

3.5 Оборудование гибких производственных систем
Комплекс оборудования ГПС включает следующие основные компоненты:
гибкие производственные модули (ГПМ);
транспортно-накопительное оборудование;
вспомогательное оборудование.
3.5.1. Гибкие производственные модули
Базовыми компонентами ГПС, обеспечивающими непосредственно процесс формообразования изделий, являются ГПМ, к которым предъявляются следующие основные требования требования:
возможность обработки деталей различных типов и конструктивных форм, что требует большого количества управляемых координат, набора сменных инструментов, наличия устройств, позволяющих автоматически устанавливать и базировать заготовки на позициях обработки, изменять их положение и ориентацию при переходах к последующим этапам цикла обработки;
возможность обработки деталей из различных материалов и выполнения на одних и тех же станках различных этапов обработки (от черновой до чистовой), что требует высокой жесткости системы СПИД, геометрической и кинематической точности, обеспечения широких диапазонов регулирования скоростей и подач;
доступность зоны обработки для обслуживающих манипуляторов и другого вспомогательного оборудования;
наличие устройств, автоматизирующих вспомогательные операцию удаления отходов (например, для удаления стружки используются шнековые, скребковые транспортеры, вибротранспортеры и ленточные транспортеры под полом цеха, устройства для отсоса, смыва стружки и металлической пыли, обдува базирующих поверхностей приспособлений);
большие возможности системы ЧПУ (достаточный объем оперативной и внешней памяти, простота процесса программирования и др.);
высокая надежность всех устройств и систем (наработка на отказ должна исчисляться тысячами часов);
наличие систем контроля и технической диагностики (контроль качества обработки, состояния инструментов, оборудования и др.).
Структура ГПМ показана на рис. 3.13.
 Рис.
3.13. Структура гибкого производственного
модуля
Рис.
3.13. Структура гибкого производственного
модуля
Доставка заготовок и инструментов на ГПМ выполняется с помощью транспортно-накопительной системы ГПС.
Для того, чтобы ГПМ обладали требуемой гибкостью, должна быть обеспечена способность оперативной перена-стройки их для обработки различных изделий, то есть изделий, поступающих на обработку в так называемом "свободном потоке". Структура цикла обработки изделий, поступающих на ГПМ в "свободном потоке", показана на рис. 3.14.
Идентификация заготовок и инструментов устанавливает соответствие между объектом, поступающим на ГПМ (заготовкой и инструментом), и его компьютерной моделью, позволяющее отличить его от других объектов. Такая идентификация должна быть надежной. Для этого объекты в ГПС кодируют с помощью специальных микросхем, кодовых планок, гребенок, этикеток со штриховым кодом и снабжают ГПМ устройствами распознавания (чаще всего фото-электрическими), обеспечивающими считывание кодов и идентификацию объектов.
Выбор управляющей программы должен осуществляться на основании данных идентификации автоматически по команде управляющего вычислительного комплекса ГПС.
Проверка наличия и подготовка комплекта инструментов осуществляется на основе базы данных инструментов, которая ведется администратором базы данных и состоит из двух каталогов: инструментального каталога, содержащего характеристики всех инструментов (идентификаторы, материалы, геометрические, стойкостные параметры и др.), и массивов наборов инструментов, входящих в каждый комплект инструментов.
Автоматическая наладка заключается в согласовании систем координат станка и обрабатываемой заготовки (переналадка используемых в технологическом процессе приспособлений, введение коррекций на положение инструментов и др.).
Автоматический цикл обработки может осуществляться только при выполнении всех предыдущих этапов цикла.
В процессе работы ГПМ могут возникать отклонения в его работе (изменение точности обработки, износ инструмента и др.), которые корректируются с помощью системы поддержания безлюдного режима работы.
Эта система должна осуществлять: - поддержание требуемых технологических параметров процесса обработки; предотвращение аварийных ситуаций в процессе работы; ликвидацию отказов и возвращение ГПМ в нормальный режим работы.
Блок-схема системы поддержания безлюдного режима работы показана на рис. 3.15.
Система поддержания работоспособности, схема которой показана на рис. 3.16., автоматически выполняет следующие основные процедуры:
сбор информации о параметрах выполняемого технологического процесса с помощью датчиков;
оценку информации, выявление отклонений от нормы и определение причин отклонений, что осуществляется с помощью подсистемы диагностики;
принятие решения и выработку корректирующего воздействия с помощью подсистемы принятия решений;
ввод корректирующего воздействия с помощью соответствующей подсистемы.
Рис. 3.15. Структура системы обеспечения безлюдного режима работы ГПМ
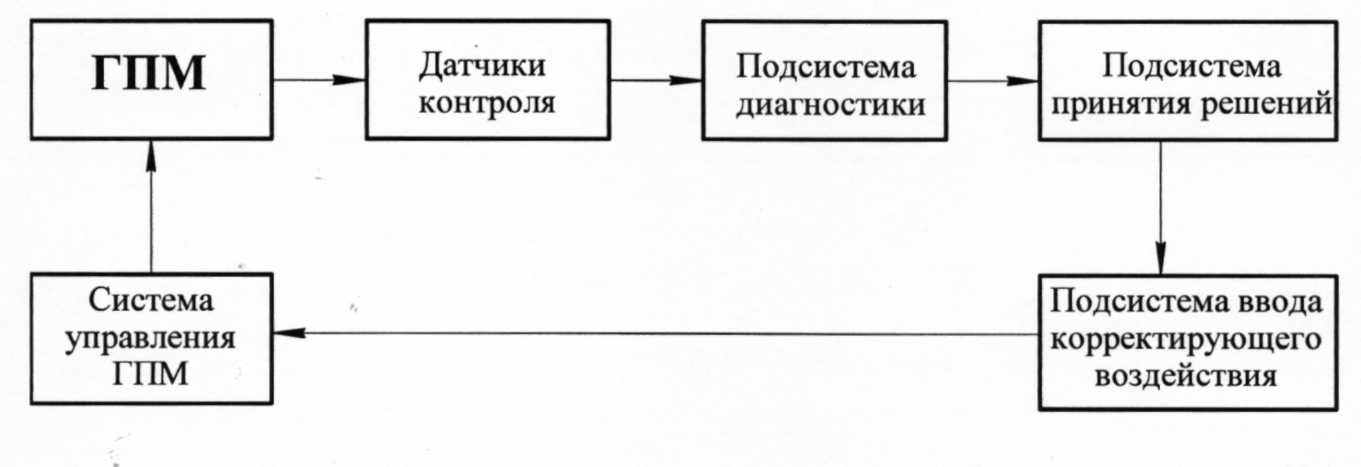
Рис. 3.16. Структура системы поддержания работо-способности ГПМ
ГПМ в подавляющем своем большинстве выполнены на базе многооперационных станков с ЧПУ (типа обрабатывающий центр) и подразделяются на две группы:
для обработки преимущественно деталей типа тел вращения;
для обработки преимущественно призматических (корпусных) деталей.
Необходимо отметить, что такое подразделение является достаточно
условным, так как на ГПМ, как на многооперационном станке, могут выполняться операции, присущие обработке как деталей тел вращения, так и призматических деталей. Поэтому имеется в виду преимущественное использование тех или иных ГПМ.
Классификация гибких производственных модулей приведена на рис. 3.17.
Гибкие производственные модули для обработки деталей типа тел вращения могут быть с вращающимся и с невращающимся режущим инструментом. Очевидно, что возможность обработки изделий вращающимся инструментом позволяет значительно увеличить технологические возможности ГПМ (обрабатывать шпоночные пазы, лыски, поверхности кулачков, выполнять отверстия, несоосные с осью вращения детали, гравировку и др.)
ГПМ для обработки деталей типа тел вращения имеют следующие особенности:
высокие диапазоны изменения частот вращения шпинделя (от 1 до 8000 об/мин и более);
до четырех управляемых координат, обеспечивающих возможность работы двумя независимыми суппортами;
до двенадцати вращающихся режущих инструментов;
 Рис.
3.17. Классификация ГПМ
Рис.
3.17. Классификация ГПМ
- наклонную станину, обеспечивающую улучшение условий отвода стружки из рабочей зоны и доступа автоматических манипуляционных устройств;
- наличие устройств, обеспечивающих автоматический отвод стружки;
- наличие автоматических манипуляционных устройств, обеспечивающих автоматическую смену обрабатываемых изделий, режущих и мерительных инструментов, зажимных приспособлений;
- наличие устройств для автоматического контроля качества изделий и диагностики систем ГПМ.
Пример компоновочной схемы ГПМ для обработки деталей типа тел вращения показан на рис. 3.18.
 Рис.
3.18. Компоновка ГПМ для обработки деталей
типа тел вращения: 1 - станок с ЧПУ для
обработки деталей типа тел вращения; 2
-револьверный суппорт; 3 - револьверная
головка; 4 -инструмент в револьверной
головке; 5 - робот для загрузки-выгрузки
изделий; 6- робот для замены инструментов
в револьверной головке; 7 - пристаночный
накопитель изделий (тактовый стол); 8 -
изделия на тактовом столе; 9 - пристаночный
накопитель инструментов; 10-инструменты
в пристаночном накопителе
Рис.
3.18. Компоновка ГПМ для обработки деталей
типа тел вращения: 1 - станок с ЧПУ для
обработки деталей типа тел вращения; 2
-револьверный суппорт; 3 - револьверная
головка; 4 -инструмент в револьверной
головке; 5 - робот для загрузки-выгрузки
изделий; 6- робот для замены инструментов
в револьверной головке; 7 - пристаночный
накопитель изделий (тактовый стол); 8 -
изделия на тактовом столе; 9 - пристаночный
накопитель инструментов; 10-инструменты
в пристаночном накопителе
Гибкие производственные модули для обработки призматических (корпусных) деталей имеют следующие основные особенности:
высокие диапазоны изменения частот вращения шпинделя (от 1 до 8000об/мин и более), обеспечивающие возможность многооперационной обработки изделий из различных материалов;
направляющие качения, выполненные из износостойких материалов (специальных пластмасс);
наличие вращающегося стола, позволяющего выполнять токарные операции;
наличие устройств для автоматического удаления стружки (с целью обеспечения лучших условий удаления стружки рабочие столы могут выполняться вертикальными);
наличие устройств для автоматической смены инструментов в шпинделе;
автоматическую смену инструментальных магазинов;
оснащение накопителями палет и спутников;
наличие устройств для автоматического зажима деталей;
наличие устройств для автоматической смены палет;
наличие устройств контроля качества изделий и диагностики работы систем ГПМ.
Пример компоновочной схемы ГПМ для обработки призматических деталей показан на рис. 3.19.
Устройства манипулирования в ГПМ выполняют следующие основные функции:
- загрузку - выгрузку изделий (заготовок, полуфабрикатов, деталей);
замену инструментов (режущих, мерительных);
установку - снятие приспособлений.
Основные требования к устройствам манипулирования ГПМ:
захватывание и перенос изделий различной формы и размеров в требуемых диапазонах их изменения;
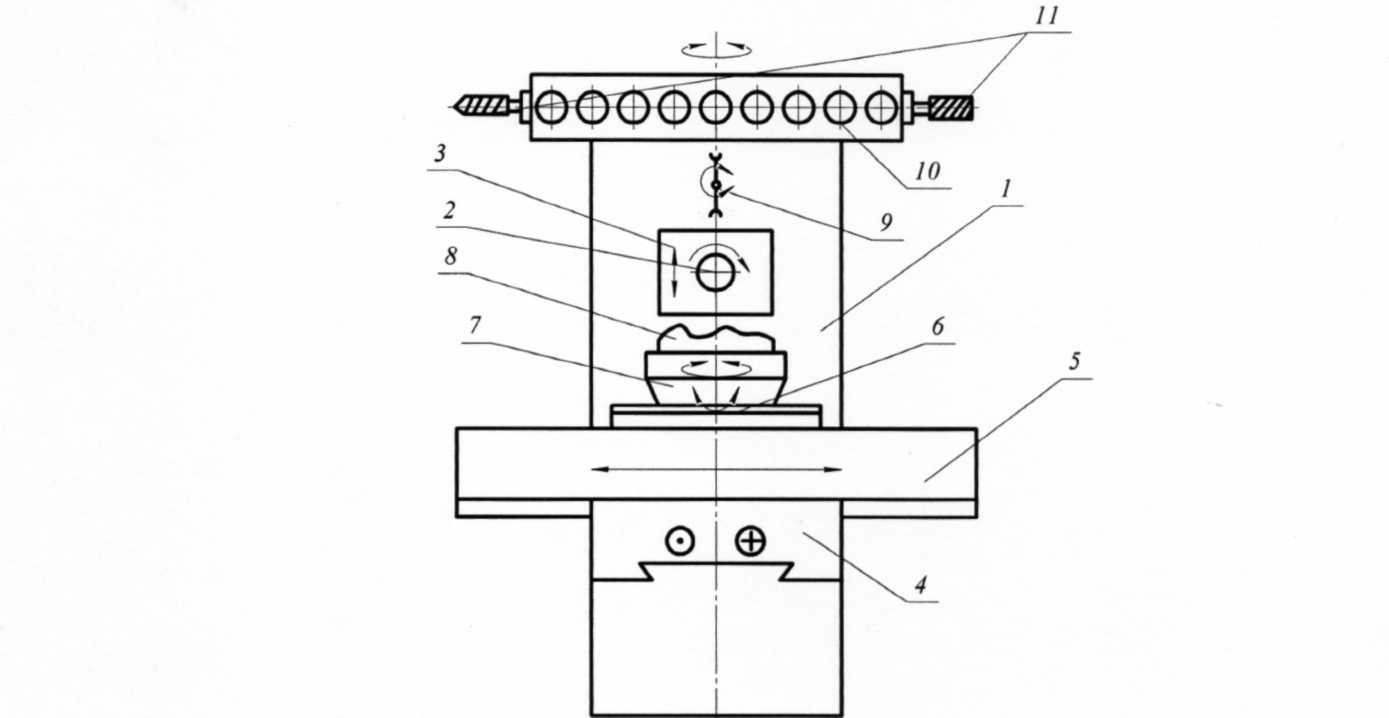
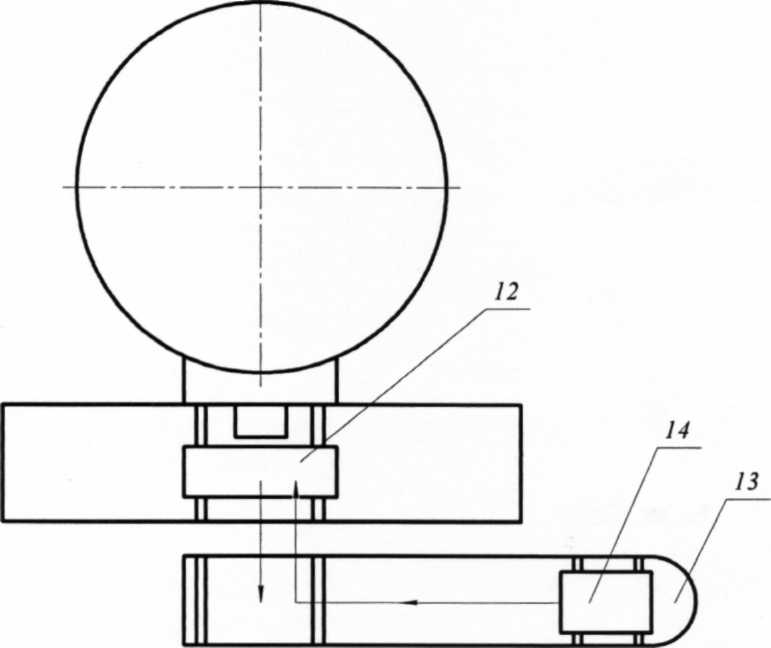
Рис. 3.19. Компоновка ГПМ для обработки призматических деталей: 1-станок с ЧПУ; 2-шпиндель станка; 3-шпиндельная бабка; 4-поперечный стол; 5-продольный стол; 6-поворотный стол; 7-"глобус-стол"; 8-обрабатываемое изделие; 9-робот для замены инструментов в шпинделе; 10-накопитель (магазин) инструментов; 11-инструменты в накопителе инструментов; 12-палета с изделием в позиции обработки; 13-пристаночный накопитель изделий; 14-палета с изделием в пристаночном накопителе.
возможность работы с различным оборудованием, что обеспечивается унификацией конструкций и устройств управления;
наличие резерва увеличения темпа работы, чтобы не ограничивать производительность при изменении технологии;
исключение аварий при отказах (блокировка);
возможность адаптации.
В качестве устройств манипулирования часто используются портальные и напольные промышленные роботы.
Компоновка ГПМ с портальным загрузочным устройством показана на рис. 3.20.

Рис. 3.20. Компоновка ГПМ с портальным роботом: 1-станок; 2-портал; 3-устройство манипулирования (робот).
Компоновка ГПМ с напольным загрузочным устройством показана на рис. 3.21.
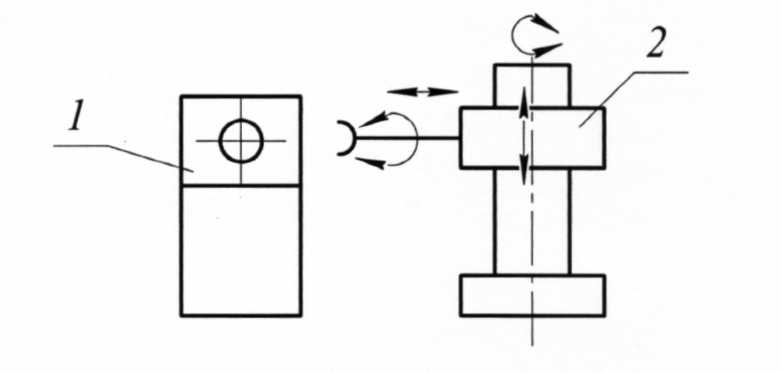
Рис. 3.21. Компоновка ГПМ с напольным роботом: 1-станок; 2-напольный робот.
В качестве накопителей инструментов в ГПМ используются магазины дискового (рис. 3.22), барабанного (рис. 3.23.) и цепного (рис. 3.24.) типов.
 Рис.
3.22. Магазин инструментов ГПМ дискового
типа: 1- магазин инструментов;
2- инструменты в оправках
Рис.
3.22. Магазин инструментов ГПМ дискового
типа: 1- магазин инструментов;
2- инструменты в оправках

Рис. 3.23. Магазин инструментов ГПМ дискового типа:
1- магазин инструментов; 2- инструменты в оправках
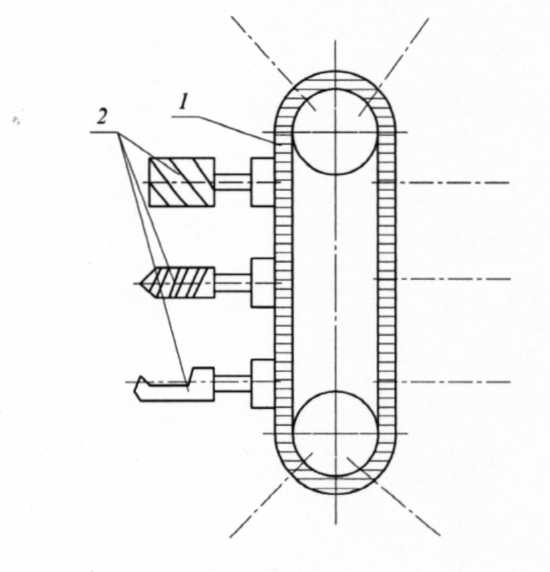
Рис. 3.24. Магазин инструментов ГПМ дискового типа:
1 - цепной магазин инструментов; 2- инструменты в оправках
 В
качестве устройств для замены инструментов
в шпинделе ГПМ используются механизмы
с манипулятором (рис. 3.25), где используется
специальный робот, и без манипулятора
(рис. 3.26), в которых замена инструментов
обеспечивается специальной конструкцией
магазина инструментов, где используются
пассивные захватные устройства.
В
качестве устройств для замены инструментов
в шпинделе ГПМ используются механизмы
с манипулятором (рис. 3.25), где используется
специальный робот, и без манипулятора
(рис. 3.26), в которых замена инструментов
обеспечивается специальной конструкцией
магазина инструментов, где используются
пассивные захватные устройства.
Рис. 3.25. Схема устройства для замены инструментов в ГПМ с манипулятором: 1 - шпиндель станка; 2 - робот для замены инструментов; 3 - магазин инструментов; 4 -инструменты в магазине инструментов.
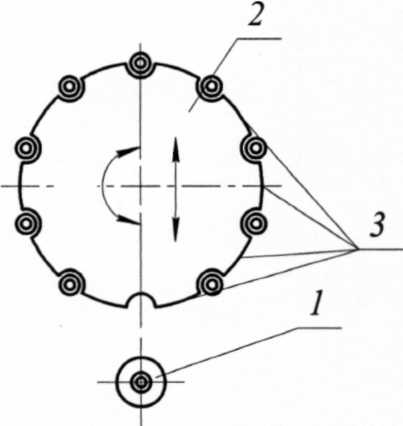
Рис. 3.26. Схема устройства для замены инструментов в ГПМ без манипулятора: 1- шпиндель станка; 2- магазин инструментов; 3-инструменты в магазине инструментов.
 Изделия
(заготовки, полуфабрикаты, детали) должны
при перемещении в ГПС быть в ориентированном
положении. В качестве накопителей
изделий в ГПМ используются накопители
контейнерного типа и накопители палет.
В накопителях контейнерного типа
установка изделий осуществляется на
призмах (рис. 3.27) и в ячейках подвижных
магазинов (рис. 3.28).
Изделия
(заготовки, полуфабрикаты, детали) должны
при перемещении в ГПС быть в ориентированном
положении. В качестве накопителей
изделий в ГПМ используются накопители
контейнерного типа и накопители палет.
В накопителях контейнерного типа
установка изделий осуществляется на
призмах (рис. 3.27) и в ячейках подвижных
магазинов (рис. 3.28).
Рис. 3.27. Схема накопителя с установкой изделий на призмах: 1 - накопитель с призмами; 2- изделия
 Накопители
палет могут быть линейными (рис. 3.29) и
замкнутыми (рис. 3.30)
Накопители
палет могут быть линейными (рис. 3.29) и
замкнутыми (рис. 3.30)
Рис. 3.28. Схема накопителя с установкой изделий в подвижных ячейках: 1 - магазин с подвижными ячейками; 2- изделия
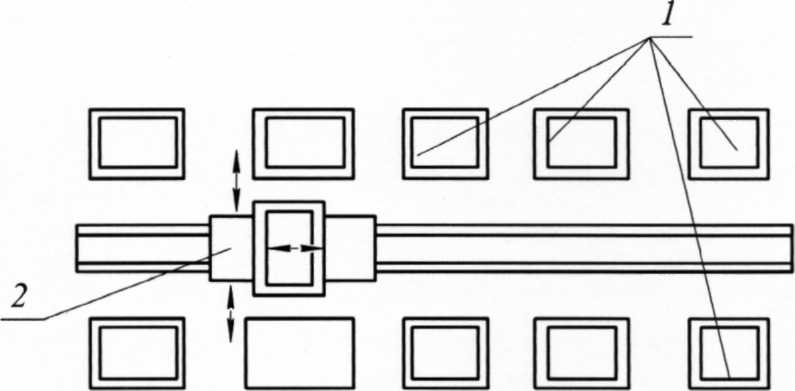
Рис. 3.29. Схема линейного накопителя палет: 1- палеты-спутники с изделиями; 2- тележка с загрузочно-разгрузочным устройством палет
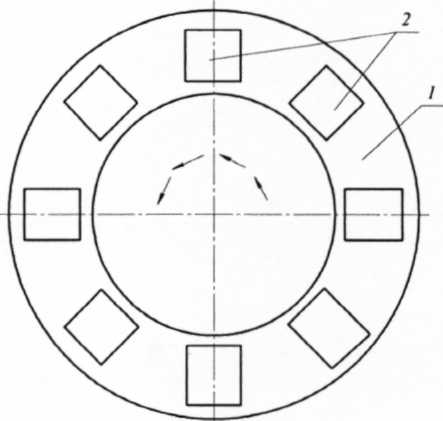
Рис. 3.30. Схема замкнутого накопителя: 1- накопитель; 2- палеты с изделиями
Автоматическая работа ГПМ осуществляется путем согласованной работы всех его компонентов. Блок-схема алгоритма согласованной работы станка и устройств манипулирования изделиями (робота и тактового стола) показана на рис. 3.31.
 Рис.
3.31. Блок-схема алгоритма работы ГПМ
Рис.
3.31. Блок-схема алгоритма работы ГПМ