кнопка включения промывки;
кнопка включения входа генератора;
кнопка включения подачи рабочей жидкости в ванну;
тумблер блока регулятора подачи;
переключатель регулирования напряжения на двигателе;
амперметр;
вольтметр;
кнопка "Стоп".
4.2. Краткие теоретические сведения
В процессе ЭЭО получается поверхность со специфической шероховатостью (см. рис. 4.3). Параметры шероховатости зависят от геометрии и размеров двух групп шероховатостей, полученных в результате взаимного пересечения лунок и образовавшихся в результате искажения профиля лунок.
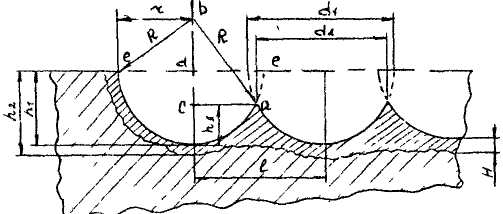
Рис. 4.3 Шероховатость поверхности, полученная в процессе ЭЭО
Высота неровностей профиля шероховатости обрабатываемой поверхности может быть определена расчетным и экспериментальным путем.
Из рис. 4.3 видно, что высота неровностей h зависит от глубины и степени перекрытия лунки.
Принимая размеры двух соседних углублений одинаковыми, а саму лунку сферической, можно найти размеры hл на их границе. Из треугольника abc (рис. 4.3) высоту выступов hл находят, учитывая, что bc = R-hл, ас = 1/2, (bс)2=(аb)2-(ас)2. После преобразований получили для некоторого 1-го выступа.
![]()
, (4.1)
С повышением частоты следования импульсов расстояние l между центрами лунок и высота неровностей Rz снижаются. При частоте выше некоторого предельного значения вся поверхность заготовки в зоне обработки будет иметь лунки, расположенные достаточно равномерно. При допущении, что размеры всех лунок на участке поверхности, где проводятся измерения шероховатости, одинаковы, можно считать Rz = hл. Поскольку размер лунки зависит от энергии импульса, то высоту неровностей можно выразить через энергию импульса:
![]() ,
,
(4.2)
,
,
(4.2)
где Кн – коэффициент, зависящий от режима обработки, материала электродов, их размеров, вида и состояния рабочей среды:
р=0,3…0,4 – показатель степени, характеризующий форму лунки.
С другой стороны, высота неровностей может быть выражена через радиус, глубину лунки и степень перекрытия её соседними лунками:
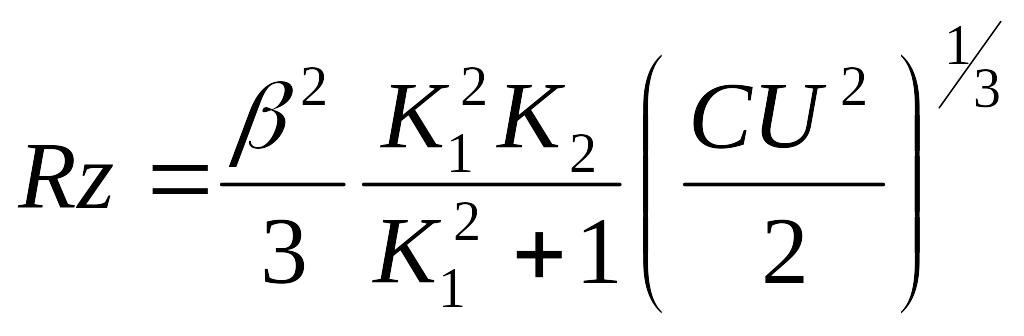
, (4.3)
где C – ёмкость конденсаторов, мкФ;
U – напряжение на электродах, В;
![]() –
коэффициент перекрытия лунки;
–
коэффициент перекрытия лунки;
К1 – коэффициент, зависящий от среды и материала электрода;
К2 - коэффициент, зависящий от продолжительности импульсов и плотности материала электродов.
При электроэрозионной обработке поверхностей слой детали претерпевает значительные изменения, а поскольку он оказывает больше влияние на стойкость инструмента, то знание его значений представляет практический интерес для технолога.
Толщина измененного слоя зависит не только от режима обработки, но и от свойств обрабатываемого материала.
Данные, полученные экспериментально и приведенные в табл. 4.1 и 4.2, для всех материалов, довольно точно подчиняются тем же закономерностям, по которым происходит изменение шероховатости поверхности. С возрастанием ёмкости конденсаторов толщина слоя увеличивается в степени 1/3. Большую толщину имеет измененный слой стали. Последнее объясняется различной температурой плавления и испарения материалов, а также различными температурами, которые необходимы для осуществления термических изменений.
Таблица 4.1
Толщина измененного слоя, в зависимости от емкости конденсаторов (напряжение 100 В)
Емкость конденсаторов, мкФ |
Толщина измененного слоя при материалах анода, мкм |
|||||||
Твердые сплавы |
Стали |
|||||||
ВК20 |
ВК15 |
ВК8 |
Т15К6 |
У10А |
ХВГ |
Х12М |
Р9 |
|
0,05 0,10 0,20 0,50 0,80 1,20 1,50 2,00 2,50 |
4,10 4,45 5,50 7,80 9,65 10,10 11,25 11,25 12,10 |
3,55 4,00 4,70 6,90 8,25 9,60 9,65 9,75 10,90 |
3,60 3,95 4,95 6,15 7,30 8,10 8,80 9,00 10,10 |
2,83 3,43 4,33 5,78 6,93 7,85 8,57 9,24 10,00 |
5,45 7,60 10,60 12,00 15,50 17,40 18,80 19,00 20,50 |
5,00 7,00 8,00 11,00 12,60 14,70 15,70 16,10 18,00 |
5,00 7,00 7,80 11,40 11,90 14,10 15,20 15,50 16,40 |
4,47 5,63 7,10 9,77 11,45 13,10 14,30 15,50 16,40 |
Таблица 4.2
Толщина слоя, в зависимости от напряжения
(ёмкость 0,8 мкф)
Напряжение, В |
Толщина измененного слоя при материалах анода, мкм |
|||||||
Твердые сплавы |
Стали |
|||||||
ВК20 |
ВВК15 |
ВК8 |
Т15К6 |
У10А |
ХВГ |
Х12М |
Р9 |
|
70 80 90 100 110 120 130 |
7,35 7,75 8,10 9,65 9,90 10,15 10,70 |
6,25 7,20 7,90 8,25 8,55 9,30 9,90 |
5,55 6,10 6,85 7,30 7,70 7,95 8,50 |
5,37 5,91 6,41 6,93 7,32 7,87 8,20 |
11,85 13,15 14,00 15,50 16,00 17,80 18,00 |
10,10 11,10 11,75 12,60 13,30 14,55 15,30 |
9,75 10,80 11,30 11,90 13,50 14,00 14,50 |
9,11 9,87 10,68 11,45 12,23 12,91 13,57 |