

9. Планировка гпс
Каждый вид ГПС (гибкий производственный модуль, гибкая автоматизированная линия, участок, цех) характеризуется тем, что может функционировать автономно. Представляет собой технически законченное целое и имеет свою локальную систему управления и возможность встраивания в систему более высокого уровня.
В основу системы ГПС входят станок с ЧПУ. Загрузка и разгрузка его производится с помощью промышленного робота или автоматизированного загрузочного устройства (АЗУ). Смена инструмента осуществляется из магазина инструментов или револьверной головки. ГПМ обладает способностью подсоединения к центральной транспортно-накопительной системе, системе инструментального обеспечения и управляющим устройствам высшего ранга.
Основные характеристики ГПМ: способность работать ограниченное (3-12 ч) время без непосредственного участия оператора, автоматическое выполнение операций, легкость наладки, устранение простоев и введение изменений в управление, легкость встраивания в существующие производства и в ГПС более высокого уровня.
Не следует считать, что любой станок с ЧПУ может входить в ГПМ без всяких переналадок. Основными требованиями ко всем элементам ГПС являются высокая надежность и автоматизация всех основных, вспомогательных и рабочих ходов. Даже ГПМ должен иметь в своем составе транспортно-накопительную систему, контрольно-измерительную и диагностическую системы, систему удаления стружки. Например, токарный станок с ЧПУ в ГПС должен быть снабжен системами контроля состояния инструмента, смены инструмента и удаления стружки. Простейший ГПМ может включать станок с ЧПУ типа «обрабатывающий центр» с одним или двумя инструментальными магазинами.
На рис. 4 приведены примеры гибких производственных модулей. Станок имеет два рабочих стола. Заготовку устанавливают на стол вручную, в то время как на другом столе изготовляется деталь. Совмещение времени установки со временем обработки дает выигрыш в производительности. Более совершенным является ГПМ, содержащий многооперационный станок с одним или двумя магазинами инструментов. Шаговый конвейер-накопитель с 4, 6, 8 или 12 заготовками позволяет длительное время вести обработку с ограниченным участием оператора. На таких ГПМ можно обрабатывать различные детали разнообразным инструментом.
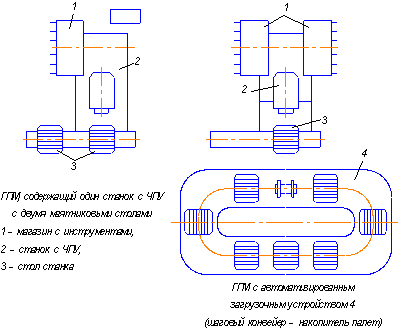
Рис. 4. Схема ГПМ
ГПМ со стендовым (стационарным) накопителем веерного типа характеризуется тем, что число стендов-позиций накопления заготовок можно наращивать постепенно, что позволяет уменьшить первоначальные затраты. Заготовки со стендов на станок перегружаются с помощь поворотного стола.
Гибкий производственный модуль со стендовым накопителем веерного типа показана на рис. 5.
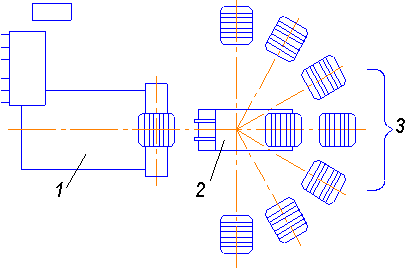
Рис. 5. Схема ГПМ со стендовым накопителем веерного типа: 1 – станок с ЧПУ, 2- поворотный стол – перегружатель, 3 – веерный накопитель заготовок, установленных на паллетах
Загрузка заготовок в накопитель может осуществляться роботом и робокаром. Отсутствие конвейера упрощает конструкцию, увеличивает надежность.
Рассмотренные выше ГПМ содержат сверлильно-фрезерно-расточные станки с ЧПУ. Как основное оборудование, в ГПМ широко применяют также токарные станки с ЧПУ и многооперационные токарно-фрезерные станки. Инструмент меняется из магазина или путем поворота револьверной головки. Применяют станки с одним или двумя шпинделями. В таких ГПМ загрузку деталей наиболее часто осуществляют с помощью промышленных роботов (рис. 6).
Гибкий автоматизированный участок (ГАУ) состоит из двух единиц (и более) основного оборудования, загрузочно-разгрузочных устройств, устройств автоматической смены инструмента, накопительных устройств. Участок может функционировать автономно. Особенностью обработки на ГАУ, является возможность изготовления на одном или нескольких станках в любой последовательности.
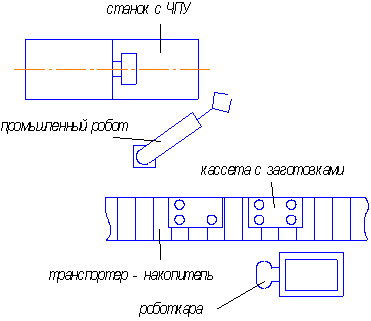
Рис. 6. Схема ГПМ с промышленным роботом
и транспортером-накопителем.
Простейший ГАУ состоит из двух станков типа многоцелевых, общего перегружателя заготовок, закрепленных на паллетах. Каждый станок имеет свой комплект паллет (до 15 шт.). Заготовки загружаются на паллеты чаще всего вручную. ГАУ такого типа обеспечивает снижения затрат на автоматизированные загрузочные устройства. Применения в ГАУ станков разного технологического назначения позволяет обработать на участке детали большой номенклатуры.
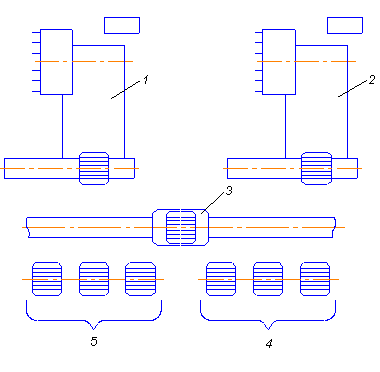
Рис. 7. Схема ГАУ с одним комплектом паллет:
1, 2 – станки с ЧПУ;
3 – рельсовая тележка (перегружатель паллет);
4, 5 – стенды с паллетами, закрепленными за каждым станком
На участке, показанном на рис. 7, объединены устройства для смены паллет, применена единая система автоматической смены инструмента для нескольких (до четырех станков). Инструмент меняется с помощью специального промышленного робота. В отличие от рассмотренного выше ГАУ, здесь один комплект паллет используют для нескольких станков. Это сокращает затраты времени на перезакрепление заготовки и повышает точность взаимного расположения поверхностей, обработанных на разных станках. Взаимозаменяемость станков сокращает простои участка при отказах какого-либо станка или необходимости его ремонта.
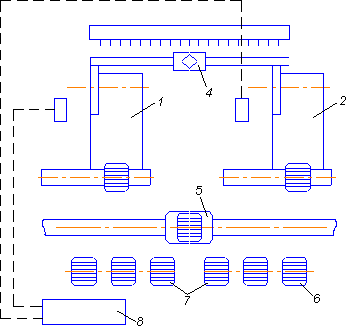
Рис. 8. Гибкий автоматизированный участок с двумя модулями и единым автоматизированным загрузочным устройством смены паллет и инструмента: 1 и 2- станки с ЧПУ, 3- накопитель инструмента, 4- промышленный робот смены инструмента, 5- рельсовая тележка- перегружатель паллет, 6- паллеты для любого станка участка, 7-позиции загрузки- разгрузки паллет, 8- АСУ распределения загрузки.
Гибкий автоматизированный участок с двумя модулями и единым автоматизированным загрузочным устройством смены паллет и инструмента, показан на рис. 8.
ГАУ классифицируют по технологическому назначению и компоновке.
По технологическому назначению ГАУ из станков с ЧПУ подразделяют на три группы:
1) для обработки заготовок тел вращения (фланцы, втулки, валы и т. д.);
2) для обработки заготовок корпусов (основания, станины и т. д.);
3) для обработки плоских заготовок (панели, крышки, планки и т. д.).
По компоновке различают ГАУ:
1) с линейной одно или многорядной компоновкой (станки расположены в один или несколько рядов, а транспортно-накопительные системы параллельно им);
2) с круговой компоновкой (станки расположены вокруг центрального склада накопителя);
3) с модульным принципом компоновки.
В последнем случае ГАУ комплектуется из отдельных унифицированных производственных единиц — модулей, в которые входят однотипные станки и комплектующие оборудование (УЧПУ, транспортно-загрузочные и накопительные устройства, электро - и гидроприводы).
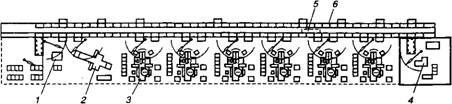
Рис. 9. Компоновка ГАУ АСК-10
Участок АСК-10 (рис. 9) комплектуется многоцелевыми станками МА6907ПМФ4, автоматизированным складом 6 с автоматизированным краном-оператором 5, участками наладки инструмента и сборки приспособлений и системой централизованного управления, обеспечивающей планирование, диспетчирование, подготовку, контроль и хранение управляющих программ и их оперативную корректировку. На участке расположена координатно-разметочная машина 1 с цифровой индикацией для контроля заготовок и предварительных разметочных операций. На станке 2 подготовляют технологические базы для дальнейшей обработки. Выходной контроль деталей проводится на контрольно-измерительной машине 4 с ЧПУ. В автоматическом режиме по программе могут быть проверены диаметры, геометрия и отклонения от соосности отверстий, межосевые расстояния и т. д. Данные измерений анализируются в управляющей автоматизированной системе.
В состав участка входят шесть многоцелевых станков МА6907ПМФ4 с магазином на 36 инструментов. Крестовый и поворотный столы, горизонтально расположенный шпиндель обеспечивают обработку заготовки без переустановки с трех-четырех сторон. В станке применены регулируемые тиристорные электродвигатели в приводах главного движения и подач, точные пары винт-гайка качения, направляющие качения на подвижных механизмах. Обеспечивается стабильность положения инструмента при его смене в пределах 0,003 ... 0,005 мм.
Инструментальное отделение позволяет хранить, комплектовать и налаживать на размер 190 наименований режущего инструмента и 90 наименований вспомогательного. Для сборки и наладки комплекта инструментов для одного магазина затрачивается в среднем 60 ... 70 мин.
Участок комплектации приспособлений позволяет из элементов универсально-сборной оснастки (УСО) собрать 400 типов приспособлений. Для закрепления заготовок используются унифицированные стальные плиты-спутники, на которых и монтируют элементы УСО.
Транспортно-складская система служит для создания задела заготовок, полуфабрикатов и готовых деталей, что обеспечивает оптимальную загрузку станков, позволяет автоматизировать межоперационные транспортные и погрузочно-разгрузочные работы, обеспечивает подачу заготовки на станок. Заготовки и детали хранятся в двухъярусном, двухрядном ячеистом складе. По команде с диспетчерского пульта кран-оператор подается к роликовым конвейерным станциям, расположенным в зоне загрузки станков. Оператор с помощью крана-манипулятора устанавливает заготовку в приспособлении на столе-спутнике. После обработки от программы происходит разжим спутника с заготовкой, удаление его манипулятором из рабочей зоны в позицию ожидания, который затем подает новый спутник с заготовкой на обработку. Затем спутник автоматически базируется и закрепляется, от программы начинается обработка новой заготовки. Система управления осуществляет: оперативное управление станками, манипуляторами для подачи спутников; технологическую подготовку производства, включая подготовку программ и их редактирование на рабочем месте; автоматическое оперативно-календарное планирование, учет хода производства. Каждый агрегат участка может управляться от индивидуального устройства управления или центрального сервера предприятия.
Гибкая автоматизированная линия (ГАЛ), состоящая из нескольких ГПМ с единым устройством загрузки и транспортирования заготовок, с последовательным выполнением операций, представлена на рис. 10.
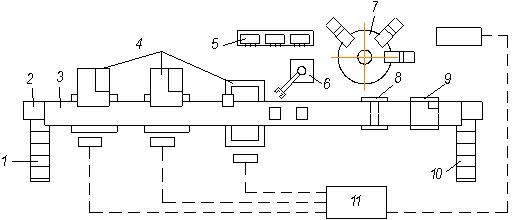
Рис. 10. Схема ГАЛ:
1 - конвейер подачи заготовок на линию,
2 - автоматический загружатель заготовок,
3 - шаговый транспортер, 4 - станки с ЧПУ,
5 - накопитель шпиндельных головок,
6- промышленный робот,
7 - станок с ЧПУ, имеющий многошпиндельные головки,
8 - установка для удаления стружки и мойки деталей,
9 - контрольно-измерительная машина,
10 - конвейер с обработанными деталями, 11 - ЭВМ линии.
Группы деталей обрабатывают в принятой последовательности по фиксированному программой циклу. Для повышения производительности в ГАЛ используют станки с многошпиндельными головками. Такая линия имеет более высокую производительность.
На гибкой автоматизированной линии с жестким конвейером подачи заготовок обработка производится последовательно на каждом или нескольких рабочих местах. На ГАЛ обрабатываются, как правило, детали с общими технологическими признаками. В основе организации производства лежит групповой технологический процесс - технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками. ГАЛ обычно используют для ограниченной номенклатуры деталей с годовым выпуском несколько десятков тысяч в год. Гибкость ГАЛ определяется типом используемого оборудования.