

ФГБОУВПО
«Воронежский государственный технический университет»
Кафедра автоматизированного оборудования машиностроительного производства
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к выполнению лабораторных работ
по дисциплине “Технология машиностроения”
для студентов экономических специальностей
всех форм обучения
Воронеж 2011
Составители: канд. техн. наук В.М. Пачевский,
канд. физ.-мат. наук С.Н. Яценко,
канд. пед. наук С.В. Сафонов
УДК 621.01
Методические указания к выполнению лабораторных работ по дисциплине “Технология машиностроения” для студентов экономических специальностей всех форм обучения / ФГБОУВПО «Воронежский государственный технический университет»; сост. В.М. Пачевский, С.Н. Яценко, С.В. Сафонов. Воронеж, 2011. 24 с.
В методических указаниях представлены подробные теоретические сведения по темам выполняемых лабораторных работ: дан порядок расчета режимов и сил резания, правила заполнения информационно-технологических карт и составления технологических схем сборки. Изложен ход выполнения каждой работы, определены содержания отчетов и контрольные вопросы.
Методические указания предназначены также для самостоятельной работы студентов.
М етодические
указания подготовлены в электронном
виде в текстовом редакторе MS
WORD и содержатся в файле
МУ_ЛР_ТМС.
етодические
указания подготовлены в электронном
виде в текстовом редакторе MS
WORD и содержатся в файле
МУ_ЛР_ТМС.
Ил. 6. Табл. 4. Библиогр.: 4 назв.
Рецензент д-р техн. наук, проф. А.Н. Осинцев
Ответственный за выпуск зав. кафедрой профессор В.М. Пачевский
Издается по решению редакционно-издательского совета Воронежского государственного технического университета
© ФГБОУВПО «Воронежский государственный технический университет» 2011
Л абораторная
работа № 1
абораторная
работа № 1
Определение деформаций обрабатываемых деталей под влиянием сил резания
(время выполнения – 4 часа)
1. Цель работы
Изучить методику расчета величины деформации обрабатываемых деталей с последующей экспериментальной проверкой.
2.Оборудование, приспособление, инструменты и приборы
1. Токарно-винторезный станок 1К62.
2. Центры передней и задней бабок.
3. Проходной резец с углом в плане 45. Материал
режущей части Т15К6.
4. Заготовки.
5. Микрометр.
6. Микрокалькулятор
3. Общие методические указания
При обработке заготовок на МРС силы резания воздействуют на детали станка, приспособлений, обрабатываемую деталь, вследствие чего происходит деформация всей технологической системы. Положение режущей кромки инструмента относительно обрабатываемой поверхности меняется (происходит отжим инструмента), появляются отклонения от требуемой формы детали - погрешности обработки.
Как правило, в системе «станок – приспособление - инструмент – заготовка» деформация обрабатываемой детали существенно больше деформации остальных ее составляющих. Она и влияет в основном на точность обработки.
Величину деформации вала при его точении можно приблизительно определить как для случая изгиба балки. При этом расчетные схемы и формулы для вычисления прогибов вала под действием сил резания зависят от способов его установки и закрепления на станке.
Рассмотрим несколько случаев.
3.1. Обтачивание вала, установленного в патроне станка (рис. 1.1).
В качестве расчетной схемы для определения деформации изгиба принимают консольную балку с жесткой заделкой, нагруженную сосредоточенной силой. Вылет балки l меньше длины вала. Прогиб вала в точке контакта с резцом определяется по формуле
![]()
![]() ,
мм
,
мм
где Е - модуль упругости первого рода (для стали Е = 2000 кг/мм);
J - осевой момент инерции поперечного сечения вала.
Для вала с круглым сечением
![]() ,
мм4
,
мм4
где d - диаметр прутка, мм
Максимальный прогиб под резцом (отжим) будет при крайнем правом положении инструмента (X = L)
![]() ,
мм
,
мм
К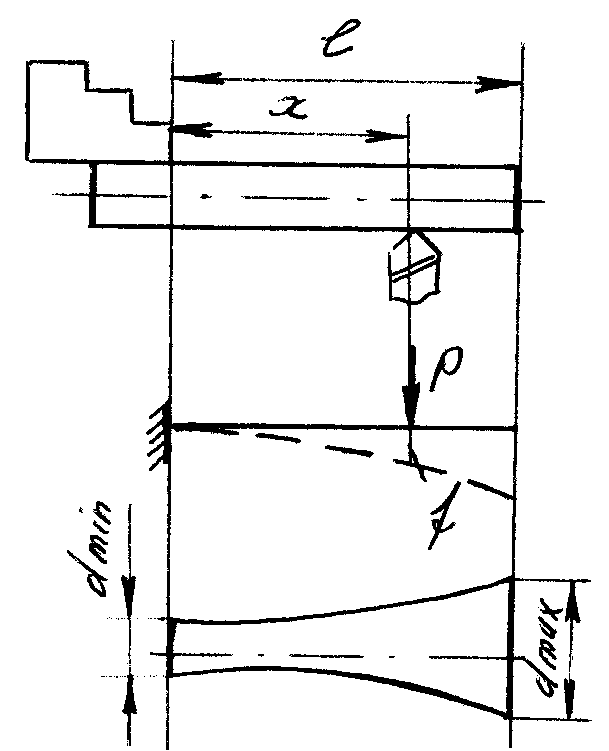 онусообразная
форма обточенной части вала показана
на рис.1.1.
онусообразная
форма обточенной части вала показана
на рис.1.1.
Рис. 1.1
3.2. Обтачивание вала, установленного в патроне и поджатого задним центром (рис. 1.2).
Расчетной схемой будет являться статически неопределимая двухопорная балка, жестко заделанная одним концом и шарнирно опертая другим. Длина балки меньше длины вала.
Прогиб под резцом:
 .
.
Максимальным прогиб становится, когда резец находится в сечении
![]() ,
,
![]()
Б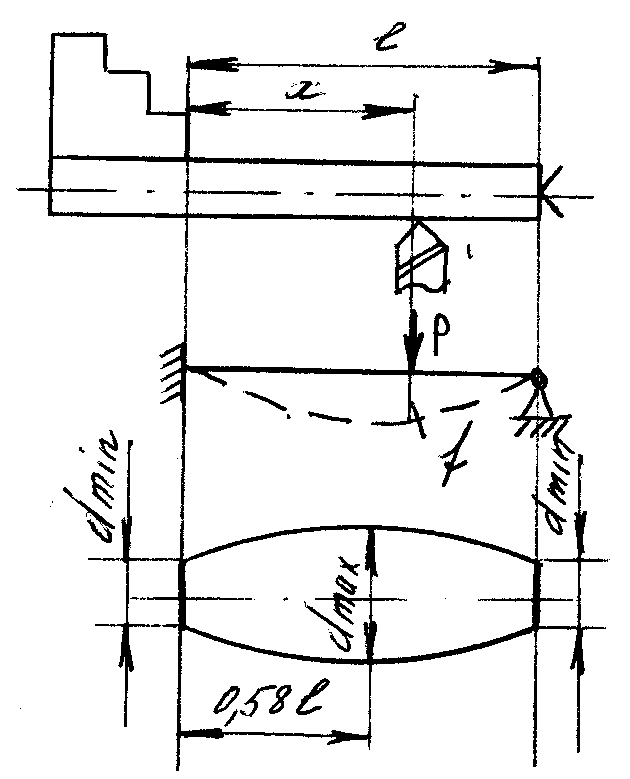 очкообразная
форма обточенного участка показана на
рис. 1.2.
очкообразная
форма обточенного участка показана на
рис. 1.2.
Рис. 1.2
3.3. Расчет режимов резания и радиальной составляющей силы резания.
Составляющие силы резания, вызывающие изгиб заготовки, показаны на рис.1.3. Радиальная составляющая Рy направлена по радиусу к оси вращения заготовки. Она вызывает изгиб вала в плоскости Х0y, при этом глубина резания уменьшается на величину прогиба заготовки под резцом в этой плоскости. Тангенциальная составляющая Рz направлена по касательной к вращающейся заготовке. Она изгибает заготовку в плоскости Хoz и глубина резания практически не меняется. Осевая составляющая силы резания Рx направлена вдоль оси вращения заготовки. Влиянием тангенциальной и осевой составляющей сил резания на точность обработки можно пренебречь.
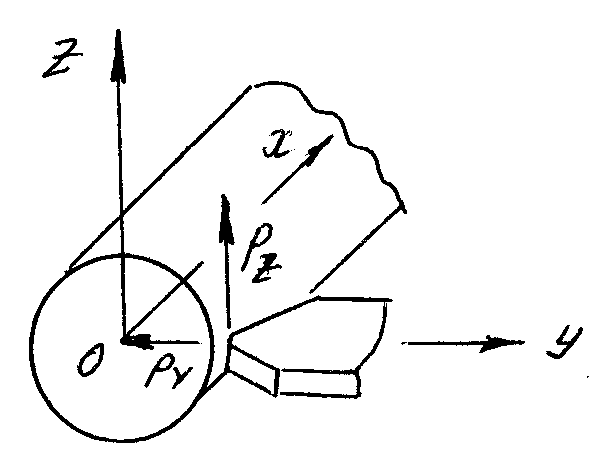
Рис. 1.3
Сила Рy определяется по обычной методике:
а) глубину резания t определяют по формуле
![]()
t = 0,5 мм.
б) подача при черновой обработке и заданной выше глубине резания [3, с. 266, табл. 11]
![]() мм/об
мм/об
в) скорость резания (м/мин)
 ,
,
где Т - стойкость инструмента в мин [3, с. 268]
Cv, m, Xv, Yv - табличные постоянные [3, с. 269, табл.17]
Kv - поправочый коэффициент на скорость резания. Находят как произведение ряда коэффициентов
![]() ,
,
где Кm - учитывает качество обрабатываемого материала,
[3, с. 261, табл. 1];
Kn - учитывает состояние поверхности заготовки,
[3, с. 263, табл. 5];
Ки – учитывает марку материала режущей части инструмента, [3, с. 263, табл. 6]
г) число оборотов:
![]() ,
об/мин
,
об/мин
Число оборотов необходимо скорректировать по паспорту станка и затем определить фактическую скорость резания.
Радиальная составляющая силы резания при наружном продольном точении [3, с. 271]:
![]() ,
,
Значения Ср, Хр, Yp, np находятся из таблиц [3, с.273, табл. 22]; а поправочный коэффициент [3, с. 275];
![]() ,
,
где Км - поправка на качество материала заготовки [3, с.264, табл. 9,10];
![]() -
коэффициенты, учитывающие геометрические
параметры резца [3, с. 275, т. 23].
-
коэффициенты, учитывающие геометрические
параметры резца [3, с. 275, т. 23].