

Комплексная безопасность. Колодяжный С.А., Ситников И.В
.pdfISSN 2542-2200
Федеральное государственное бюджетное образовательное учреждение высшего образования
«Воронежский государственный технический университет»
КОМПЛЕКСНАЯ БЕЗОПАСНОСТЬ
НАУЧНЫЙ ЖУРНАЛ
Выпуск 1 (5)
Воронеж 2019

ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ
«Воронежский государственный технический университет»
ISSN 2542-2200
Журнал издается 1 раз в год
КОМПЛЕКСНАЯ БЕЗОПАСНОСТЬ
Редакционная коллегия |
С.А. Колодяжный, д-р техн. наук, профессор |
Главный редактор |
|
Ответственный секретарь |
И.В. Ситников |
Члены редакционного совета |
|
В.Н. Азаров – д-р техн. наук, профессор, заслуженный эколог РФ, лауреат премии Правительства Российской Федерации в области образования, Советник РААСН, Волгоградский государственный технический университет В.Ф. Асминин – д-р техн. наук, профессор,
Воронежский государственный лесотехнический университет имени Г.Ф. Морозова Н.В. Бакаева – д-р техн. наук, профессор, ЮгоЗападный государственный университет
О.А. Калачева – д-р биол. наук, доцент, Воронежский филиал Московского государственного университета путей сообщения Императора Николая II
А.Н. Камлюк – канд. физ.-мат. наук, полковник внутренней службы, Университет гражданской защиты Республики Беларусь В.Я. Манохин – д-р техн. наук, профессор,
действительный член Российской экологической академии, Воронежский государственный технический университет
В.Л. Мурзинов – д-р техн. наук, доцент, Воронежский государственный технический университет С.Л. Пушенко – д-р техн. наук, профессор,
Донской государственный технический университет К.А. Скляров – канд. техн. наук, доцент,
Воронежский государственный технический университет (заместитель главного редактора) Е.А. Сушко – канд. техн. наук, доцент, Воронежский государственный технический университет (заместитель главного редактора) А.Н. Чукарин – д-р техн. наук, профессор, почетный работник высшего профессионального образования Российской Федерации, Ростовский государственный университет путей сообщения Б.Р. Шакиртханов – канд. экон. наук, доцент, Алматинский технологический университет, Республика Казахстан.
Материалы публикуются в авторской редакции, за достоверность сведений, изложенных в публикациях, ответственность несут авторы.
Учредитель и издатель: ФГБОУ ВО «Воронежский государственный технический университет» Адрес учредителя и издателя: 394026 г. Воронеж, Московский просп., 14
Адрес редакции: 394006 г. Воронеж, ул. 20-летия Октября, 84, кафедра техносферной и пожарной безопасности
16+
©Комплексная безопасность, 2019
©ФГБОУ ВО «Воронежский государственный технический университет», 2019

Комплексная безопасность, Вып. 1(5), 2019 |
|
СОДЕРЖАНИЕ |
|
Е. С. Андреев, С. Д. Николенко |
|
Контроль качества сварных соединений технологических трубопроводов............................... |
4 |
Е. А. Жидко, Е. С. Попова |
|
Система оценки рискозащищенности информационных активов в системе управления |
|
деятельностью хозяйствующего субъекта................................................................................. |
12 |
Ю. В. Сычева, В. В. Колотушкин |
|
Оценка устойчивости промышленного предприятия по экологическим критериям............... |
18 |
В. С. Иванова, С. Д. Николенко, С. А. Сазонова, А. А. Осипов, Ю. В. Сычева |
|
Определение основных показателей работы пылеулавливающих средств при обеспечении |
|
безопасности труда в строительстве.......................................................................................... |
23 |
В. С. Иванова, С. Д. Николенко, С. А. Сазонова, В. Ф. Асминин, В. В. Колотушкин |
|
Анализ конструкций устройств для очистки от пыли при обеспечении безопасности труда в |
|
цехах предприятий строительной отрасли................................................................................. |
27 |
И. А. Иванова, Е. И. Головина |
|
Оптимизация схемы транспортировки твердых коммунальных отходов в г. Воронеж .......... |
39 |
А. В. Игнатов, С. Д. Николенко |
|
Обследование конструкций зданий старой застройки .............................................................. |
44 |
А. С. Меркулов, С. Д. Николенко |
|
Контроль качества бетонных покрытий дорог .......................................................................... |
52 |
Н. C. Гребенникова, С. Д. Николенко |
|
Оценка фактической прочности кирпичной кладки здания школы.......................................... |
59 |
Е. С. Гончаров, С. Д. Николенко |
|
Оценка технического состояния и определение физического износа кирпичных конструкций |
|
многоквартирного дома.............................................................................................................. |
69 |
Д. Е. Шевцова, С. Д. Николенко |
|
Расчет временных складских сооружений................................................................................. |
76 |
3
Комплексная безопасность, Вып. 1(5), 2019
УДК 624.014.078.45
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
Е. С. Андреев, С. Д. Николенко
Андреев Евгений Станиславович, Воронежский государственный технический университет, магистрант кафедры техносферной и пожарной безопасности, e-mail: eandreevjob@yandex.ru
Николенко Сергей Дмитриевич, Воронежский государственный технический университет, канд. техн. наук, профессор кафедры техносферной и пожарной безопасности, е-mail: nikolenkoppb1@yandex.ru.
В работе проведен анализ и разработаны предложения по оптимизации контроля качества сварных соединений технологических трубопроводов с использованием механизированного ультразвукового контроля методом фазированных решёток.
Основным преимуществом предлагаемого метода, кроме выявления всех имеющихся дефектов, является сохранение информации о сканировании в течении значительного времени на электронных носителях, что создаёт возможность её использования в случаях, когда возникает спорная ситуация, при возникновении инцидента, или если произошла авария.
Ключевые слова: ультразвуковой контроль, фазированная решётка, сканирование, дефект.
|
Введение. На основании проверки всех |
используется только на очень крупных объ- |
|||
технологических схем сварочного производ- |
ектах с повышенными требованиями к кон- |
||||
ства и производственного контроля, должно |
тролю. |
|
|||
быть |
выдано соответствующее |
разрешение |
Кроме того, для специалистов, прово- |
||
на проведение аттестованных видов сварки |
дящих такой контроль, должно быть прове- |
||||
[1]. |
Тщательное |
соблюдение |
требований |
дено соответствующее обучение и дополни- |
|
технологических карт обеспечивает качество |
тельная аттестация на месте производства |
||||
сварочно-монтажных работ. |
|
работ. Умение пользоваться ЭВМ и специ- |
|||
|
Одним из этапов подтверждения каче- |
альными приложениями к основным про- |
|||
ства сварных соединений, является неразру- |
граммам |
необходимое требование к спе- |
|||
шающий контроль механизированным уль- |
циалистам― |
данного ультразвукового метода |
|||
тразвуковым контролем методом фазирован- |
контроля. |
|
|||
ных решёток, кроме первоначально выпол- |
Целью исследования явилось разработ- |
||||
няемого визуально-измерительного контроля |
ка предложений по оптимизации контроля |
||||
и основного неразрушающего метода – ради- |
качества сварных соединений технологиче- |
||||
ационного контроля [2]. |
|
ских трубопроводов с использованием меха- |
|||
|
За последние несколько лет улучшение |
низированного ультразвукового контроля |
|||
в области ультразвукового неразрушающего |
методом фазированных решёток. |
||||
контроля, привело к значительному дости- |
Исследуемые образцы. Контрольное |
||||
жению в ультразвуковой обработке сигналов |
испытание проводилось на демонстрацион- |
||||
и методах построения изображений [3]. Ме- |
ных блоках настройках чувствительности по |
||||
ханизированный |
ультразвуковой контроль |
ГОСТ 32569-2013 [4]. Демонстрационные |
|||
методом фазированных решёток ещё мало |
блоки представляют собой макеты сварных |
||||
распространён на территории России. Обо- |
швов с эталонными отражателями в наплав- |
||||
рудование для такого контроля достаточно |
ленном металле, рис.1. |
||||
дорогостоящее и далеко не каждая организа- |
|
|
|||
ция способна приобрести его. Поэтому оно |
|
|
|||
© Андреев Е. С., Николенко С. Д., 2019
4
Комплексная безопасность, Вып. 1(5), 2019
Рис. 1. Вид демонстрационного блока
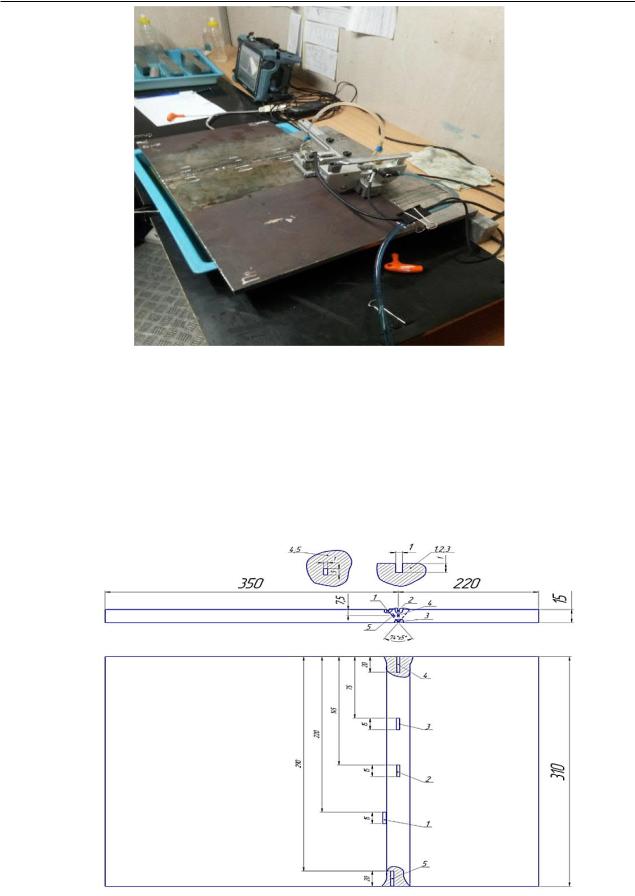
Демонстрационные блоки имеют три типа плоскостных дефектов – надрезов ЭМО (электроразрядной механической обработки), моделирующих дефекты параллельно оси сварного шва и поверхности разделки, рис. 2. Дефекты находятся на разделке или рядом с разделкой:
-поверхностный дефект на стороне эталона, представляющей поверхность наружного диаметра;
-поверхность внутреннего диаметра компонента;
-внутренний дефект.
Рис. 2. Схема демонстрационного блока толщиной 15мм (S/N 7040-17) поз. 1; 2; 3; 4; 5 – эталонные отражатели в наплавленном металле
5

Комплексная безопасность, Вып. 1(5), 2019
Браковочный уровень (временная регу- |
уровня, учитывалось поправки к чувстви- |
||
лировка чувствительности – далее ВРЧ) |
тельности, рассчитанная по формуле: |
||
устанавливался на 80% от высоты экрана |
= 20 × |
10 пдо × , |
|
дефектоскопа, используя при этом отражате- |
где Sпдо – площадь плоскодонного отвер- |
||
ли согласно ГОСТ 32569-2013 [4]. Глубина |
стия, мм; |
|
|
отражателя выбиралась вблизи эффективной |
Sn – площадь зарубки, мм; |
||
зоны при контроле и в зоне построения ВРЧ. |
N – коэффициент, выбранный в соответствии |
||
Блок ВРЧ генерирует электрические сигналы |
с п.8.8.2 ГОСТ Р 55724-2013, рис.3 [5] |
||
определённых форм. Его задача – выравнить |
Сканирование выполнялось с раздел- |
||
чувствительность |
ультразвукового прибора |
кой кромок, показанной на рис. 4. Разделка |
|
дальней зоны, получить одинаковые эхо- |
кромок на месте производства учитывалась |
||
сигналы от однотипных отражателей, кото- |
для всего плана сканирования. |
||
рые находятся на разной глубине. |
|
|
|
При использовании зарубки в качестве |
|
|
|
отражателя для |
настройки браковочного |
|
|
Рис. 3. График определения поправки к предельной чувствительности при использовании углового отражателя
Рис. 4. Схемы геометрии кромок
α=10,0±2,50; β=37,0±2,50; b=2÷4мм; c=1,5±0,8мм; e=2,0±1,5; g=28÷38мм
Методика и результаты испытаний. |
данного значения подтверждалась достовер- |
Сканирование всех сварных швов выполня- |
ность настройки прибора в допустимом диа- |
лось с коэффициентом усиления 6 дБ (на по- |
пазоне температур контрольного блока, пу- |
исковом уровне). При контактном УЗК раз- |
тём проверки глубиномера и уровня чув- |
ница температур между контрольным бло- |
ствительности. |
ком и поверхностью исследования, была в |
Исследование всего объёма зоны тер- |
пределах 14° C (25° F). При превышении |
мического влияния и сварного шва, на пред- |
6
Комплексная безопасность, Вып. 1(5), 2019
мет наличия несплошностей обеспечивалось |
протяженностью не более 5% длины сварно- |
датчиками фазированных решеток (далее |
го соединения. |
ФР) в автоматическом режиме. |
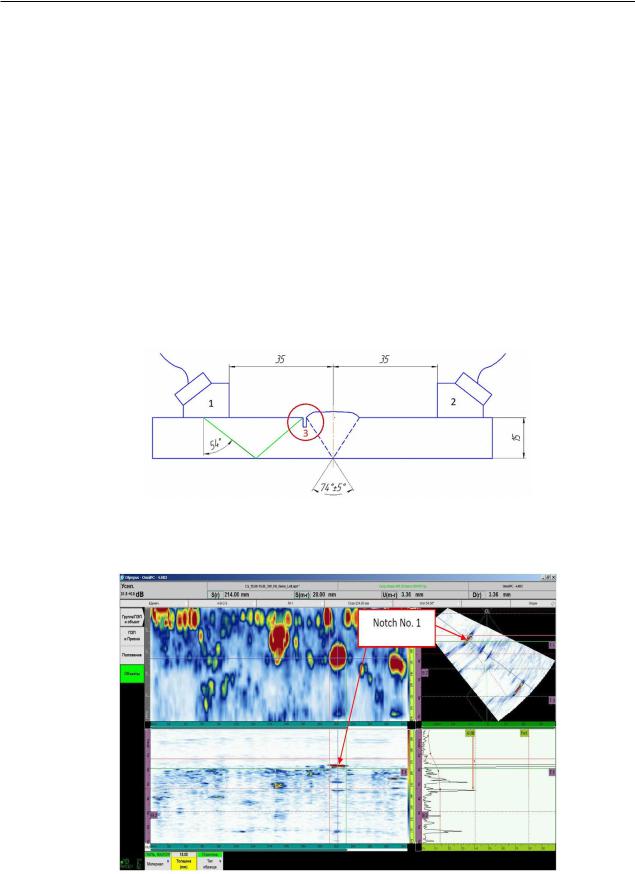
Оценка показаний, обнаруженных с |
Датчик ФР использовался с позицион- |
использованием методов фазированной ре- |
ным датчиком для каждой оси, в которой |
шетки проводилась на примере демонстра- |
требовалось движение датчика ФР. Датчик |
ционного блока с эталонным отражателем |
был откалиброван для обеспечения позици- |
«прожог на наружной поверхности», рис.5, |
онной информации от исходной стартовой |
требовало, чтобы оператор оценивал все по- |
позиции и с точностью до 1% от общего ска- |
казания, превышающие порог 50% ВРЧ. Все |
нирования длиной или 10 мм (0,4 дюйма). |
индикации, превышающие 50% уровня ВРЧ, |
Направляющие механизмы – держатели дат- |
были оценены в соответствие с критериями |
чиков (магнитные сканеры) – использова- |
оценки согласно ГОСТ 32569-2013 [4]. Ин- |
лись для обеспечения перемещения датчика |
дикации, превышающие уровень ВРЧ, счи- |
на фиксированном расстоянии от централь- |
тались не приемлемыми. |
ной линии сварного шва. |
Порог оценки отображался на экране |
Скорость сканирования была выбрана |
S-scan или B-scan, в виде четко определенно- |
такой, чтобы выпадение данных составляло |
го цвета, так, чтобы индикации можно было |
меньше 2 строк данных (2мм) и суммарной |
легко отличить от фона, рис. 6. |
Рис. 5. Схема работы демонстрационного блока 1, 2 – датчики фазированной решетки
3 – эталонный отражатель: прожог на наружной поверхности
Рис. 6. Процесс индикации дефекта
Места индикации должны определять- |
различных методов, таких как снижение ам- |
ся относительно контролируемой поверхно- |
плитуды (например, падение на 6 дБ). Для |
сти и системы координат. Измерения дефек- |
разных типов дефектов могут потребоваться |
та могут быть выполнены с использованием |
различные методы измерений. Условную |
7

Комплексная безопасность, Вып. 1(5), 2019
протяжённость точечных дефектов следует |
ся УЗК методом ФР с позиций датчика 90° |
принимать равной 6 мм. |
или (и) 270° относительно сварного шва, |
Визуальные наблюдения. В ходе ис- |
рис.8. Координата начала, длина и глубина |
пытаний проводились наблюдения за аку- |
искусственных дефектов, измеренных УЗК |
стическим контактом при испытании и отоб- |
методом ФР, были сопоставлены с искус- |
ражении сигнала на дисплее ультразвукового |
ственными дефектами в демонстрационном |
прибора, рис.7. |
блоке. |
Все обработанные искусственные де- |
|
фекты (отражатель от 1 до 5) обнаруживают- |
|
Рис. 7. Проведение контроля работы прибора
Рис. 8. Процесс фиксации дефекта прибором
8
Комплексная безопасность, Вып. 1(5), 2019
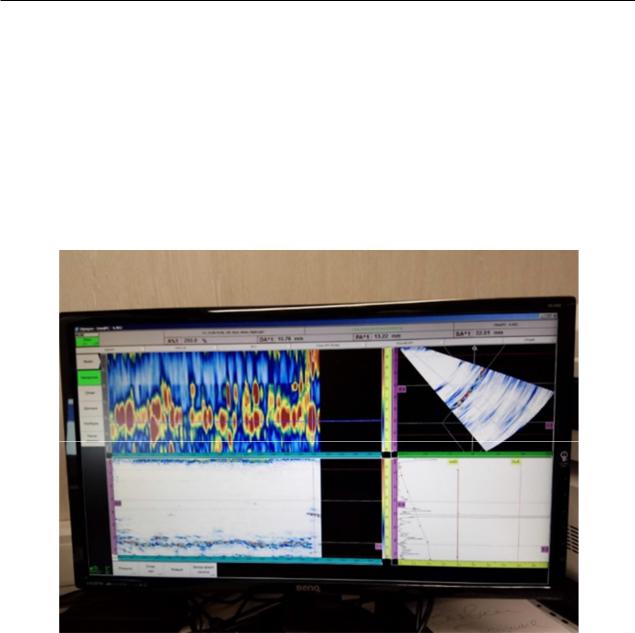
После проведения контроля, данные сканирования переносятся на платформу ЭВМ, где происходит окончательная обработка и выдача результатов с оформлением Заключений о результатах проведенного контроля. Данные сканирования переносятся на бумажный носитель, который будет храниться в составе исполнительной документации.
Применение данного метода важно для обеспечения качества сварочно-монтажных
работ и последующей безопасной эксплуатации технологических трубопроводов на заводе. Результаты исследований могут быть использованы при строительстве и эксплуатации гражданских зданий [6], для обеспечения безопасности работы оборудования на асфальтобетонных и цементных заводах [7, 8], для подтверждения мест утечек в газораспределительных системах [9], для анализа аварий грузоподъемных кранов [10].
Рис. 9. Вывод результатов сканирования на ЭВМ
Выводы. |
проведения ручного ультразвукового кон- |
1. Проведено экспериментальное ис- |
троля, где каждый дефект может быть клас- |
следование механизированного ультразвуко- |
сифицирован по субъективному мнению |
вого контроля методом фазированных решё- |
специалиста проводящего контроль. |
ток на демонстрационных блоках с искус- |
3. Исходя из результатов исследований, |
ственными отражателями. |
можно рекомендовать, в качестве практиче- |
2. В результате практически установ- |
ского применения, использование механизи- |
лено, что использование данного метода |
рованного ультразвукового контроля мето- |
контроля сварных соединений, показывает |
дом фазированных решёток при контроле |
высокий уровень раскрываемости дефектов, |
качества сварных соединений на опасных |
регистрирует каждый отдельный дефект, ко- |
производственных объектах, на которых ис- |
торый можно классифицировать, определяет |
пользуется трубопроводы, работающие под |
его конкретную протяжённость, глубину за- |
избыточным давлением. |
легания, характер, что выгодно отличается о |
|
9