

Учебное пособие 1937
.pdf
|
|
|
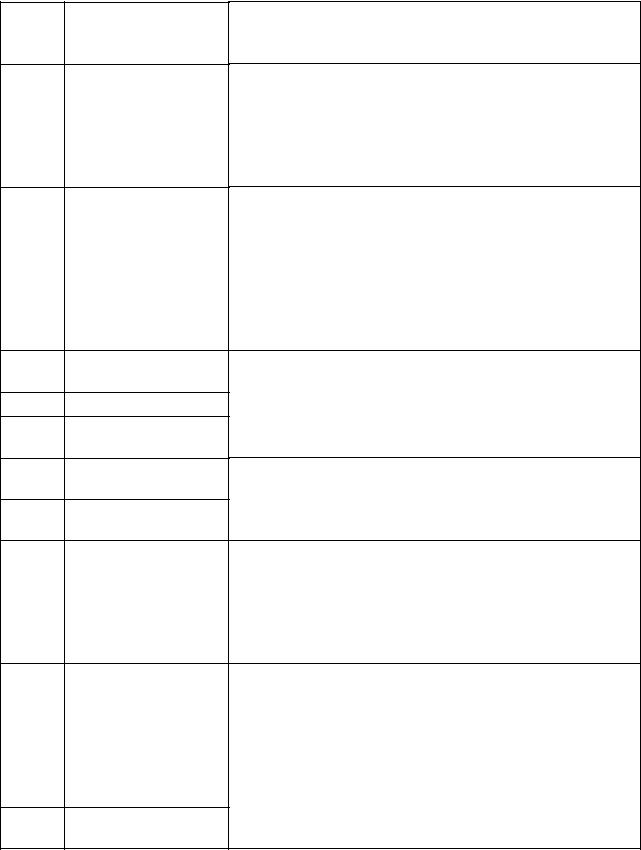
Окончание табл. 3.8 |
|
|
|
|
|
|
Расположение вспомогательного |
|
Вспомо- |
|
знака относительно полки линии- |
|
гатель- |
Значение |
выноски, проведенной от изобра- |
|
ный |
вспомогательного знака |
жения шва |
|
знак |
|
с лицевой |
с оборотной |
|
|
стороны |
стороны |
Наплывы и неровности шва обработать с плавным переходом к основному металлу
Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения
Шов прерывистый или точечный с цепным расположением. Угол наклона линии 60º
Шов прерывистый или точечный с шахматным расположением
Шов по замкнутой линии. Диаметр знака 3 – 5 мм
Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа
Примечания: 1. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2.За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3.За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Примеры условных обозначений швов сварных соединений по ГОСТ 2.312-72 ЕСКД (Приложение 1. Справочное) приведены в табл. 3.9.
31

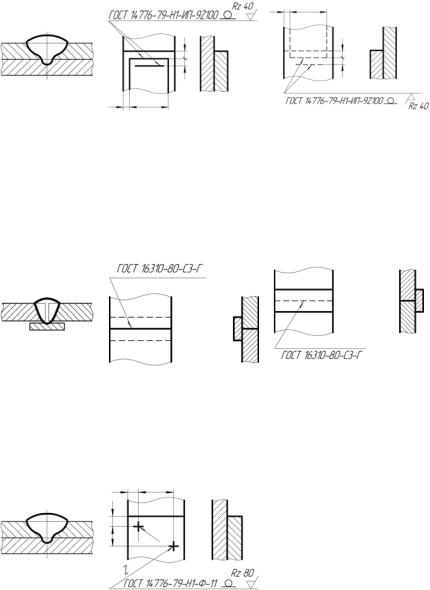
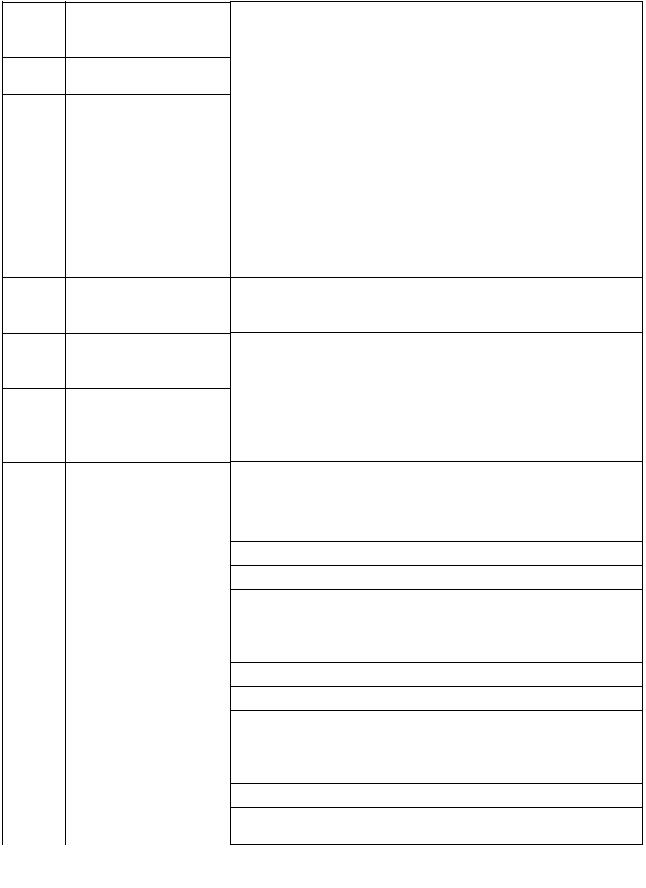
Таблица 3.9 Примеры условных обозначений стандартных швов сварных соединений
Характеристика шва |
|
Форма |
Условное обозначение |
||||||
|
|
|
|
|
|
|
поперечного |
шва, изображенного на чертеже |
|
|
|
|
|
|
|
|
сечения шва |
с лицевой стороны |
соборотнойстороны |
Шов стыкового со- |
|
|
|
||||||
единения |
с |
криволи- |
|
|
|
||||
нейным |
скосом |
одной |
|
|
|
||||
кромки, |
двусторонний, |
|
|
|
|||||
выполняемый |
дуговой |
|
|
|
|||||
ручной |
|
сваркой |
|
при |
|
|
|
||
монтаже изделия. |
|
|
|
|
|
|
|||
Усиление |
снято |
с |
|
|
|
||||
обеих сторон. |
|
|
|
|
|
|
|
||
Параметр |
шерохо- |
|
|
|
|||||
ватости |
|
поверхности |
|
|
|
||||
шва: |
|
|
|
|
|
|
|
|
|
с лицевой стороны – |
|
|
|
||||||
Rz 20 мкм: |
|
|
|
|
|
|
|
||
соборотнойстороны– |
|
|
|
||||||
Rz 80 мкм |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|||
Шов |
|
углового |
со- |
|
|
|
|||
единения |
без |
скоса |
|
|
|
||||
кромок, |
двусторонний, |
|
|
|
|||||
выполняемый |
автома- |
|
|
|
|||||
тической дуговой свар- |
|
|
|
||||||
кой под |
флюсом |
по |
|
|
|
||||
замкнутой линии |
|
|
|
|
|
|
|||
|
|
|
|
||||||
Шов углового соеди- |
|
|
|
||||||
нения со скосом кромок, |
|
|
|
||||||
выполняемый |
электро- |
|
|
|
|||||
шлаковой |
сваркой |
про- |
|
|
|
||||
волочным |
электродом. |
|
|
|
|||||
Катетшва22 мм |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
32
|
|
|
|
|
|
|
|
Продолжение табл. 3.9 |
|
|
|
|
|
|
|||||
Характеристика шва |
Форма |
|
Условное обозначение |
||||||
|
|
|
|
|
|
поперечного |
|
шва, изображенного на чертеже |
|
|
|
|
|
|
|
сечения шва |
|
|
|
|
|
|
|
|
|
|
|
с лицевой стороны |
соборотнойстороны |
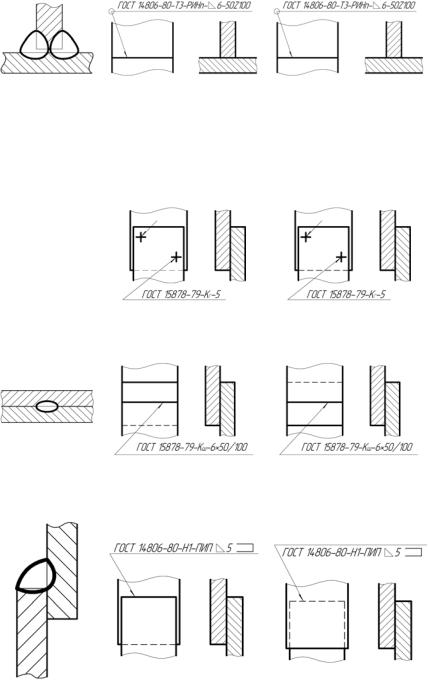
Шов |
точечный |
со- |
|
|
|
|
|||
единения |
|
внахлестку, |
|
|
|
|
|||
выполняемый |
дуговой |
|
|
|
|
||||
сваркой в инертных га- |
|
|
|
|
|||||
зах |
плавящимся элек- |
|
|
|
|
||||
тродом. Расчетный диа- |
|
|
|
|
|||||
метрточки9 мм. |
|
|
|
|
|
||||
Шаг 100 мм. |
|
|
|
|
|
||||
Расположение |
то- |
|
|
|
|
||||
чек шахматное. |
|
|
|
|
|
||||
Усиление |
должно |
|
|
|
|
||||
быть снято. |
|
|
|
|
|
|
|
||
Параметр |
шерохо- |
|
|
|
|
||||
ватости |
обработанной |
|
|
|
|
||||
поверхности Rz 40 мкм |
|
|
|
|
|||||
|
|
|
|
|
|
|
|||
Шов |
стыкового |
со- |
|
|
|
|
|||
единения без скоса кро- |
|
|
|
|
|||||
мок, односторонний, на |
|
|
|
|
|||||
остающейся |
подкладке, |
|
|
|
|
||||
выполняемый |
сваркой |
|
|
|
|
||||
нагретым газом с приса- |
|
|
|
|
|||||
дочнымпрутком |
|
|
|
|
|
||||
|
|
|
|
|
|
||||
Одиночные |
свар- |
|
|
|
|
||||
ные |
точки |
соединения |
|
|
|
|
|||
внахлестку, |
выполняе- |
|
|
|
|
||||
мые |
дуговой |
сваркой |
|
|
|
|
|||
под флюсом. |
|
|
|
|
|
|
|||
Диаметр электроза- |
|
|
|
|
|||||
клепки 11 мм. |
|
|
|
|
|
|
|||
Усиление |
должно |
|
|
|
|
||||
быть снято. |
|
|
|
|
|
|
|
||
Параметр |
шерохо- |
|
|
|
|
||||
ватости |
обработанной |
|
|
|
|
||||
поверхности Rz 80 мкм |
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
33 |
|
|
|
|
|
|
|
|
|
|
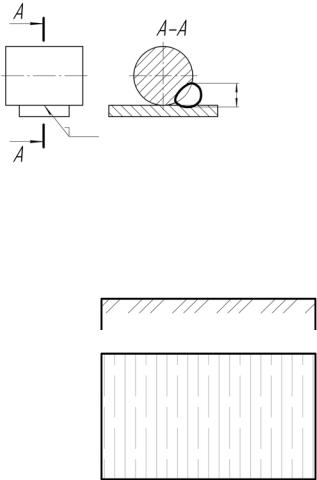
Окончание табл. 3.9 |
|
|
|
|
|
||||
Характеристика шва |
Форма |
|
Условное обозначение шва, |
|||||
|
|
|
|
|
поперечного |
|
изображенного на чертеже |
|
|
|
|
|
|
сечения шва |
|
с лицевой стороны |
соборотнойстороны |
Шов |
таврового со- |
|
|
|
|
|||
единения |
без |
скоса |
|
|
|
|
||
кромок, |
двусторонний, |
|
|
|
|
|||
прерывистый с |
шах- |
|
|
|
|
|||
матным |
расположени- |
|
|
|
|
|||
ем, выполняемый руч- |
|
|
|
|
||||
ной дуговой сваркой в |
|
|
|
|
||||
инертных газах непла- |
|
|
|
|
||||
вящимся электродом с |
|
|
|
|
||||
присадочным металлом |
|
|
|
|
||||
по замкнутой линии. |
|
|
|
|
||||
Катет шва 6 мм. |
|
|
|
|
||||
Длина проваривае- |
|
|
|
|
||||
мого участка 50 мм. |
|
|
|
|
||||
Шаг 100 мм |
|
|
|
|
|
|||
Одиночные |
свар- |
|
|
|
|
|||
ные |
точки |
соединения |
|
|
|
|
||
внахлестку, |
выполняе- |
|
|
|
|
|||
мые контактной точеч- |
|
|
|
|
||||
ной сваркой. Расчет- |
|
|
|
|
||||
ный |
диаметр |
литого |
|
|
|
|
||
ядра точки 5 мм |
|
|
|
|
|
|||
Шов |
|
соединения |
|
|
|
|
||
внахлестку |
прерыви- |
|
|
|
|
|||
стый, выполняемый кон- |
|
|
|
|
||||
тактнойсваркой. |
|
|
|
|
|
|||
Ширина |
литой зо- |
|
|
|
|
|||
ны шва 6 мм. |
|
|
|
|
|
|||
Длина проваривае- |
|
|
|
|
||||
мого участка 50 мм. |
|
|
|
|
||||
Шаг 100 мм |
|
|
|
|
|
|||
Шов |
|
соединения |
|
|
|
|
||
внахлестку |
без |
скоса |
|
|
|
|
||
кромок, |
односторон- |
|
|
|
|
|||
ний, выполняемый ду- |
|
|
|
|
||||
говой полуавтоматиче- |
|
|
|
|
||||
ской сваркой в инерт- |
|
|
|
|
||||
ных газах плавящимся |
|
|
|
|
||||
электродом. |
незамкну- |
|
|
|
|
|||
Шов |
по |
|
|
|
|
|||
той линии. |
|
|
|
|
|
|
||
Катет шва 5 мм |
|
|
|
|
||||
|
|
|
|
|
|
34 |
|
|
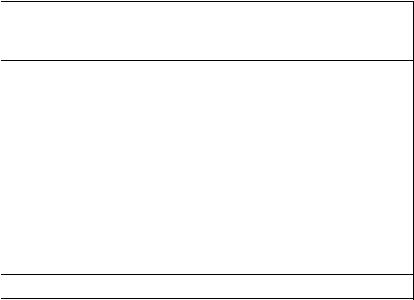
Пример условного обозначения нестандартного шва сварного соединения приведен в табл. 3.10 (ГОСТ 2.312-72 ЕСКД).
Таблица 3.10
Пример условного обозначения нестандартного шва сварного соединения
Характеристика шва |
Условное изображение и обозначение шва |
|
на чертеже |
Шов соединения без ско- |
|
са кромок, односторонний, |
|
выполняемый дуговой свар- |
|
кой при монтаже изделия |
|
|
|
3.8. Графическое обозначение материалов в сечениях
Графические изображения материалов в сечениях и на фасадах, а также правила нанесения их на чертежи устанавливаются ГОСТ 2.306-68 (с измене-
ниями от 22.06.2006 г.) ЕСКД.
Грунт естественный в сечении обозначается
Стекло и другие светопрозрачные материалы на виде (фасаде) обозначаются вертикальными штриховыми линиями в шахматном порядке
3.9. Оформление чертежа детали
Чертеж детали должен содержать достаточное число проекций (видов, разрезов, сечений, выносных элементов), полностью раскрывающих форму детали; необходимые размеры с предельными отклонениями; обозначение шероховатости поверхностей; обозначение предельных отклонений формы и расположения поверхностей, сведения о материале, термической обработке, покрытий и отделке.
Примеры оформления чертежей деталей приведены в прил. П.5 и П.6.
35
3.10. Оформление спецификаций
Спецификации составляют на отдельных листах формата А4 на каждую сборочную единицу, комплекс и комплект по ГОСТ 2.106-96 (форма 1 и 1а прил. П.7) и включают в расчетно-пояснительную записку в виде приложений.
В спецификацию вносят составные части, входящие в специфицируемое изделие, а также конструкторские документы, относящиеся к этому изделию и к его неспецифицируемым составным частям.
Спецификация в общем случае состоит из разделов, которые располагают
вследующей последовательности:
–документация;
–сборочные единицы;
–детали;
–стандартные изделия;
–прочие изделия;
–материалы;
–комплекты.
Наличие тех или иных разделов определяется составом специфицируемого изделия. Наименование каждого раздела указывают в виде заголовка в графе «Наименование» и подчеркивают.
Форма первой и последующих таблиц спецификации даны в прил. П.7 (форма 1 и1а), аобразецихзаполнениявприл. П.8.
4.ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Втехнологическом разделе дипломного проектирования (ДП) конструкторского направления разрабатывается технология изготовления детали, сконструированной или модернизированной при проектировании. В число исходных данных входят рабочие чертежи детали. Поэтому в чертежи деталей ДП необходимо включить деталь, технология производства которой разрабатывается.
4.1.Исходные данные для проектирования
1.Сборочные чертежи изделия, в состав которого входит деталь.
2.Рабочий чертеж детали с техническими условиями, нормами и другими данными, характеризующими служебное назначение детали в машине.
3.Количество деталей, подлежащих изготовлению за год.
4.Условия, в которых должен осуществляться технологический процесс (вновь проектируемый или действующий завод).
5.Состав оборудования и технологические характеристики его (если технологический процесс проектируется для действующего предприятия).
36
6.Справочная литература по технологическому оборудованию, расчетам режимов резания, нормированию, приспособлениям, инструменту.
Приразработкетехнологическогопроцессаизготовлениядеталинеобходимо:
1.Проанализировать чертежи на технологичность детали.
2.Определить годовой объем выпуска деталей (если он неизвестен), размер партии деталей и тип производства.
3.Обосновать способ получения заготовки.
4.Составить технологический маршрут обработки заготовки.
5.Определить размеры припусков на обработку двух поверхностей, а по всем остальным выбрать по таблицам.
6.Составить чертеж заготовки.
7.Определить режимы обработки и норму времени на две операции и проверить их по прочности элементов СПИД и мощности привода станка.
8.Оформить технологическую документацию: чертеж заготовки с контурами детали, а при отсутствии чертежа детали в графической части проекта – совмещенный чертеж детали с заготовкой, маршрутную карту, две операционные карты и четыре операционных эскиза.
4.2. Оформление технологических карт
Маршрутная карта (М.К.) должна содержать все операции с указанием данных по оборудованию, оснастке и другие показатели в порядке выполнения. Маршрутная карта заполняется в соответствии с ГОСТом. В ДП нет необходимости заполнения некоторых граф: номер цеха, участка, рабочего места, граф, предназначенных для архивного учета документации, внесения изменений, технологического шифра.
Основныесведенияпозаполнениюмаршрутныхкарт, приведенывтабл. 4.1.
Таблица 4.1
|
Основные сведения заполнения маршрутных карт |
||
|
|
|
|
Номер |
Наименование |
Содержание информации |
|
(условное обозна- |
|||
графы |
чение) графы |
|
|
|
Обозначение служебного символа и порядковый |
||
|
|
||
1 |
– |
номер строки. Запись выполняют на уровне одной |
|
строки, например: М02, Б04. Допускается при |
|||
|
|
указании номера строки в пределах от 01 до 09 |
|
|
|
применять вместо 0 знак Ø, например: МØ2, БØ4 |
|
|
|
Наименование, сортамент, размер и марка ма- |
|
|
|
териала, обозначение стандарта, технических |
|
2 |
– |
условий. Запись выполняется на уровне одной |
|
строки с применением разделительного знака |
|||
|
|
||
|
|
дроби « / », например: лист БОН–2,5×1000×2500 |
|
|
|
ГОСТ 19903-74/III–IV |
|
3 |
Код |
Код материала по классификатору |
|
37

Номер Наименование графы (условное обозна-
чение) графы
4 ЕВ
5 МД
6ЕН
7Н. расх.
8КИМ
9Код заготовки
10Профиль
иразмеры
11 |
КД |
|
|
12 |
МЗ |
13 |
– |
|
|
14 |
Цех |
|
|
15 |
Уч. |
16РМ
17Опер.
Код, 18 наименование
операции
Продолжение табл. 4.1
Содержание информации
Код единицы величины (массы, длины площади и т.п.) детали, заготовки, материала по классификатору СОЕВС.
Допускается указывать единицы измерения величины
Масса детали по конструкторскому документу
Единица нормирования, на которую установлена норма расхода материала или норма времени,
например: 1, 10, 100
Норма расхода материала
Коэффициент использования материала.
При автоматизированном проектировании допускается графу не заполнять Код заготовки по классификатору. Допускается
указывать вид заготовки (отливки, прокат, поковка и т.п.)
Профиль и размеры исходной заготовки. Информацию по размерам следует указывать исходя из имеющихся габаритов, например: лист
1,0×710×1420, 115×270×390 (для отливки). До-
пускается профиль не указывать Количество деталей, изготавливаемых из одной заготовки
Масса заготовки
Графа для особых указаний. Порядок заполнения графы и обязательность заполнения устанавливаются в отраслевых нормативно-технических документах Номер (код) цеха, в котором выполняется опера-
ция (не заполняется)
Номер (код) участка, конвейера, поточной линии и т.п. (не заполняется)
Номер (код) рабочего места (не заполняется)
Номер операции (процесса) в технологической последовательности изготовления или ремонта изделия (включая контроль и перемещение)
Код операции по технологическому классификатору, наименование операции.
Примечание. Допускается код операции не указывать
38
Номер Наименование графы (условное обозна-
чение) графы
19 Обозначение документа
Код,
20наименование
оборудования
21СМ
22Проф.
23 Р
24 УТ
25КР
26КОИД
27ОП
28КШТ.
Продолжение табл. 4.1
Содержание информации
Обозначение документов, инструкций по охране труда, применяемых при выполнении данной операции. Состав документов следует указывать через разделительный знак «;» с возможностью, при необходимости, переноса информации на последующие строки Код оборудования по классификатору, краткое
наименование оборудования, его инвентарный номер.
Информацию следует указывать через разделительный знак «;».
Допускается взамен краткого наименования оборудования указывать его модель.
Допускается не указывать инвентарный номер См. дополнительные сведения по операции, эскиз операции «ЭО», операционная карта «ОК» Код профессии по классификатору ОКПДТР
Разряд работы, необходимый для выполнения операции Код условий труда по классификатору ОКПДТР
и код вида нормы Количество исполнителей, занятых при выполнении операции
Количество одновременно изготавливаемых (обрабатываемых, ремонтируемых) деталей (сборочных единиц) при выполнении одной операции.
Примечание. При выполнении процесса перемещения следует указывать объем грузовой единицы – количество деталей в таре Объем производственной партии в штуках. На
стадиях разработки предварительного проекта и опытного образца допускается графу не заполнять. Примечание. При выполнении процесса перемещения в графе следует указывать объем транспортной партии, количество грузовых единиц, перемещаемых одновременно Коэффициент штучного времени при многостаночном обслуживании
39
Номер Наименование графы (условное обозна-
чение) графы
29 ТПЗ
30 ТШТ.
Наименование
31детали, сб. единицы или материала
32Обозначение, код
33ОПП
34 |
КИ |
|
|
35 |
t |
36 |
i |
37 |
S |
38 |
n |
39 |
υ |
40 |
– |
41 |
– |
42 |
– |
43 |
– |
44 |
|
45 |
ТО |
46 |
|
47 |
СОЖ |
Окончание табл. 4.1
Содержание информации
Норма подготовительно-заключительного времени на операцию Норма штучного времени на операцию.
Примечание. Допускается, в соответствии с отраслевым нормативно-техническими документами, для МК, применяемой при производстве опытного образца (опытной партии), взамен информации, предусмотренной для внесения в графы 29 и 30, вносить соответственно информацию по ТШТ.К. (норма штучно-калькуляционного времени на операцию) и Расц. (расценка на единицу нормирования, применяемая для операции)
Наименование деталей, сборочных единиц, материалов, применяемых при выполнении операции. Примечание. Допускается не заполнять строку Обозначение деталей, сборочных единиц по конструкторскому документу или материалов по классификатору (не заполняется)
Обозначение подразделения (склада, кладовой и т.п.), откуда поступают комплектующие детали, сборочные единицы или материалы; при разборке – куда поступают (не заполняется)
Количество деталей, сборочных единиц, применяемых при сборке изделия; при разборке – количество получаемых (не заполняется)
Глубина резания Число проходов Подача, мм/об
Число оборотов шпинделя Скорость резания, м/мин Наименование операции Материал детали Оборудование Оборудование
Для станков с ЧПУ – обозначение программы Норма основного времени
Информация по применяемой смазочноохлаждающей жидкости
Размеры и номера граф МК приведены в прил. П.9, а пример заполнения в прил. П.10.
40