

Учебное пособие 1937
.pdfГОСТ 2789-73 устанавливает параметры и характеристики шероховатости поверхности изделий независимо от их материала и способа изготовления (получения поверхностей).
Стандарт не распространяется на шероховатость ворсистых и других поверхностей, характеристики которых делают невозможными нормирование и контроль шероховатости имеющимися методами.
Требования к шероховатости поверхности должны устанавливаться исходя из функционального назначения поверхности для обеспечения заданного класса изделий.
Требования к шероховатости поверхности должны устанавливаться путем указания параметра шероховатости (Ra, Rz и др.), значений выбранных параметров (наибольшие, наименьшие, номинальные или диапазоны значений) и базовых длин, на которых происходит определение параметров. Если параметры Ra, Rz определены на базовой длине в соответствии с табл. 3.5, то эти базовые длины не указываются в требованиях к шероховатости. При необходимости дополнительно к параметрам шероховатости поверхности устанавливаются требования к направлению неровностей поверхности, к способу или последовательности способов получения (обработки) поверхности. В соответствии с ГОСТ 2.309-73 ЕСКД «Обозначение шероховатости поверхностей» структура обозначения шероховатости поверхности представлена на рис. 3.6.
Рис. 3.6. Структура обозначения шероховатости поверхности.
Соотношение классов шероховатости и параметров Ra, Rz дано в табл. 3.5.
|
Параметры шероховатости и классов |
Таблица 3.5 |
|||
|
|
|
|||
|
|
|
|
|
|
Класс |
Ra |
|
Rz |
Базовая |
|
шероховатости |
|
мкм |
длина, l , мм |
|
|
1 |
80; 63; 50; 40 |
|
320; 250; 200; 160 |
8,0 |
|
2 |
40; 32; 25; 20 |
|
160; 125; 100; 80 |
|
|
3 |
20; 16; 12,5; 10 |
|
80; 63; 50; 40 |
|
|
4 |
10,0; 8,0; 6,3; 5,0 |
|
40; 32; 25; 20 |
2,5 |
|
5 |
5,0; 4,0; 3,2; 2,5 |
|
20; 16; 12,5; 10,0 |
|
|
|
|
21 |
|
|
|

6 |
2,5; 2,0; 1,60; 1,25 |
10,0; 8,0; 6,3 |
0,8 |
|
7 |
1,25; 1,00; 0,80; 0,63 |
6,3; 5,0; 4,0; 3,2 |
|
|
8 |
0,63; 0,50; 0,40; 0,32 |
3,2; 2,5; 2,0; 1,60 |
|
|
|
|
Окончание табл. 3.5 |
|
|
|
|
|
|
|
Класс |
Ra |
Rz |
Базовая |
|
шероховатости |
мкм |
длина, l , мм |
|
|
9 |
0,32; 0,25; 0,20; 0,160 |
1,60; 1,25; 1,00; 0,80 |
0,25 |
|
10 |
0,16; 0,125; 0,10; 0,080 |
0,80; 0,63; 0,50; 0,40 |
|
|
11 |
0,080; 0,063; 0,050; 0,040 |
0,40; 0,32; 0,25; 0,20 |
|
|
12 |
0,040; 0,032; 0,025; 0,020 |
0,20; 0,16; 0,125; 0,100 |
|
|
13 |
0,020; 0,016; 0,012; 0,010 |
0,100; 0,080; 0,063; 0,050 |
0,08 |
|
14 |
0,010; 0,008 |
0,050; 0,040; 0,032 |
|
|
Если шероховатость поверхности изделия устанавливается по аналогии с ранее спроектированными изделиями, следует пользоваться табл. 3.6.
|
Предварительные значения параметра Ra |
Таблица 3.6 |
|||
|
|
||||
|
|
|
Ra, мкм |
|
|
Ra, мкм |
|
Класс |
|
Класс |
|
|
|
шероховатости |
0,40 |
|
шероховатости |
100 |
|
– |
|
8 |
|
50 |
|
1 |
0,20 |
|
9 |
25 |
|
2 |
0,10 |
|
10 |
12,5 |
|
3 |
0,050 |
|
11 |
6,3 |
|
4 |
0,025 |
|
12 |
3,2 |
|
5 |
0,012 |
|
13 |
1,60 |
|
6 |
– |
|
14 |
0,80 |
|
7 |
|
|
|
Как правило, для указания шероховатости следует применять параметр Ra, в особенности его предпочтительные значения, приведенные в табл. 3.6.
Шероховатость поверхности, достижимая при различных видах обработки, – с учетом ГОСТ 9378-93 «Образцы шероховатости поверхности (сравнение). Общие технические условия» приведены в табл. 3.7.
Таблица 3.7 Шероховатость поверхности, достижимая при различных видах обработки
Вид обработки |
Класс шероховатости |
|||||
|
1 2 |
3 4 |
5 |
6 |
7 8 |
9 1011121314 |
Газовая резка (машинная)
22

Опиливание
Сверление
Продолжение табл. 3.7
Вид обработки |
|
|
Класс шероховатости |
|||||||||||
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
1011121314 |
|
|
Строгание |
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
тонкое |
|
|
|
|
|
|
|
|
|
|
|
|
|
Фрезерование |
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
торцевое |
тонкое |
|
|
|
|
|
|
|
|
|
|
|
|
|
Фрезерование |
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
цилиндрическое |
тонкое |
|
|
|
|
|
|
|
|
|
|
|
|
|
Точение |
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
тонкое |
|
|
|
|
|
|
|
|
|
|
|
|
|
Растачивание |
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
тонкое |
|
|
|
|
|
|
|
|
|
|
|
|
|
Зенкерование |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Подрезка |
чистовая |
|
|
|
|
|
|
|
|
|
|
|
|
|
торцов |
тонкая |
|
|
|
|
|
|
|
|
|
|
|
|
|
Нарезание резьбы |
резцом, плашкой, леркой |
|
|
|
|
|
|
|
|
|
|
|
|
|
наружной |
гребенкой, фрезерованием |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
накатыванием |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
шлифованием |
|
|
|
|
|
|
|
|
|
|
|
|
|
Нарезание резьбы |
метчиком, резцом |
|
|
|
|
|
|
|
|
|
|
|
|
|
внутренней |
фрезерованием |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
шлифованием |
|
|
|
|
|
|
|
|
|
|
|
|
|
Обработка |
строгание, фрезерование |
|
|
|
|
|
|
|
|
|
|
|
|
|
зубьев колес |
фрезерованиечервячнойфрезой |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
шевингование |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
шлифование |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
притирка и обкатывание |
|
|
|
|
|
|
|
|
|
|
|
|
|
Анодно-механи- |
рядовая |
|
|
|
|
|
|
|
|
|
|
|
|
|
ческая обработка |
тонкая |
|
|
|
|
|
|
|
|
|
|
|
|
|
Электрохимическая |
рядовая |
|
|
|
|
|
|
|
|
|
|
|
|
|
размернаяобработка |
тонкая |
|
|
|
|
|
|
|
|
|
|
|
|
|
Электроискровая |
чистовая |
|
|
|
|
|
|
|
|
|
|
|
|
|
обработка |
тонкая |
|
|
|
|
|
|
|
|
|
|
|
|
|
Ультразвуковая обработка |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(отверстия, углубления) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шабрение |
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
тонкое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
23 |
|
|
|
|
|
|
|
|
|
|
|
|
|

Развертывание |
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
тонкое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Окончание табл. 3.7 |
|||||||||
|
|
|
|
|
|
|
|
|
||||||||||
Вид обработки |
|
|
|
Класс шероховатости |
||||||||||||||
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
1011121314 |
|
||||
Протягивание |
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
отделочное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифование |
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
плоское |
тонкое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифование |
наружное: чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
цилиндрическое |
тонкое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
внутреннее: чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
тонкое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Притирка |
чистовая |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
тонкая |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Полирование |
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
тонкое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Хонингование |
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
тонкое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Суперфиниширо- |
тонкое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
вание |
двукратное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Дробеструйная обработка |
На 1 – 2 класса ниже исходного класса |
|||||||||||||||||
Дорнование. Калибрование шариком |
На 1 – 2 |
класса |
выше |
исходного |
||||||||||||||
(отверстия) |
|
(до класса 10) |
|
|
|
|
|
|
|
|
|
|
|
|
||||
Накатывание роликом |
На 1 – 2 |
класса |
выше |
исходного |
||||||||||||||
|
|
(до класса 11) |
|
|
|
|
|
|
|
|
|
|
|
|
||||
Алмазное выглаживание |
На 2 – 3 |
класса |
выше |
исходного |
||||||||||||||
|
|
(до класса 12) |
|
|
|
|
|
|
|
|
|
|
|
|
||||
Жидкостное полирование |
На 2 – 3 |
класса |
выше |
исходного |
||||||||||||||
(гидрохонингование) |
(до класса 12) |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Электрополирование |
На 2 – 3 |
класса |
выше |
исходного |
||||||||||||||
|
|
(до класса 14) |
|
|
|
|
|
|
|
|
|
|
|
|
||||
Обозначения шероховатости поверхностей и правила нанесения их на чертежах устанавливаются ГОСТ 2.309-73 ЕСКД (ИУС: № 1 – XI/80;
№2 – XII/84 и № 3 – V/03).
Вобозначении шероховатости поверхности применяют один из знаков, изображенных на рис. 3.7.
Высота H = (1,5…5)h.
24

а) |
б) |
в) |
Рис. 3.7
В обозначении шероховатости поверхности, способ обработки которой
конструктором не устанавливается, применяют знак  ( рис. 3.7, а).
( рис. 3.7, а).
В обозначении шероховатости поверхности, которая должна быть образована только удалением слоя материала (точением, фрезерованием, шлифовани-
ем и др.), применяют знак  (рис. 3.7, б).
(рис. 3.7, б).
В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала (литьем, ковкой, штамповкой, прокатом), при-
меняют знак  (рис. 3.7, в) с указанием значения параметра шероховатости. Поверхности детали, изготовляемой из материала определенного профиля
(рис. 3.7, в) с указанием значения параметра шероховатости. Поверхности детали, изготовляемой из материала определенного профиля
и размера, не подлежащие по данному чертежу дополнительной обработке,
должны быть отмечены знаком  без указания параметра шероховатости. При указании наибольшего значения параметра шероховатости в обозна-
без указания параметра шероховатости. При указании наибольшего значения параметра шероховатости в обозна-
чении приводят параметр шероховатости без предельных отклонений, например:
 ;
;  .
.
Вид обработки поверхности указывают в обозначении шероховатости только в случаях, когда он является единственным для получения требуемого
качества поверхности, например:  .
.
При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображение не наносят (рис. 3.8).
а) |
б) |
Рис. 3.8
25
Обозначение шероховатости, одинаковой для части поверхностей изделия, может быть помещено в правом верхнем углу чертежа вместе с условным
обозначением  , например:
, например:  или
или  . Это означает, что все поверхности, на которых на изображении не нанесены обозначения шероховато-
. Это означает, что все поверхности, на которых на изображении не нанесены обозначения шероховато-
сти или знак  , должны иметь шероховатость, указанную перед условным обозначением
, должны иметь шероховатость, указанную перед условным обозначением  .
.
3.6.Обозначение материалов деталей на чертежах
Всовременном машиностроении применяется большое количество различных видов материалов: чугун, сталь, цветные металлы, пластмассы и др.
Характеристика материала, указываемая в основной надписи чертежа детали, записывается условным обозначением, установленным стандартом для этого материала.
Условные обозначения материалов подразделяются на две группы: обозначения, содержащие только качественную характеристику материала детали,
иобозначения, содержащие не только качественную характеристику материала, но и характеристику профиля сортового материала, из которого изготовляется деталь.
Условные обозначения, характеризующие только качество материала, должны содержать: 1) наименование материала; 2) марку материала; 3) номер стандарта, в котором содержится полная характеристика указанной марки материала.
Ниже приводятся примеры условных обозначений материалов деталей. Отливка из серого чугуна (по ГОСТ 1412-79):
СЧ12-28 ГОСТ 1412-79.
Отливка из углеродистой стали (по ГОСТ 977-75): Отливка из стали марки 25Л группы I:
Отливка 25Л-I ГОСТ 977-75.
Первые две цифры означают содержание углерода в сотых долях процента, буква Л – литейную сталь, римская цифра – группу стали (I – обыкновенного качества; II – повышенного качества; III – особого качества).
Сталь углеродистая обыкновенного качества (по ГОСТ 380-94):
Ст 3 ГОСТ 380-94.
Цифра 3 указывает порядковый номер стали (от 0 до 6).
Сталь углеродистая качественная конструкционная (по ГОСТ 1050-88):
Сталь 20 ГОСТ 1050-88.
Число 20 указывает среднее содержание углерода в сотых долях процента. Высококачественная легированная сталь (по ГОСТ 4543-89), содержащая
0,30 % углерода, не более 1 % хрома (Х), 3 % никеля (Н): Сталь 30 ХНЗА ГОСТ 4543-89.
Бронзы оловянистые литейные (по ГОСТ 613-79):
26
Бр ОЦСН3-7-5-1; Бр ОЦС3-12-5 ГОСТ 613-79.
Бронзы безоловянистые, обрабатываемые давлением (по ГОСТ 18175-78):
Бр АЖМц. 10-3-1,5; Бр АЖН 10-4-4 ГОСТ 18175-78.
Значение букв: А – алюминий, Ж – железо, К – кремний, Мц – марганец, Н – никель, О – олово, С – свинец, Ц – цинк. Цифры, помещенные после букв, указываютсреднеесодержаниесоставныхэлементоввпроцентах(остальное– медь).
Условные обозначения, характеризующие качественную характеристику материала (в знаменателе обозначения) и характеристику профиля (в числителе обозначения).
Примеры условного обозначения материала детали:
1) изгорячекатанойсталишестигранногопрофиляпоГОСТ8560-78 обычной точностипрокатки, размер«подключ» 22 мм, маркистали25 поГОСТ1050-88:
Шестигранник 22 ГОСТ8560 −78 ;
25ГОСТ1050 −88
2)из прутка квадратного профиля с размером стороны квадрата 40 мм по ГОСТ 2591-88, марки стали 20 по ГОСТ 1050-88:
Квадрат 40 ГОСТ2591−88 ;
20ГОСТ1050 −88
3)горячекатаная круглая сталь обычной точности прокатки (В) диаметром 20 мм по ГОСТ 2590-88, марки стали Ст3 по ГОСТ 380-94:
Круг В20 ГОСТ2590 −88 ;
Ст3 ГОСТ380 −94
4) сталь толстолистовая широкополосная (по ГОСТ 82-70) универсальная обыкновенного качества (нормальной точности Б, нормальной плоскостности ПН), маркисталиСт3 поГОСТ380-94:
Лист Б−ПН10 ГОСТ82 −70 ; Ст ГОСТ3 380 −94
5) швеллер № 12 по ГОСТ 8240-72, марки стали Ст3 по ГОСТ 380-94:
Швеллер 12 ГОСТ8240 −72 .
Ст3 ГОСТ380 −94
3.7. Условные изображения и обозначения швов сварных соединений
Условное изображение и обозначение швов сварных соединений выполняется по ГОСТ 2.312-72 ЕСКД.
Соединение деталей состоит в том, что место соединения расплавляется электродугой или пламенем специальной газовой горелки и промежуток между кромками свариваемых деталей заполняется расплавленным металлом самого электрода или особого прутка; в результате затвердевший металл в месте со-
27

единения образует сварной шов. Совокупность деталей, соединяемых с помощью сварных швов, называют сварным соединением.
Сварные швы делятся на следующие виды (рис. 3.9):
а) |
б) |
в) |
г) |
Рис. 3.9. Виды сварных швов
а) стыковые, обозначаемые буквой С (когда детали присоединяются одна к другой встык);
б) угловые, обозначаемые буквой У (когда свариваемые детали образуют
угол);
в) тавровые, обозначаемые буквой Т (когда свариваемые детали образуют форму буквы Т);
г) внахлестку, обозначаемые буквой Н (когда свариваемые детали накладываются одна на другую с перекрытием).
Чертежи сварных узлов оформляются, как чертежи сборочных единиц. Стандарт устанавливает условные изображения и обозначения швов свар-
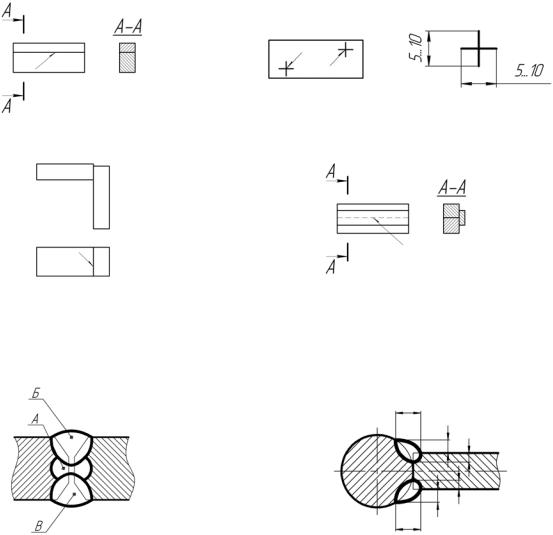
ных соединений в конструкторских документах изделий всех отраслей промышленности. Шов сварного соединения независимо от способа сварки изображают: видимый – сплошной основной линией (рис. 3.10, а, г); невидимый – штриховой линией (рис. 3.10, д).
Видимую одиночную сварную точку независимо от способа сварки условно изображают знаком «+» (рис. 3.10, б), который выполняют сплошными линиями (рис. 3.10, в). Невидимые одиночные точки не изображают. От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой (рис. 3.10). Линию-выноску предпочтительно проводить от изображения видимого шва.
На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита (рис. 3.11).
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу (рис.3.12). Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва – сплошными тонкими линиями.
28
а) |
б) |
в) |
г) |
д) |
Рис. 3.10. Условное изображение видимых и невидимых швов сварных соединений
Рис. 3.11. Обозначениемногопроходного |
Рис. 3.12. Указание конструктивных |
шва сварного соединения |
элементов нестандартного шва |
|
сварного соединения |
На изображении сварного шва условные обозначения наносятся с помощью вспомогательных знаков, которые приведены в табл. 3.8.
В условном обозначении шва вспомогательные знаки выполняются сплошными тонкими линиями. Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
Структура условного обозначения стандартного шва или одиночной сварной точки приведена на рис. 3.13. Знак выполняется сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
выполняется сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
29

Рис. 3.13. Структура условного обозначения стандартного шва или одиночной сварной точки
|
|
|
|
Таблица 3.8 |
|
Вспомогательные знаки для обозначения сварных швов |
|||
|
|
|
|
|
|
|
|
Расположение вспомогательного |
|
Вспомо- |
|
|
знака относительно полки линии- |
|
гатель- |
Значение |
|
выноски, проведенной от изобра- |
|
ный |
вспомогательного знака |
|
жения шва |
|
знак |
|
|
с лицевой |
с оборотной |
|
|
|
стороны |
стороны |
|
Усиление шва снять |
|
|
|
|
|
|
|
|
|
|
30 |
|
|