

Методические указания к выполнению лабораторных работ по дисциплине «Технология электронного машиностроения». Данилов Ю.М., Акулинин С.А
.pdfФГБОУ ВО
"Воронежский государственный технический университет"
Кафедра полупроводниковой электроники и наноэлектроники
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
квыполнению лабораторных работ по дисциплине «Технология электронного машиностроения» для студентов направления 11.03.04
«Электроника и наноэлектроника» (направленность «Электронное машиностроение») очной формы обучения
Воронеж 2016
Составитель канд. техн. наук Ю.М. Данилов УДК 621.9
Методические указания к выполнению лабораторных работ по дисциплине «Технология электронного машиностроения» для студентов направления 11.03.04 «Электроника и наноэлектроника» (направленность «Электронное машиностроение») очной формы обучения / ФГБОУ ВО «Воронежский государственный технический университет; сост. Ю.М. Данилов. Воронеж, 2016. 31 с.
Методические указания содержат содержание лабораторных работ по дисциплине «Технология электронного машиностроения».
Методические указания подготовлены в электронном виде и содержатся в файле МУ по ТЭМ Т-Р наладка.pdf.
Табл. 12. Ил. 4. Библиогр.: 1 назв.
Рецензент д-р техн. наук, проф. С.А. Акулинин Ответственный за выпуск зав. кафедрой д-р физ-мат.
наук, проф. С.И. Рембеза
Издается по решению редакционно-издательского совета Воронежского государственного технического университета
© ФГБОУ ВО "Воронежский государственный технический университет", 2016
ВВЕДЕНИЕ
Лабораторные работы имеют целью закрепить и дополнить знания, полученные студентами на лекциях и при самостоятельной проработке учебной литературы. Целью данных лабораторных работ является ознакомление студентов с методикой расчета режима резания и норм времени для многорезцовых токарных станков.
1. ОРГАНИЗАЦИЯ ЗАНЯТИЙ
Лабораторные работы выполняются студентами изучающими дисциплину "Технология электронного машиностроения". Занятия в лабораториях проводятся с половиной учебной академической группы студентов (8-13 человек). Последовательность выполнения лабораторных работ указывается преподавателем на первом занятии. Выполнение каждой работы рассчитано на четыре академических часа.
Каждый студент должен иметь «Тетрадь для лабораторных работ» и заполнять ее в процессе выполнения лабораторных работ. Прежде чем преступить к выполнению лабораторных работ, каждый студент обязан изучить инструкцию по технике безопасности при работе в лаборатории, приведенную в методических указаниях, прослушать дополнительный инструктаж руководителя работ, правильно ответить руководителю работ на вопросы по технике безопасности и расписаться в «Журнале по технике безопасности», имеющемся в лаборатории кафедры. После проверки знаний по технике безопасности руководитель занятий ставит свою подпись и допускает студента к выполнению лабораторных работ по изучаемой дисциплине.
В течение выполнения лабораторных работ студент имеет право покинуть лабораторию только с разрешения преподава-теля, ведущего занятия.
Перед выполнением каждой лабораторной работы студент обязан заранее самостоятельно изучить основные теоретические положения и содержание предстоящей лабораторной работы. Для ориентации в конце каждой лабораторной работы имеется задание и содержание отчета. К выполнению работ допускаются только подготовленные студенты.
Тетрадь для лабораторных работ представляется на проверку и подпись преподавателю по окончании выполнения каждой работы, а также при сдаче зачета по лабораторным работам. Студент получает право на выполнение новой лабораторной работы только после отсчета преподавателю за предыдущую работу.
Прием зачета производится после выполнения студентом запланированного объема лабораторных работ и при условии правильного оформления, чисто и аккуратно заполненной тетради для лабораторных работ. На зачет студент является в период зачетной сессии в назначенное преподавателем время проведения зачета, с полностью оформленной тетрадью для лабораторных работ и зачетной книжкой. Для подготовки к зачету в данных методических указаниях имеются ссылки на литературу. Ориентацией при подготовке к зачету могут служить задания и содержания отчетов, приведенные в методических указаниях. При зачете преподаватель имеет право задать студенту любой вопрос, касающийся выполнения лабораторных работ.
2
2. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТ
Общий порядок выполнения лабораторных работ следующий. Преподаватель выдает студентам задание на выполнение лабораторных работ, необходимый инструмент, детали, приспособления и приборы, и указывает оборудование, на котором осуществляется лабораторная работа. Экспериментальная часть работы выполняется на станке лаборантом кафедры под наблюдением студентов, которые заносят результаты исследований в журнал, выполняют необходимые рисунки и расчеты и записывают выводы. Конкретный порядок выполнения каждой работы представлен
вданных методических указаниях.
3.ТРЕБОВАНИЯ К ОТЧЕТУ
Отсчет по лабораторной работе выполняет каждый студент в собственной тетради для лабораторных работ. Все записи в тетради должны оформляться чернилами или пастой. Чертежи, схемы и другие иллюстративные материалы могут быть выполнены карандашом на местах, выделенных среди текста. Все промежуточные расчеты должны приводиться в конце тетради для лабораторных работ в разделе «Для заметок и черновых расчетов», причем студент должен указать, к какой лабораторной работе относятся данные расчеты. Конкретное содержание отсчета по каждой лабораторной работе представлено в данных методических указаниях.
4. ТЕХНИКА БЕЗОПАСНОСТИ
Правила техники безопасности при выполнении лабораторных работ заключается в следующем.
К выполнению лабораторных работ допускаются студенты только в том случае, если с каждым из них проведен
3
инструктаж по технике безопасности преподавателем, ведущим занятия. Чтобы избежать несчастных случаев, необходимо соблюдать ниже перечисленные требования.
Включать станок и работать на нем можно только с разрешения руководителя занятия.
Перед пуском станка необходимо проверить исправность электрооборудования и заземления станка.
На рабочем месте проверить, убрана ли стружка со станка и пола, а также удалить с рабочего места все лишние предметы.
Проверить исправность предохраняющих ограждений, имеющихся на станке; ограждения должны быть надежно закреплены.
Категорически запрещается снимать ограждения во время работы.
Перед пуском опробовать работу механизмов станка вручную, при наличии дефектов устранить неисправность.
Обрабатываемая деталь и режущий инструмент должны быть надежно закреплены.
Проверить закреплены ли кулачки в патроне, не допускать максимального расхождения кулачков в патроне.
Проверить, не оставлен ли в патроне ключ.
При работе на токарных станках не разрешается стоять против патрона.
Нельзя трогать руками вращающиеся инструменты и изделия.
Не разрешается производить замеры детали во время работы станка.
Нельзя удалять стружку руками; пользуйтесь крючком, скребком или лопаткой.
Перед началом работы на станках нужно привести одежду в надлежащий порядок: подобрать волосы под головной убор (кепку, косынку и т. п.), убрать концы косынки обшлага рукавов, убрать галстук.
4
Во время работы станка не одеваться и не раздеваться вблизи станка.
Не класть одежду и тряпки на станок.
5.МЕТОДИКА ВЫПОЛНЕНИЯ ЛАБОРАТОРНОЙ РАБОТЫ
№10
"РАСЧЕТ ИЗНОСОСТОЙКОСТИ НАЛАДКИ НА ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК ПРИ МНОГОИНСТРУМЕНТАЛЬНЫХ РАБОТАХ"
5.1. Цель работы
Целью работы является ознакомление студентов с методикой расчета износостойкости наладки на токарно-револьверный станок.
5.2.Оборудование, приспособления, инструмент и приборы
5.2.1.Токарно-револьверный станок мод. 1П365.
5.2.2.Приспособления: патрон патрон быстропереналаживаемый клиновой ПБК.
5.2.3.Резцы, оснащенные пластинами из твердого сплава.
5.2.4.Скобы односторонние предельные.
5.2.5.Заготовка – штамповка, материал – заготовки сталь
45, НВ = 217, σв = 590 МПа ( 60 кГс/мм2).
5.2.6.Деталь– втулка, масса детали 2,5 кг.
5.2.7.Партия деталей 200 штук.
5.2.8.Микрокалькулятор.
5.3. Содержание операции.
Обточить, после черновой обработки начисто (Rz = 20 мкм) наружную цилиндрическую поверхность длиной 10 мм до диаметра Dd = 60 – 0,12 мм и одновременно после чернового зенкерования, обработать получистовым зенкером (Rz = 20 мкм) отверстие длиной 20 мм до диаметра dd = 40 + 0,12 мм (рис. 1). Измерительный инструмент: для измерения наружной цилиндрической поверхности
– скоба односторонняя предельная, для измерения длины наружной
5
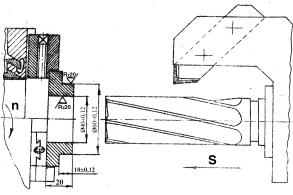
цилиндрической поверхности - шаблон односторонний, для измерения отверстия – калибр – пробка гладкая двусторонняя.
5.4. Характеристика режущих инструментов.
Для обработки наружной цилиндрической поверхности применяется резец токарный проходной прямой правый, тип из твердого сплава марки Т15К6, сечение державки В х Н = 16 х 25, значения углов = 600, 1 = 150. Для обработки отверстия используется зенкер получистовой с числом зубьев Z = 3 и
параметрами: = 150, = 80, = 600, 0 = 300, = 250 (табл. 3 и 4).
Рис. 1. Позиция токарно-револьверного станка 5.5. Глубина резания
Глубина резания определяется как величина припуска на сторону: для чистового обтачивания tp = Zв1 = 1,8 мм, для зенкерования tз = Zв2 = 1,7 мм.
5.6. Подача на оборот детали Подача на оборот детали для чистого точения стали, при
высоте неровностей поверхности Rz = 20 мкм и радиусе при вершине резца r = 0,5 мм
Sp = - 0,06 + 0,0123 Rz + 0,08 r + 0,0013 Rz r;
Sp = - 0,06 + 0,0123 20 + 0,08 0,5 + 0,0013 20 0,5 = 0,24 мм/об.
Для других резцов (табл. 5).
Подача для зенкерования
Sз = Cзd0,6з;
Sз =0,14 400,6 = 1,28 мм/об.
6

Резец и зенкер работают одновременно и для получения требуемой шероховатости обработанной поверхности Rz = 20 мкм, как наружной цилиндрической, так и отверстия, необходимо применять наименьшую из подач, которой является расчетная подача для резца
Sрасч = Sp = 0,24мм /об < 1,28 мм /об = Sз
Определенная подача корректируется по паспортным данным станка. Для токарно-револьверного станка мод.1П365 (Smax = 2,7 мм/об; Smin = 0,09 мм/об) и число ступеней подач m = 11 (табл. 1).
Диапазон регулирования подач станка определяется по формуле
m 1 Smax
Smin
m 1 27 30 0,09
Ближайшее значение для 10ст., определенное по табл. 2, равно: 10ст = 32. Стандартный знаменатель = 1,41.
Так проводится расчет стандартного знаменателя, если табличное значение знаменателя 10ст не превышает расчетное. Однако, ближайшее табличное 10ст = 30 , а меньшее табличное значение 9ст = 22,56 намного меньше расчетного. Конструктивные особенности станка не позволяют получить нормализованное значение знаменателя по приведенной выше формуле, поэтому расчет проводится по другой формуле с помощью таблиц в дробных показателях степеней
|
|
|
|
|
|
1 |
|
||
|
|
|
|
|
|
m 1 |
|
||
|
|
|
Smax |
|
|||||
|
|
|
|||||||
|
|
Smin |
|
||||||
|
|
27 |
|
1 |
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
11 1 |
|||||||
|
|
|
|
|
|
|
1,41. |
||
0,09 |
|
|
|||||||
|
|
|
|
|
|
|
|||
7

Стандартный знаменатель равен рассчитанному ранее. Следовательно, определенный ранее знаменатель является правильным.
x Sрасч ;
Smin
x 0,24 2,66. 0,09
По табл. 2, в графе, соответствующей = 1,41, находится ближайшее меньшее число 2 = 2. скорректированная по станку подача, с которой деталь обрабатывается одновременно резцом и зенкером, определяется по формуле
Sст Smin x;
Sст 0,09 2 0,18 мм/об.
5.7. Скорость резания при обработке отверстия зенкером
|
V |
C dqv |
K |
|
; |
|
|
v |
d |
|
|||
|
Tm txv Syv |
|
||||
|
з |
|
v |
|
||
|
|
з з |
ст |
|
|
|
Vз |
18 400,6 |
1,364 127 м/ мин. |
||||
500,25 170,2 |
180,3 |
|||||
5.8. Частота вращения детали
|
|
n |
расч. |
|
1000 Vз |
; |
||
|
|
|
|
|
dd |
|||
nрасч. |
|
1000 127 |
1011об/ мин. |
|||||
3,14 40 |
||||||||
|
|
|
|
|||||
Расчетная частота корректируется по паспорту станка. Пределы чисел оборотов шпинделя токарно-револьверного станка
8