

Шлицевые соединения
Шлицевые соединения – соединения, которые образуются наружными зубьями на валу и соответствующими пазами-шлицами во втулке (ступице).
Основные типы шлицевых соединений показаны на рис. 1.6.
|
||
а) |
б) |
в) |
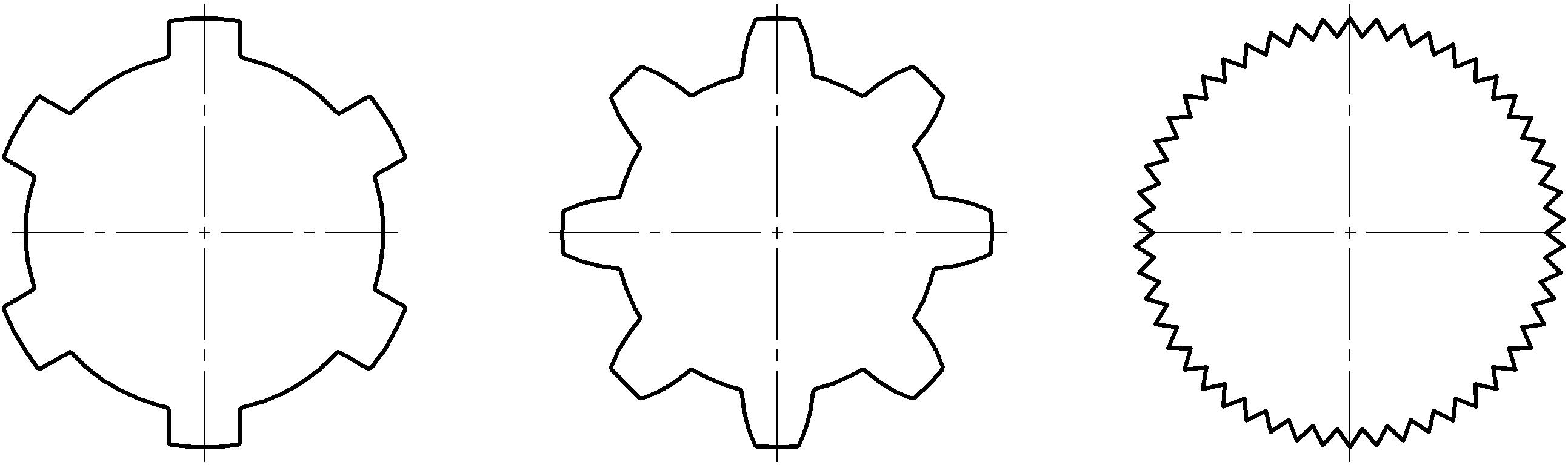
Рис. 1.6. Основные типы шлицевых соединений:
а – с прямобочными зубьями; б – с эвольвентными зубьями;
в – с треугольными зубьями
Классификация шлицевых соединений:
– по характеру соединения: неподвижные и подвижные;
– по несущей способности: легкой, средней и тяжелой серии;
– по профилю: прямобочные, эвольвентные и треугольные;
– по способу центрирования ступицы относительно вала: центрирование по наружному диаметру, центрирование по внутреннему диаметру, центрирование по боковым поверхностям зубьев.
Применяются в передаточных механизмах для соединения валов с зубчатыми колесами и муфтами, например, в коробках скоростей металлорежущих станков и автомобилей.
Достоинства:
– повышенная прочность соединения;
– меньшее число деталей соединения;
– уменьшенная длина ступицы;
– лучшее центрирование соединяемых деталей;
– высокая прочность при динамических нагрузках;
Недостатки:
– более сложная технология изготовления;
– высокая стоимость.
Клиновые соединения
Клиновые соединения – соединения, затягиваемые или регулируемые с помощью клина (рис.1.7).
Клинья бывают одно-, двух- и бесскосные, называемые чеками. Сечение клина – прямоугольное или прямоугольное с закругленными узкими гранями. Толщина клина, как правило, составляет 0,25…0,5 диаметра стержня, а высота 1,1…1,2 диаметра втулки. Уклон клина 1/20…1/100 обеспечивает его самоторможение. При больших уклонах требуются устройства (винты и шплинты), предохраняющие клин от самопроизвольного выдвижения.
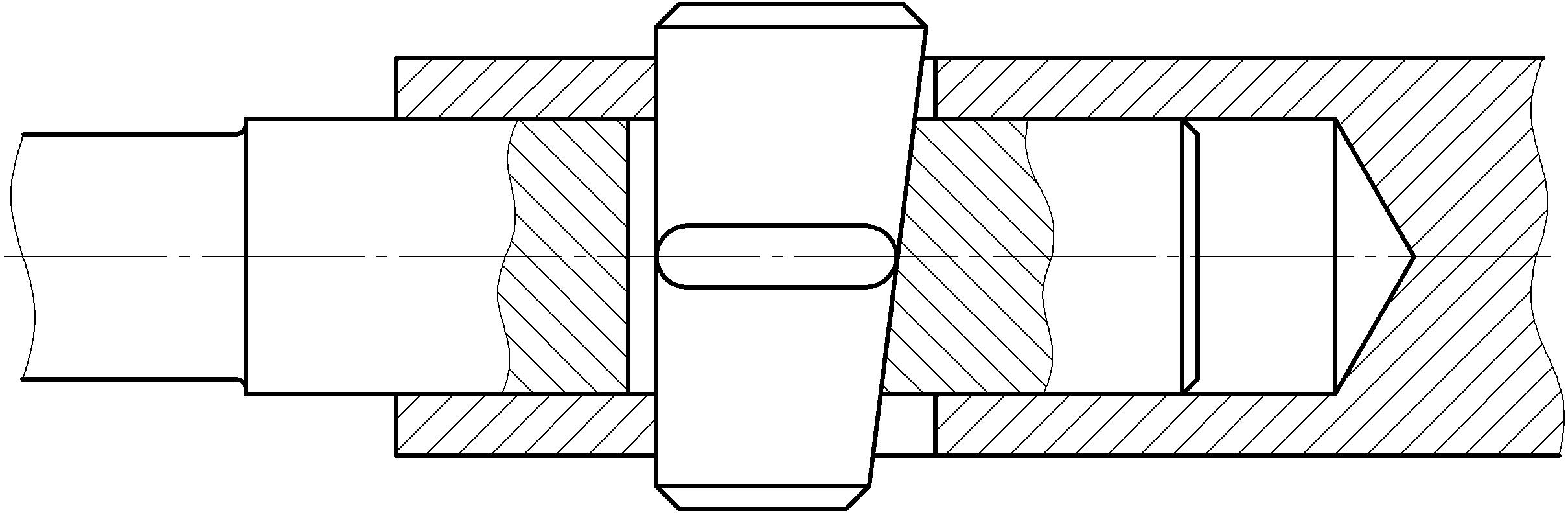
Рис. 1.7. Клиновое соединение
Клиновые соединения подразделяют на: установочные, предназначенные для регулирования и установки нужного взаимного положения деталей, и силовые, предназначенные для прочного скрепления деталей.
Клиновые соединения применяют, например, для регулирования положения подшипников валков прокатных станов, для соединения штока с ползуном в паровых машинах или насосах, соединения протяжек с патроном протяжного станка; рассмотренные ранее соединения клиновыми и тангенциальными шпонками также можно отнести к числу клиновых соединений.
Достоинства:
– простота и надежность конструкции;
– возможность создания и восприятия больших усилий;
– быстрота сборки и разборки соединения.
Недостатки:
– значительное ослабление сечений соединяемых деталей пазами под клинья;
– нетехнологичность этих пазов и концентрация напряжений.
Сварные соединения
Сварные соединения – неразъемные соединения, выполненные сваркой.
Сваркой называется процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого.
Основные типы сварных соединений представлены на рис. 1.8.
|
|
|
|
|
а) |
б) |
в) |
г) |
д) |
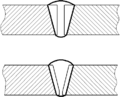



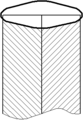
Рис 1.8. Основные типы сварных соединений:
а – стыковое; б ‑ нахлёсточное;
в – тавровое; г – угловое; д – торцовое
Достоинства:
– возможность получения изделий больших размеров (корпуса судов, железнодорожные вагоны, кузова автомобилей, трубопроводы, резервуары, мосты и др.);
– снижение массы по сравнению с литыми деталями до 30...50 % и с клепаными – до 20 % благодаря в основном уменьшению толщины стенок и припусков на механическую обработку, а также отсутствию ослабляющих отверстий и накладок как в заклепочном соединении;
– снижение стоимости изготовления сложных деталей в условиях единичного или мелкосерийного производства;
– малая трудоемкость, невысокая стоимость оборудования, возможность автоматизации;
– возможность достижения равнопрочности сварного изделия и свариваемых деталей.
Недостатки:
– возникновение при сварке дефектов швов, снижающих их прочность (особенно при переменном нагружении).
– возникновение остаточных напряжений (вследствие локальных термических деформаций от неравномерного нагрева соединяемых деталей) снижает прочность и вызывает необходимость проведения старения;
– сложность проведения контроля ответственных сварных изделий;
– местное оплавление участков деталей вблизи шва вызывает изменение химической структуры металла.
Напряжения, действующие в сварном соединении, определяются приближённо по формуле
|
(1.5) |
где Р – действующая нагрузка;
l – длина сварного шва;
k – катет сварного шва.