

4. Технологическая оснастка
для ультразвуковой размерной обработки
4.1 Дополнительный инструмент
Колебательные системы ультразвуковых станков используются в технологических процессах размерной обработки хрупких материалов, для интенсификации операций резания при лезвийной и абразивной обработке, для ультразвукового упрочнения, удаления заусенцев, полирования деталей.
При размерной обработке обрабатывающим инструментом является абразив, подаваемый в рабочую зону в виде суспензии (смесь зерен и жидкости), а дополнительным инструментом (далее просто инструментом) служит твердый носитель формы углубления (отверстия, полости и др.).
Схема ультразвукового прошивания отверстий приведена [1] на рис. 4.1.
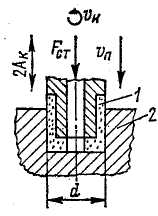
Рис. 4.1.
Здесь (рис. 4.1) инструменту 1 сообщают колебания с амплитудой 2Ак в направлении заготовки 2 с осевой подачей Vn и силой прижима Fст. Возможно также (для круглых отверстий) вращение инструмента 1 (или заготовки 2) со скоростью Vи. Подача суспензии выполняется через центральное отверстие инструмента.
Как показано в [1] в хрупких материалах возможно получение сквозных и глухих отверстий диаметром (d) до 20 мм и глубиной до 400 мм.
Для чистовых и отделочных операций применяют инструменты со свободным и связанным абразивом (бруски, диски и др.).
На рис. 4.2 показаны конструкции инструментов для ультразвуковой обработки (УЗО).
Инструменты (рис. 4.2) содержат корпус (1 или 5) абразивный инструмент (2, 4 или 6). Они соединены с концентратором 3, который тоже может быть дополнительным инструментом.
На рис. 4.2, а приведен инструмент для сверления или прошивки, работающий со свободным абразивом или со связанным абразивным слоем.
Для схемы шлифования применяют инструмент (рис. 4.2, б), имеющий кольцо с алмазным или абразивным слоем (4), или работающий с абразивной суспензией. Инструмент имеет вращение с частотой до 45 1/сек.
Инструмент на рис 4.2, в имеет геометрию хона (5) с брусками 6, перемещаемыми во время обработки в радиальном направлении.
На рис. 4.2, г показан инструмент для доводки круглых участков деталей с последовательным перемещением его вдоль зоны обработки. Аналогичный инструмент (рис. 4.2, д) приведен для локальной доводки и полирования местных частей, например шпоночных пазов инструмент устанавливается в станок цилиндрическим хвостовиком 7.
Конструкция головки для УЗО отверстий с наложением тока приведена на рис. 4.3.
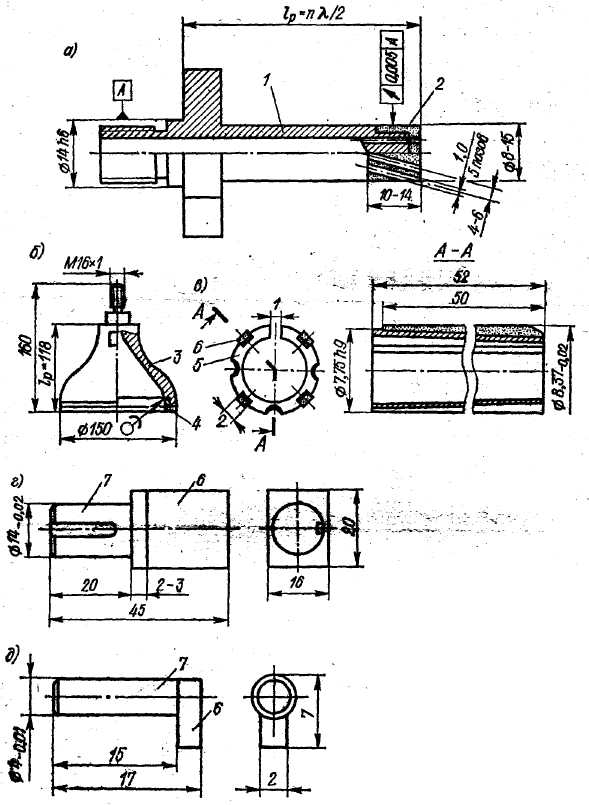
Рис. 4.2
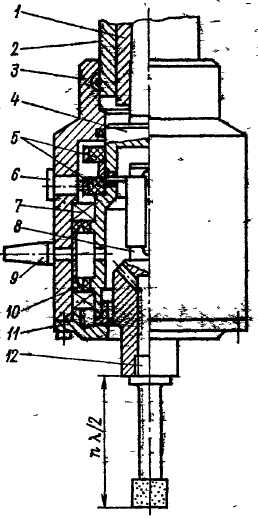
Рис. 4.3
На рис. 4.3 головка соединена со шпинделем 1 сверлильного станка через пиноль 2. Она содержит корпус 3, шпиндель 4, коллектор 5 с токосъемными кольцами, щетки 6, подшипник 7, колебательную систему 8, штуцер для подвода жидкости 9, уплотнение 10 и корпус 11со шпинделем 12, имеющим на конце абразивное кольцо.
4.2. Рабочие среды
В качестве рабочей среды при размерной ультразвуковой обработке используется абразивное или алмазное зерно, закрепленное на инструменте, или подаваемое в зону обработки в виде суспензии.
Тип абразива, его концентрация сильно влияют на производительность, точность и качество ультразвуковой размерной обработки. Зерна абразива выполняют функции режущего инструмента, поэтому они по твердости должны хотя бы не уступать обрабатываемому материалу.
Для ультразвуковой обработки обычно применяют карбид бора, который хорошо смачивается водой и благодаря сравнительно небольшой плотности удовлетворительно переносится жидкостью. Другие абразивные материалы — карбид кремния, электрокорунд — применяются лишь для изготовления деталей из стекла, германия и материалов, которые хорошо обрабатываются ультразвуковым методом. Если производительность обработки стекла карбидом бора принять за единицу, то производительность обработки карбидом кремния равна 0,8…0,85, а электрокорундом — 0,7…0,75.
В качестве жидкости, несущей абразив,
обычно используют воду, обладающую
малой вязкостью, удовлетворительной
смачивающей способностью и хорошими
охлаждающими свойствами. В воду
целесообразно добавлять ингибитор
коррозии. Использование добавок,
оказывающих химическое
Параметры ультразвуковой обработки существенно зависят от среднего размера зерен абразива (под размером зерна понимают его средний диаметр). Уменьшение размеров абразивных зерен вызывает снижение производительности, особенно если размер зерна меньше амплитуды колебаний. С другой стороны, чем меньше зерно, тем выше точность изготовления. В процессе работы происходит интенсивное дробление абразивных зерен, поэтому производительность в начале обработки может быть до 3 раз больше, чем в конце.
На производительность в значительной степени влияет концентрация абразива в суспензии. При оптимальной концентрации по всей обрабатываемой поверхности укладывается один слой зерен абразива. При чрезмерной концентрации суспензии в рабочей зоне абразив будет располагаться в несколько слоев и эффективность процесса снижается, так как увеличивается доля работы, идущей на диспергирование самих зерен. Характеристики абразивного материала приведены в табл. 4.1.
Таблица 4.1.
Абразивные материалы для УЗО
Материал |
Состав (основной) |
Относительная режущая способность |
Твердость по шкале Мооса |
Плотность ρ, г/см3 |
Эльбор |
BN |
1,1 |
11 |
3,45 |
Порошки алмазные |
С |
1 |
10 |
3,5 |
Карбид бора |
В4С |
0,5—0,6 |
9 |
2,5 |
Карбид кремния |
SiC |
0,25—0.45 |
9 |
3,2 |
Электрокорунд |
А12О3 |
0,14 — 0,16 |
8 |
3,9 |
Используются также алмазные материалы (табл. 4.2).
Таблица 4.2.
Характеристики алмазных порошков, используемых при УЗО
Обрабатываемый материал |
Алмазный порошок |
|
марка |
зернистость |
|
Минералокерамика, рубин |
АС15 АС20 |
200/250 – |
Стекло |
АС6 АС15 |
160/125 – |
В [1] указывается на возможность интенсификации ультразвуком процесса химического травления и рекомендуются безабразивные растворы, приведенные в табл. 4.3.
Таблица 4.3. Химические растворы для травления металлов в ультразвуковом поле
Состав и массовое содержание в нем компонентов |
Область применения |
Азотная кислота – 3-6%, вода – остальное |
Заготовки из углеродистых сталей (масса заготовок до 200 г) |
Кислота серная – 40-50 мл, кислота соляная – 25-30 мл, олово сернокислое – 0,5 г |
Заготовки из стали (мелкие винты, гайки и т.д.) |
Хромовый ангидрид – 300 г, серная кислота – 50 мл, ортофосфорная кислота – 100 мл |
Заготовки из меди и ее сплавов. Раствор разбавляют водой в соотношении (1:4) – (1:8) |
Едкий натр (кали) – 100 г, никель сернокислый – 0,5 г, вода – 900 мл |
Заготовки из алюминиевых сплавов |
4.3. Конструкция инструментов для металлорежущих станков
Для интенсификации процессов резания используют инструменты со стандартной рабочей частью, но более прочным креплением к колебательной системе, применяемой на металлорежущем станке. В качестве примера приведен осевой инструмент (рис. 4.4), где инструментом может быть сверло, зенкер, метчик.
Рабочая часть имеет стандартную форму (возможно снижение наружного диаметра на величину "уширения" отверстия при ультразвуковых колебаниях), а хвостовик 2 снабжен резьбовым переходником или крепится к колебательной системе неразборным соединением (пайкой, склеиванием и др.).
Конструкции инструментов для ультразвукового упрочнения, сварки, очистки, снятия заусенцев приведены в [1].
Вопросы для самопроверки
Что входит в состав дополнительного инструмента при размерной УЗО?
Покажите схему ультразвукового прошивания свободным абразивом.
Покажите конструкцию инструмента для ультразвукового (УЗ) сверления (прошивки).
Покажите схему инструмента для ультразвукового шлифования.
Покажите схему инструмента для УЗ хонингования.
Покажите схему инструмента для УЗ доводки круглых участков деталей.
Покажите схему инструмента для УЗ локальной доводки.
В чем особенности УЗ головки для комбинированной обработки с наложением тока.
Какие рабочие среды применяют при УЗО?
Какие характеристики абразивных порошков необходимо учитывать при УЗО?
Что понимается под интенсификацией УЗ процесса травления металлов?
Какие особенности имеет инструмент для металлорежущих станков при УЗ интенсификации процесса?