

ГОУВПО «Воронежский государственный технический университет»
Кафедра «Радиоэлектронные устройства и системы»
РАСЧЕТ И КОНСТРУИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ ДЛЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИОННЫХ ДЕТАЛЕЙ РАДИОАППАРАТУРЫ ИЗ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ МЕТОДОМ ШТАМПОВКИ. РАСЧЕТ ИСПОЛНИТЕЛЬНЫХ РАЗМЕРОВ ВЫТЯЖНОГО ШТАМПА
Методические указания
к лабораторной работе № 1 по курсу « Автоматизация технологических процессов производства аппаратуры средств связи» для студентов специальности 210201 «Проектирование и технология радиоэлектронных средств» очной формы обучения
Воронеж 2008
Составитель канд. техн. наук В.З. Курцев
УДК 658.52.011.56
Расчет и конструирование технологической оснастки для изготовления конструкционных деталей радиоаппаратуры из металлических материалов методом штамповки. Расчет исполнительных размеров вытяжного штампа: Методические указания к выполнению лабораторной работы № 1 по курсу «Автоматизация технологических процессов производства аппаратуры средств связи» для студентов специальности 210201 «Проектирование и технология радиоэлектронных средств» очной формы обучения/ ГОУВПО «Воронежский государственный технический университет»; сост. В.З. Курцев. Воронеж, 2008. 22 с.
В работе рассмотрены основные технологические требования, предъявляемые к деталям, изготовленным методом вытяжки, а также конструкция вытяжного штампа. Описываются порядок расчета исполнительных размеров пуансона и матрицы вытяжного штампа, порядок расчета размеров плоской исходной заготовки. В процессе выполнения работы студенты осваивают методику технологического исследования чертежа детали, а также приобретают навыки проектирования штампов холодной листовой штамповки.
Методические указания подготовлены в электронном виде в текстовом редакторе MS WORD и содержится в файле МУ СГ НГД.doc.
Ил. 16. Библиогр.: 7 назв.
Рецензент д-р физ.-мат. наук, профессор Ю.С. Балашов
Ответственный за выпуск зав. кафедрой, д-р физ.-мат. наук, профессор Ю.С. Балашов
Издаётся по решению редакционно-издательского совета Воронежского государственного технического университета
ГОУВПО «Воронежский государственный технический университет», 2008
1. ОБЩИЕ УКАЗАНИЯ ПО ВЫПОЛНЕНИЮ РАБОТЫ
1.1. Цель работы
Целью работы является изучение технологических требований к деталям, полученным вытяжкой; ознакомление с конструкцией вытяжного штампа; освоение методики расчета исполнительных размеров пуансона и матрицы вытяжного штампа.
1.2. Общая характеристика содержания работы
Для изготовления средств связи используются полые круглые и прямоугольные коробчатые детали с фланцем и без него с различными выдавками и отверстиями. Получение таких деталей возможно методами холодной штамповки, в частности вытяжкой. Под вытяжкой понимают процесс образования полой заготовки или детали из плоской исходной листовой заготовки. Вытяжка является формоизменяющей операцией, в процессе которой плоская заготовка путем пластической деформации превращается в объемную деталь.
Источником информации для подготовки к лабораторной работе является техническая литература по холодной штамповке, перечень ГОСТ(ов), а также чертежи деталей, применяемых для изготовления радиоэлектронных средств связи.
2. ДОМАШНЕЕ ЗАДАНИЕ И УКАЗАНИЯ ПО ЕГО ВЫПОЛНЕНИЮ
2.1. Домашнее задание
С помощью литературы /1, 3/ ознакомиться с показателями технологичности деталей, полученных вытяжкой. Ознакомиться с порядком расчета исполнительных размеров пуансона и матрицы вытяжного штампа.
2.2. Вопросы к домашнему заданию
Какие технологические требования предъявляются к деталям, полученным вытяжкой ?
Какие существуют способы расчета размеров плоских заготовок ?
Классификация вытянутых деталей (цилиндрические, прямоугольные низкие, высокие).
Значение прижима при вытяжке. Расчет усилия прижима и вытяжки.
3. Лабораторное задание и методические указания по его выполнению
1. Произвести анализ технологичности детали ШИ9.312.113 «Экран» (рис. 1).
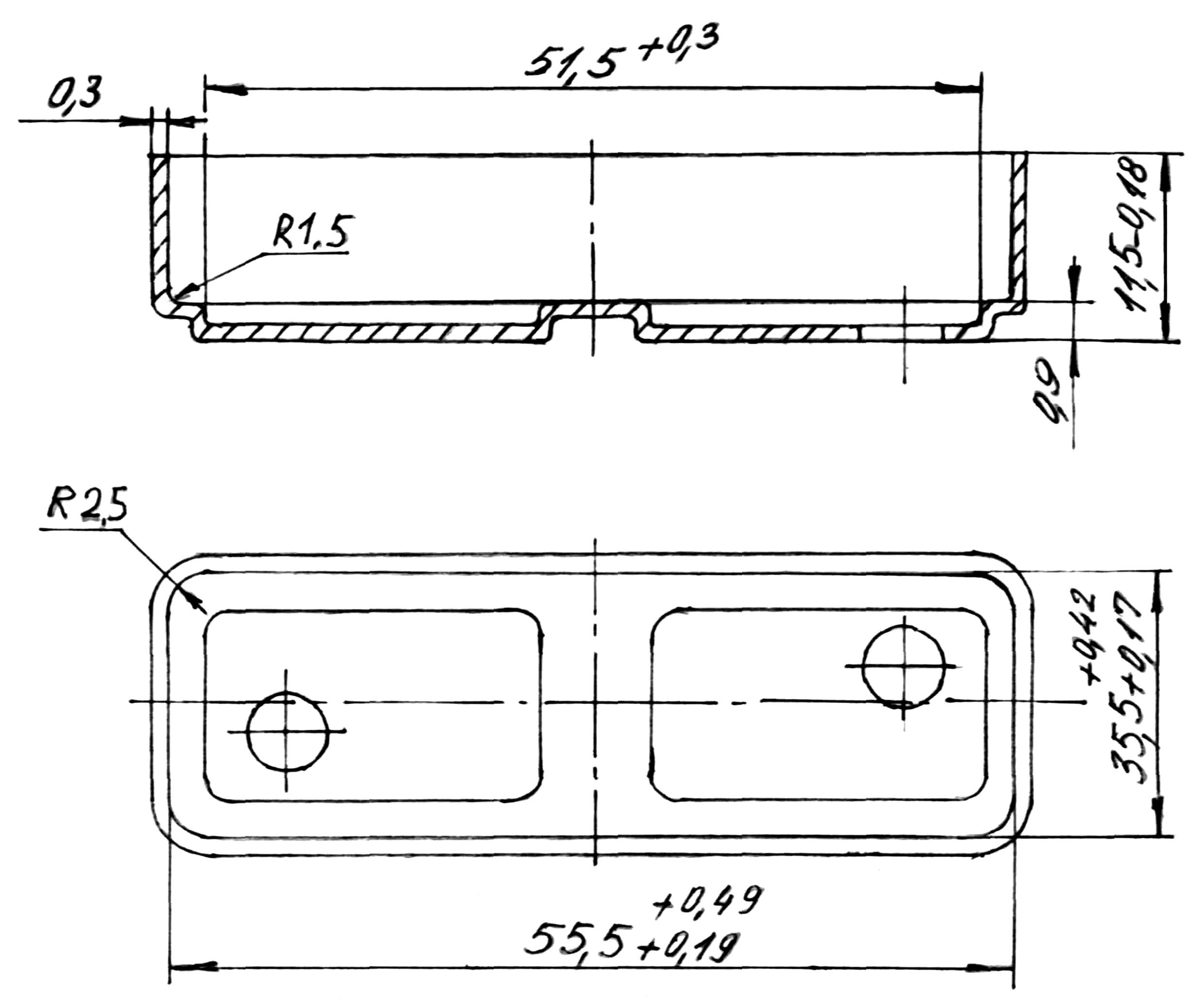
Рис. 1. «Экран» ШИ9.312.113
2.
Рассчитать диаметр плоской заготовки
для детали ШИ9.280.155 «бобышка» (рис. 2).
Материал: лист
![]() .
.
3. Рассчитать количество операций для вытяжки детали ШИ9.280.155 «бобышка».
4. Рассчитать исполнительные размеры пуансона и матрицы вытяжного штампа на деталь ШИ9.280.155 «бобышка».
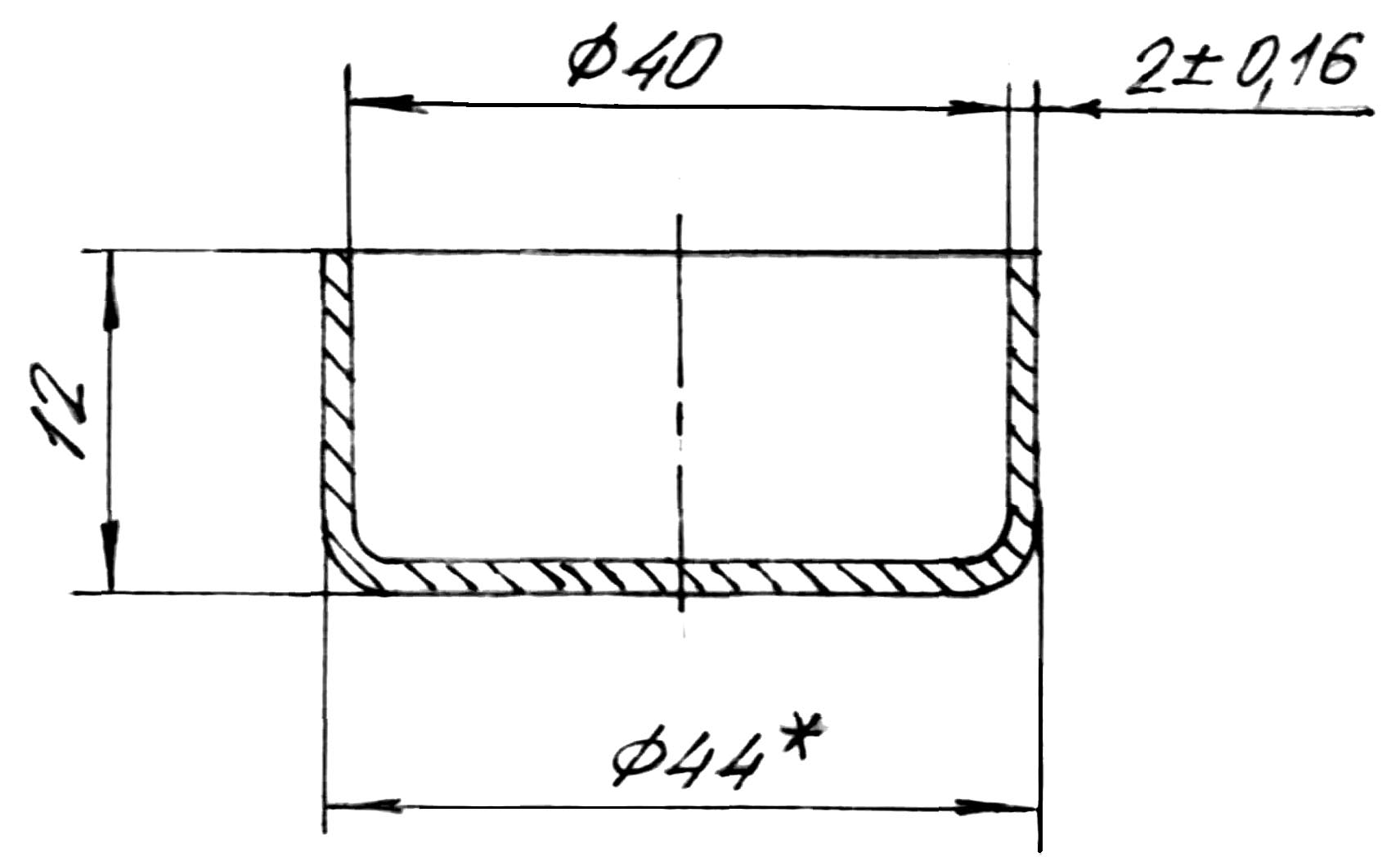
Рис. 2. Деталь ШИ9.280.155 «бобышка».
* Размер для справок
3.1. Требования к технологичности деталей, изготавливаемых вытяжкой
Основным требованием к деталям, изготавливаемым вытяжкой, является наличие плавных сопряжений между стенками, а также между стенками и дном детали (рис. 3, 4).
Оптимальные значения радиусов сопряжений в круговых цилиндрических и прямоугольных коробчатых деталях в зависимости от толщины материала заготовки приведены в /3, с. 52/:
между
дном и стенкой
![]() ;
;
между
фланцем и стенкой
![]() для круговых цилиндрических деталей;
для круговых цилиндрических деталей;
между
дном и стенкой
![]() ;
;
между
стенками (радиус в плане)
![]() для прямоугольных коробчатых деталей.
для прямоугольных коробчатых деталей.
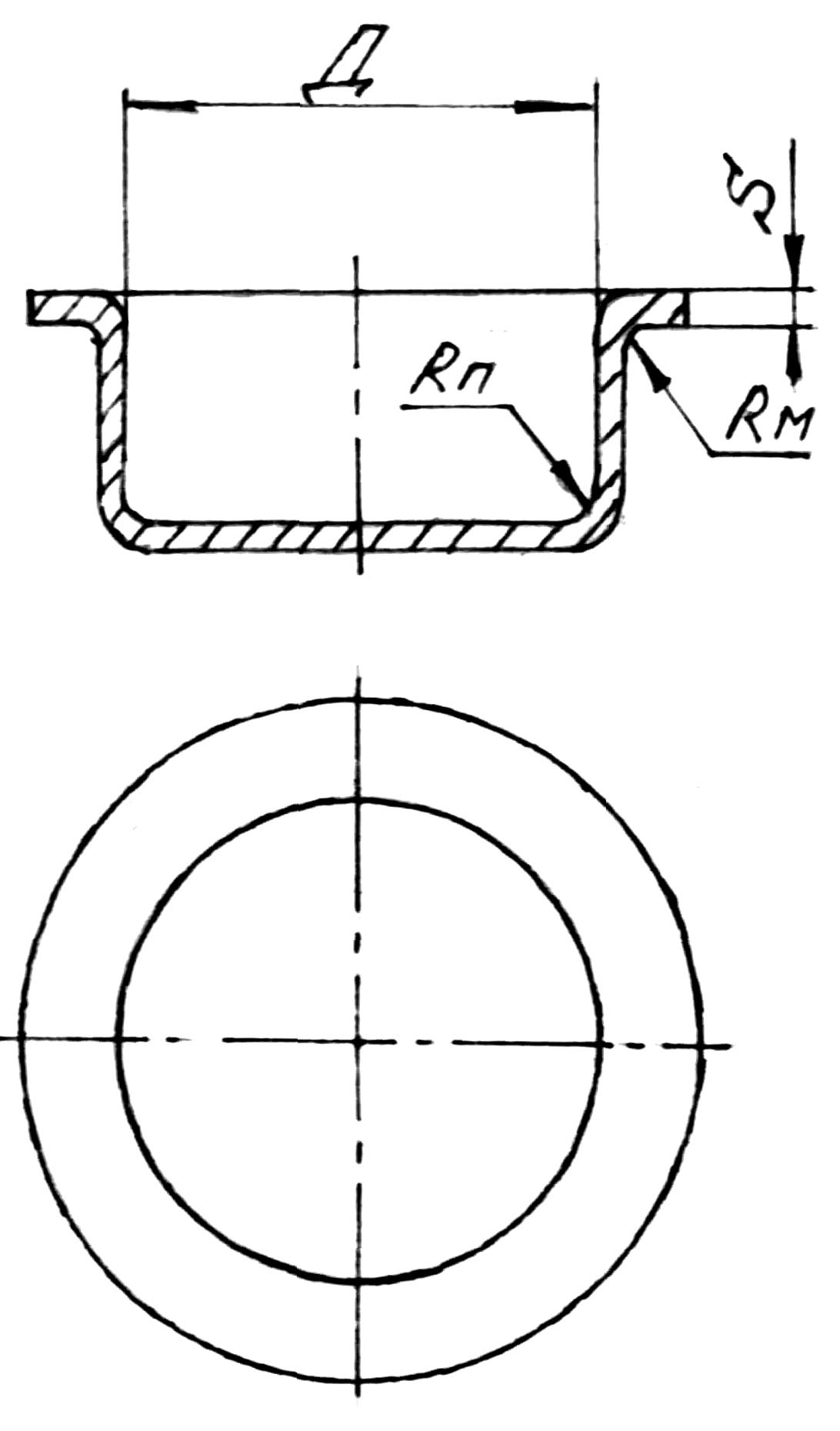
Рис. 3
Если во фланце детали расположены отверстия, то кромка отверстия должна находиться за пределами криволинейной поверхности фланца. То же относится и к отверстиям, расположенным в дне детали (рис. 5). Чтобы торец детали был плоским после операции обрезки и не имел заостренных кромок, по контуру детали следует предусматривать буртик 0,2 …0,5 мм (рис. 6).
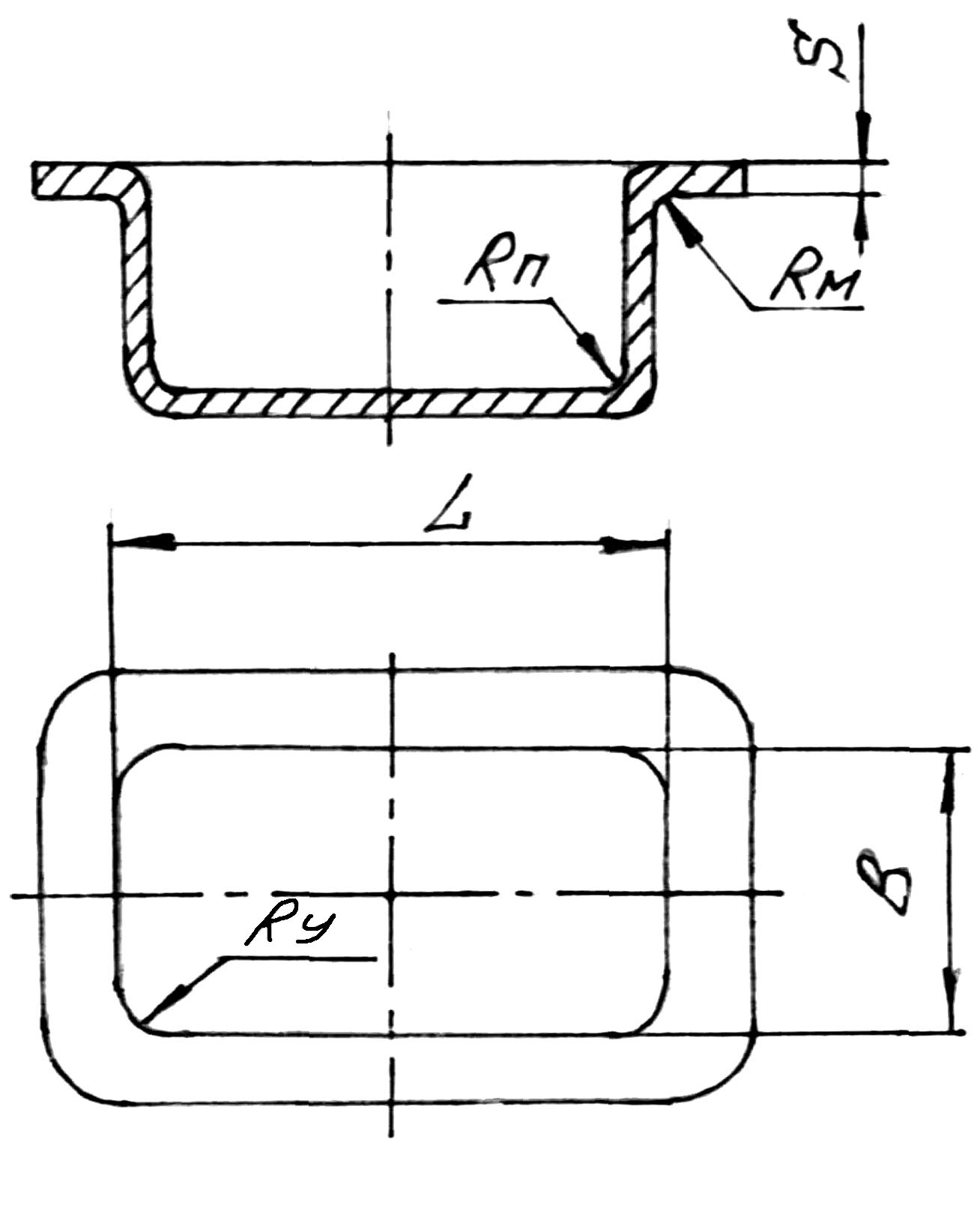
Рис. 4
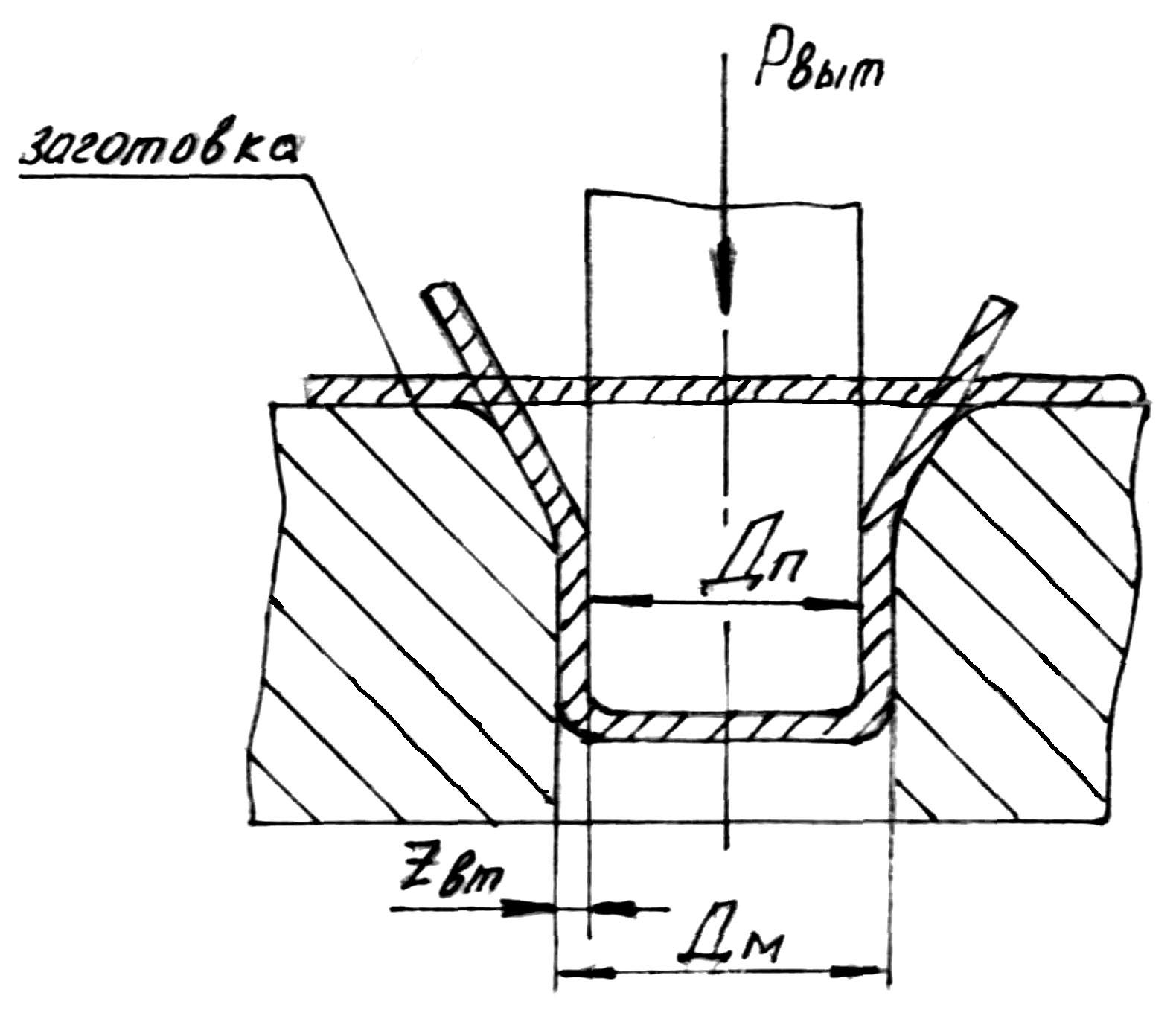
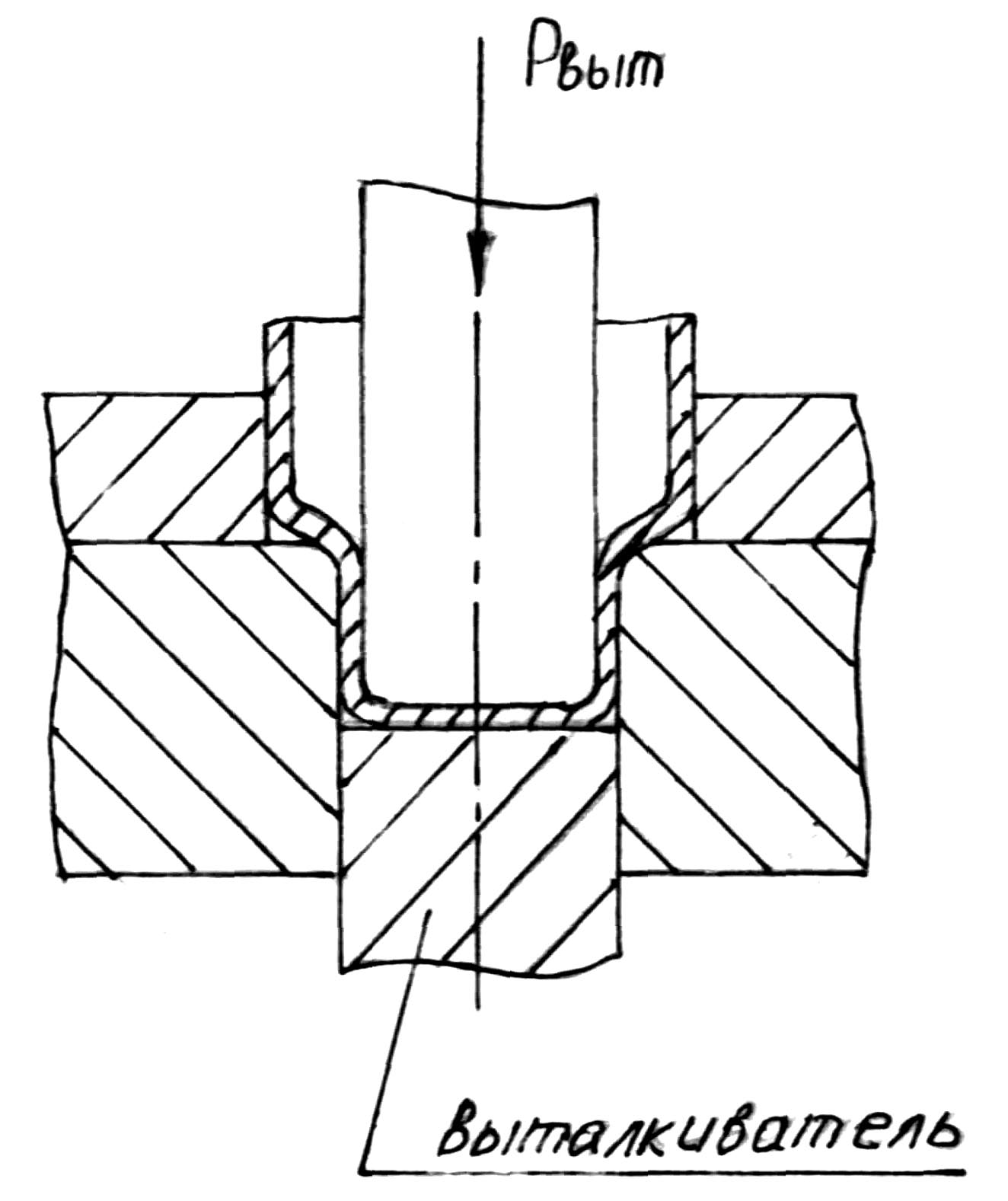
Вытяжку из плоской заготовки можно осуществлять с прижимом (рис. 7,а) и без прижима (рис. 7,б).
Прижим заготовки применяют для предотвращения образования складок на стенках детали или на фланце. При вытяжке из плоской заготовки необходимость прижима определяется из условия
![]() ,
,
где D3 – диаметр плоской заготовки, мм; d1 – диаметр изделия после 1-й вытяжки; S – толщина материала, мм (рис. 7).
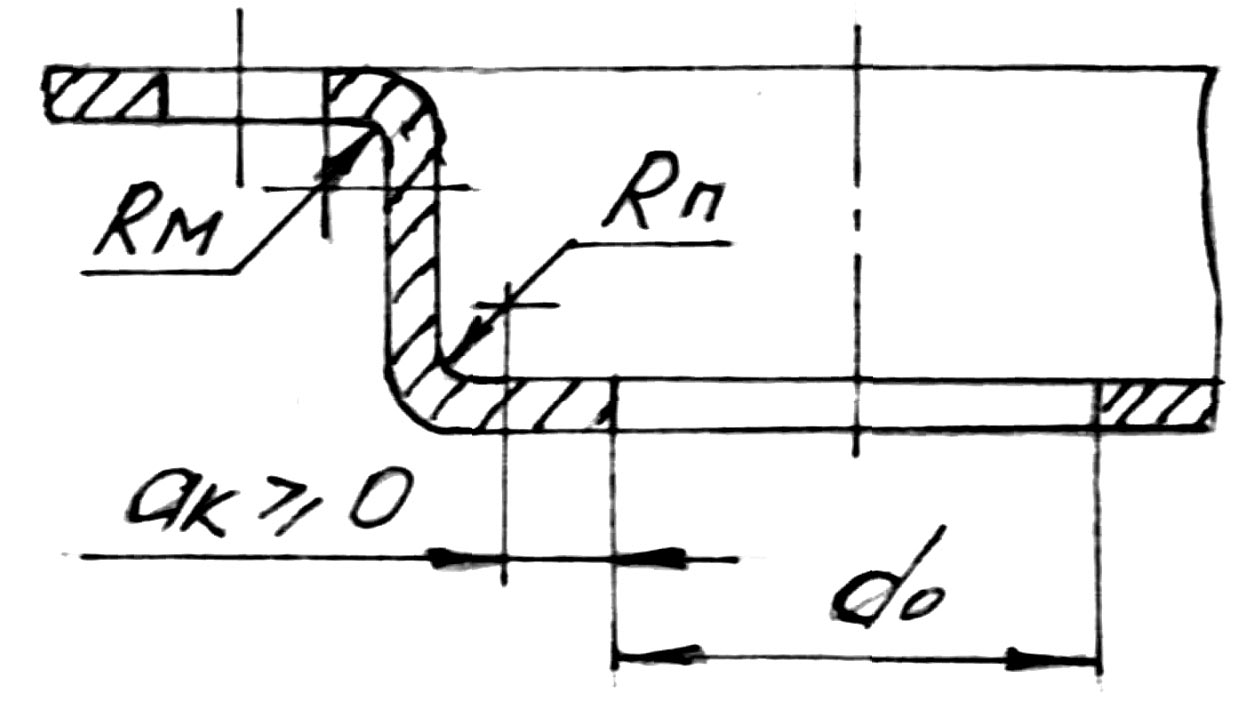
Рис. 5
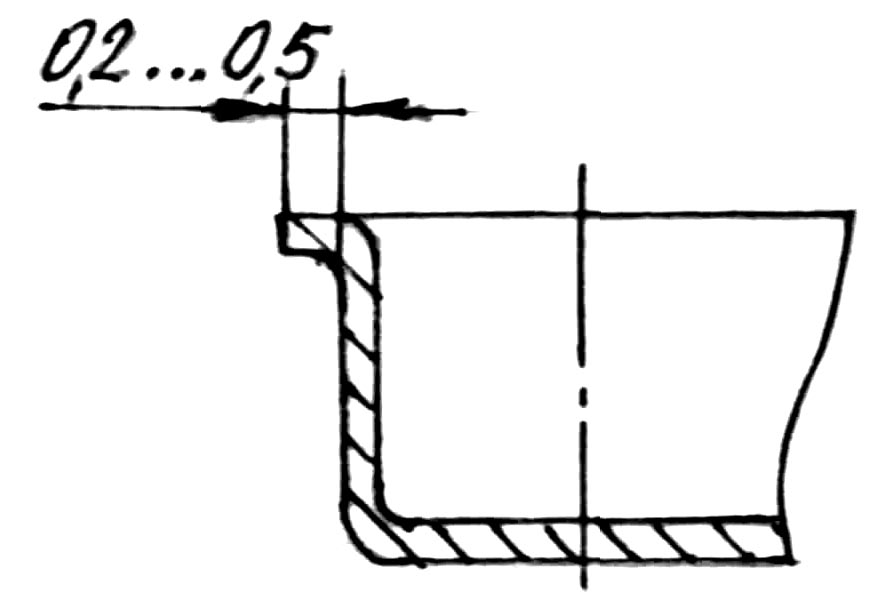
Рис. 6
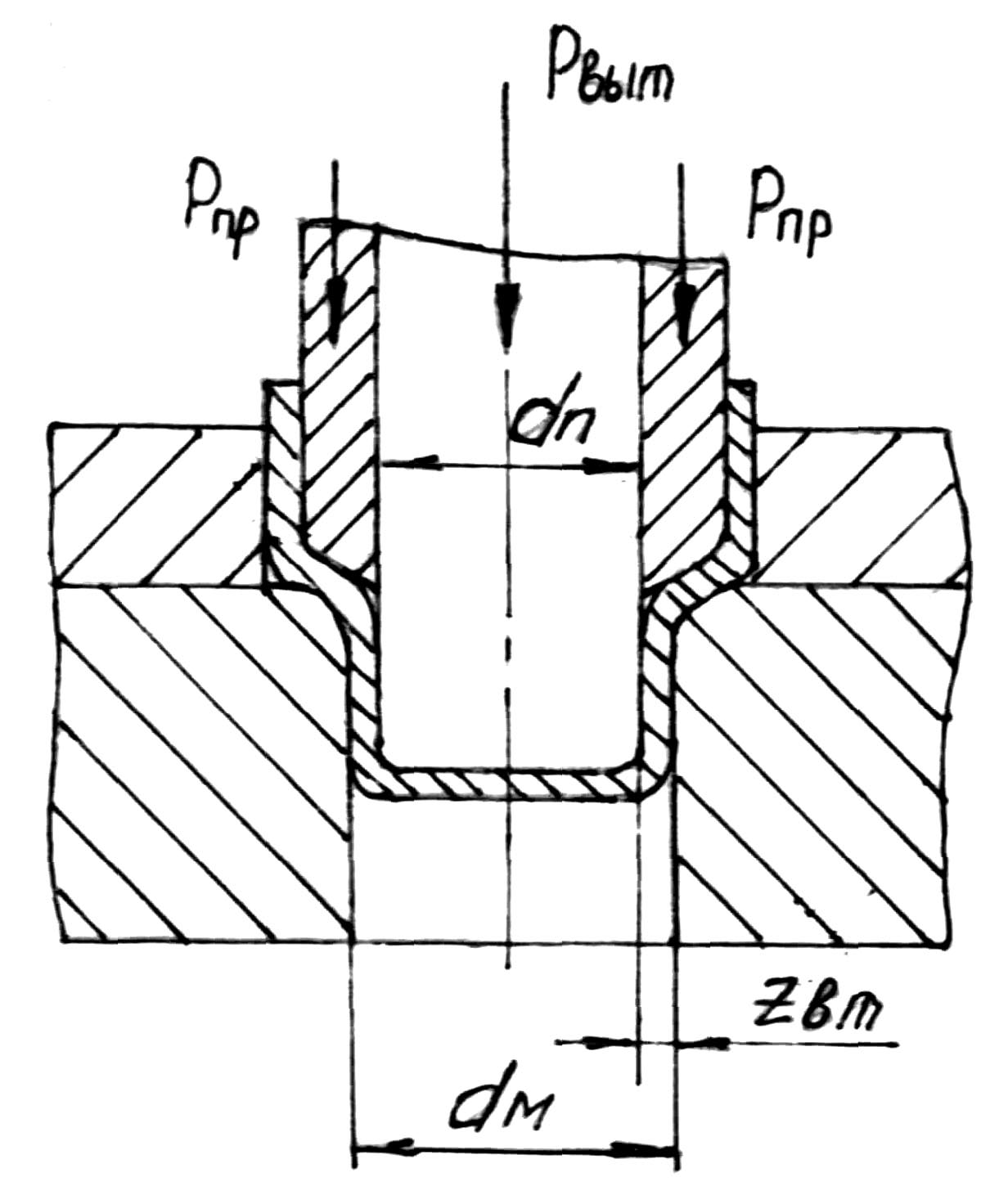
Для последующих операций необходимость прижима определяют по относительной толщине материла (рис. 8)
![]()
![]() .
.
Если < 1 … 1,25 – вытяжку осуществляю с прижимом;
если > 1,5 – вытяжку осуществляют без прижима;
если = 1,25 … 1,5 – вытяжку можно проводить с прижимом или без прижима, в зависимости от конкретных условий.

а)
б)
Рис. 7. Разновидности вытяжки. Первая операция: Дм – диаметр матрицы, Дп – диаметр пуансона, Рвыт – усилие вытяжки, Рпр – усилие прижима, Zвт – односторонний зазор между пуансоном и матрицей
а)
б)
Рис. 8. Разновидности вытяжки. Вторая и последующие операции
Существует обычная вытяжка, при которой односторонний зазор между пуансоном и матрицей больше толщины материала
![]()
и вытяжка с утонением стенок детали, при которой односторонний зазор меньше толщины материала (рис. 4).
![]() .
.
Вытяжка с утонением применяется для получения высоких деталей при небольшом количестве переходов вытяжки.
3.2. Расчет размеров заготовок для вытяжки полых тел вращения
Из-за неоднородности металла верхние кромки деталей и края францев после вытяжки получаются неровными, поэтому необходимо учитывать припуск на обрезку неровных кромок (рис. 9). Значения припусков на обрезку зависят от относительной высоты детали H/d и определяются по табл. 56 и 57 /3, с. 55-56/.
Способ определения размеров заготовок в зависимости от вида вытяжки различный. При обычной вытяжке используется способ поверхностей, при вытяжке с утонением стенок используется способ объемов. В более сложных случаях используется графо-аналитический способ.
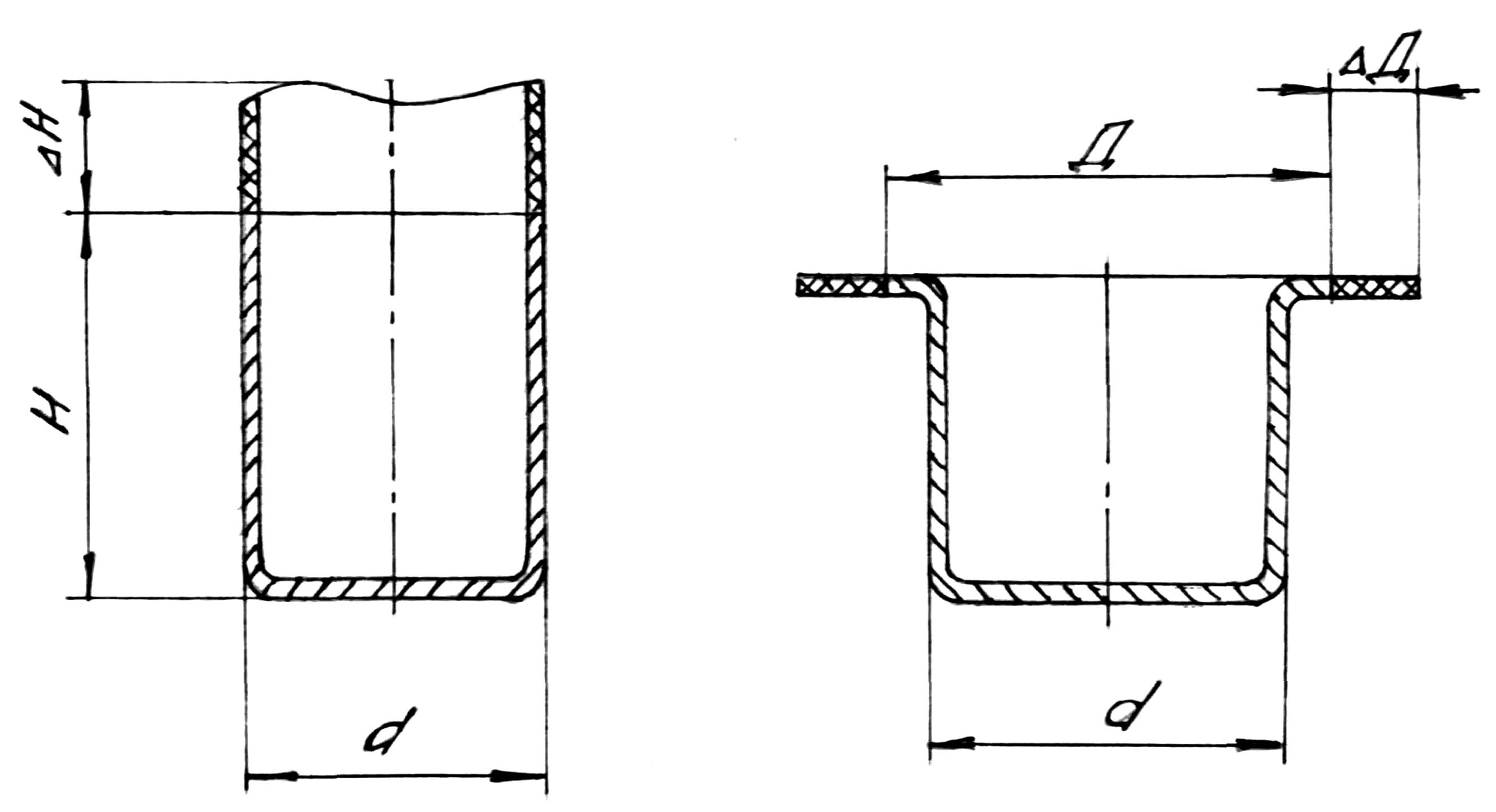
Рис. 9
3.3. Способ поверхностей
Способ основан на равенстве площадей поверхности исходной заготовки и готовой детали с учетом припуска на обрезку. Расчет проводят по средней линии детали.
Для
определения диаметра заготовки
поверхность вытягиваемой детали
разбивают на простые геометрические
элементы
![]() (рис. 10). Сумма площадей простых
геометрических элементов
(рис. 10). Сумма площадей простых
геометрических элементов
![]() равна площади заготовки F3.
равна площади заготовки F3.
![]() .
.
Площади элементов равны (для данного случая по рис. 10)
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
(табл. 58 /3, с. 57/)
.
(табл. 58 /3, с. 57/)
Диаметр
заготовки согласно формуле
![]() равен
равен
![]() .
.
Диаметр заготовки для цилиндрической детали определяется по формуле, приведенной в работе /3/.
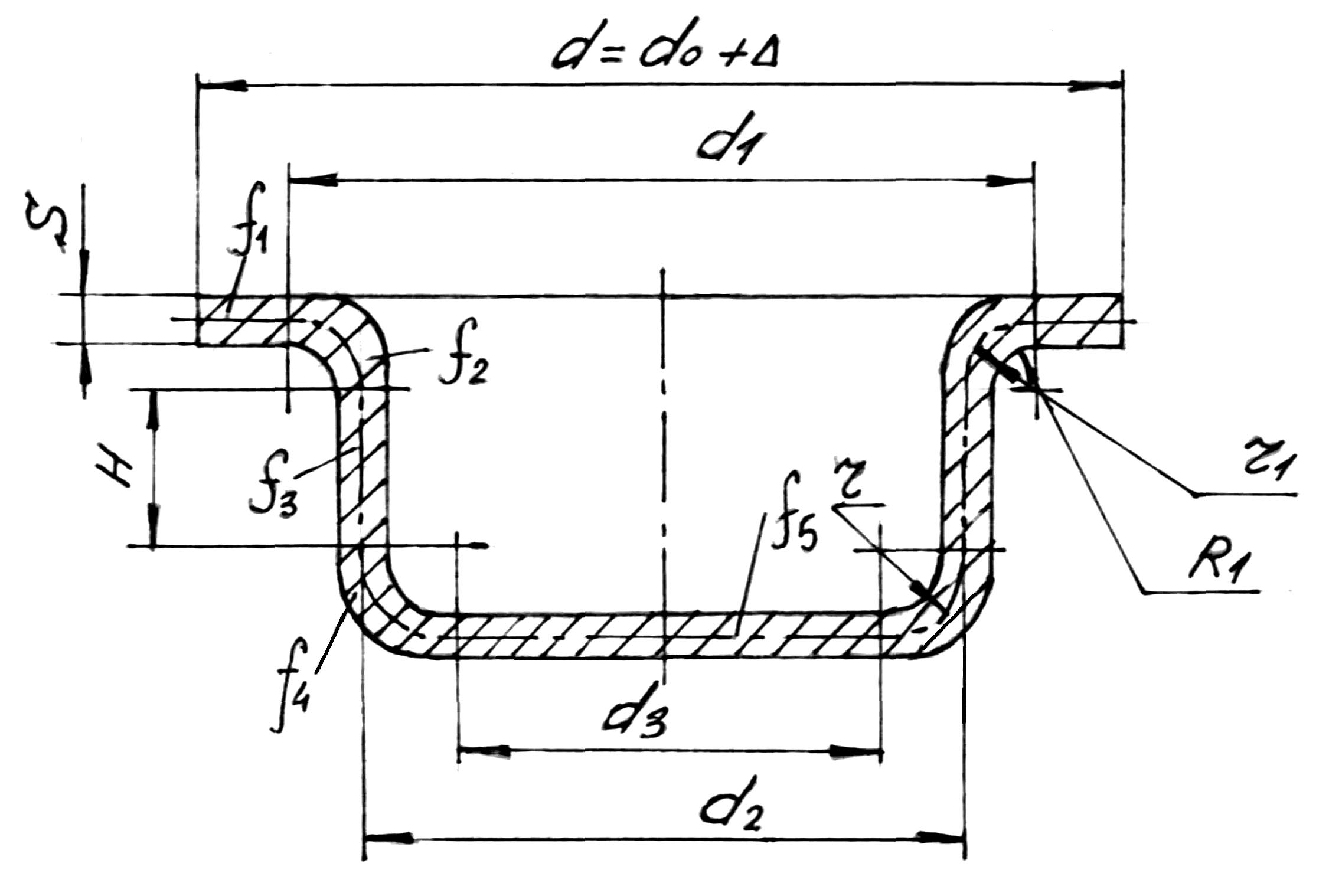
Рис. 10
3.4. Способ объемов
Его применяют для расчета вытяжки цилиндрических деталей с утонением стенок. Он основан на равенстве объемов металла исходной заготовки и готовой детали с припуском на обрезку (рис. 11). Объем цилиндра Vц, равный разности наружного объема Vн и внутреннего Vв равен объему заготовки Vз мм3 (все величины с учетом припуска на подрезку). Объемы отдельных элементов формы деталей определяются по формулам, приведенным в работе /3/.
![]() ;
;
![]() ;
;
![]() ,
откуда
,
откуда
![]() .
.
Формулы для определения диаметров заготовок тел вращения наиболее распространенных форм приведены в табл. 59 /3, с.60/.
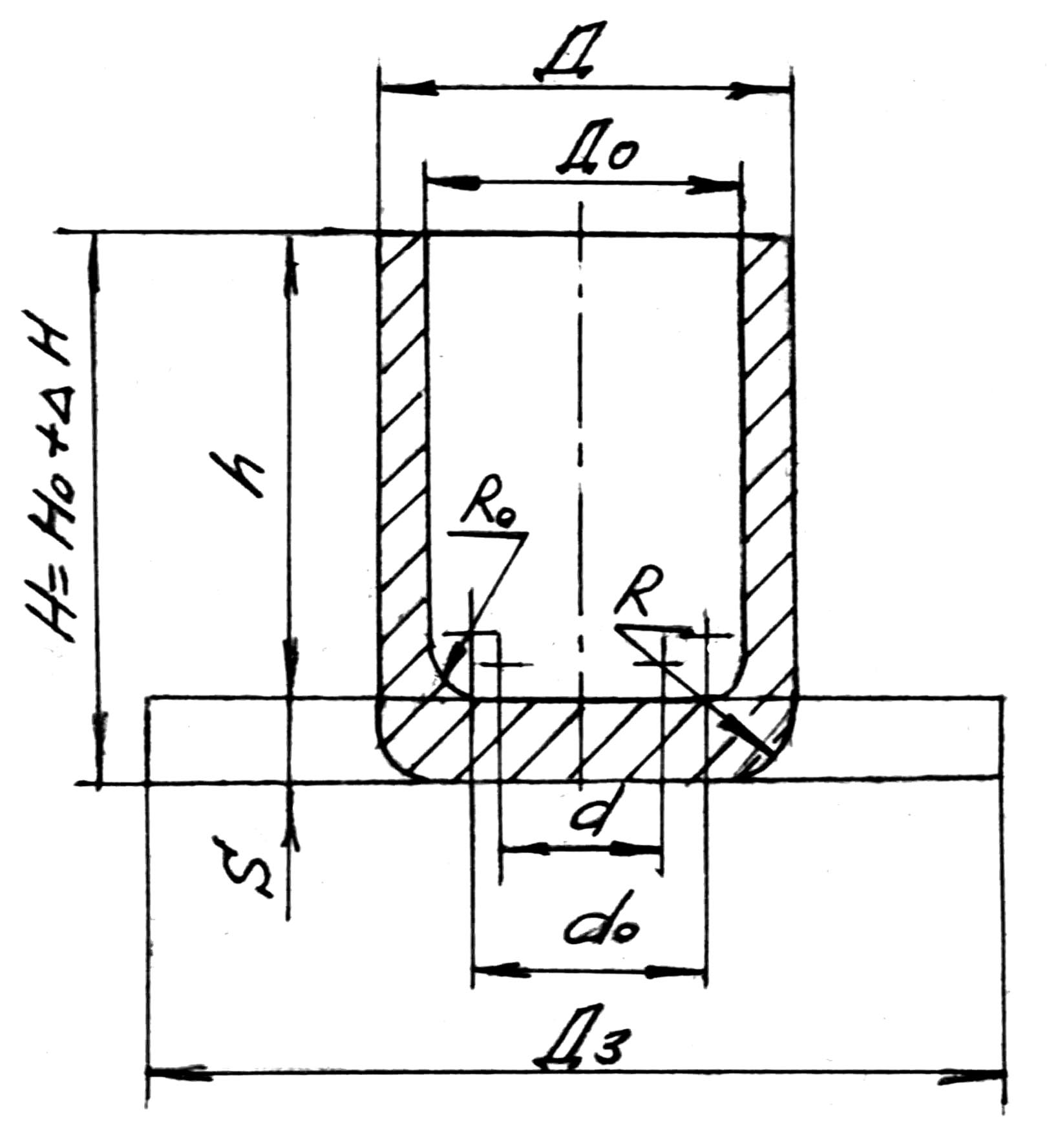
Рис. 11
3.5. Расчет числа операций
Число операций при вытяжке цилиндрических деталей без утонения стенок рассчитывают исходя из минимально допустимого диаметра вытягиваемого цилиндра.
Диаметр цилиндра, получаемый после первой вытяжки:
![]() ,
,
где D3 – диаметр заготовки; m1 – коэффициент 1-й вытяжки.
Диаметр второй и последующих операций определяется по формулам:
![]() ;
;
![]() ;
;
![]() ,
,
где d1, d2, d3, …, dn-1, dn – диаметры вытяжки первой, второй, третьей … предпоследней и последней операций; m1, m2, m3, …, mn – коэффициент вытяжки первой, второй, третьей и последней операций.
Значения диаметров вытяжки принимают по средней линии.
Коэффициент вытяжки зависит:
от вида и механических свойств материала;
отношения
толщины материала к диаметру заготовки,
![]() ;
;
способа вытяжки (с прижимом или без прижима);
рабочего профиля пуансона и матриц;
качества поверхности;
скорости вытяжки;
применяемой смазки и т.д.
В табл. 66, 67, 68, 69 /3/ приведены рекомендуемые коэффициенты вытяжки и ориентировочные числа операции в зависимости от материала и размеров вытягиваемых деталей.
3.6. Вытяжка прямоугольных коробок
Прямоугольные
коробки в зависимости от отношения
![]() делятся на высокие и низкие.
делятся на высокие и низкие.
Если
![]() - коробка низкая; если
- коробка низкая; если
![]() - коробка высокая,
- коробка высокая,
где
![]() - приведенная высота; Ho
– номинальная высота;
- приведенная высота; Ho
– номинальная высота;
![]() -
припуск на обрезку; В – ширина коробки
в плане (рис. 12).
-
припуск на обрезку; В – ширина коробки
в плане (рис. 12).
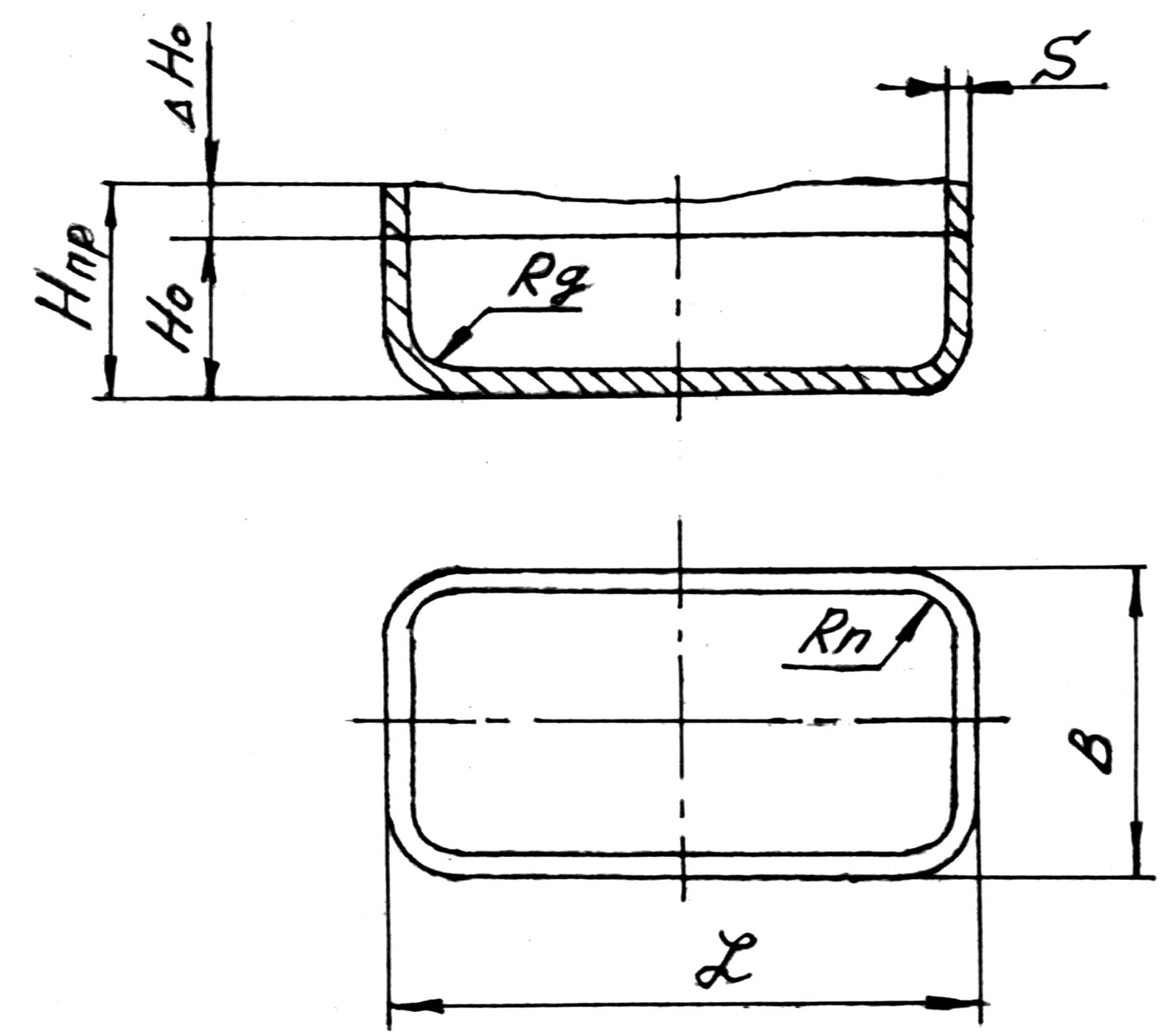
Рис. 12
Величины припусков на обрезку прямоугольных коробок приведены в табл. 70 /3, с. 76/.
Расчет размеров заготовки при вытяжке прямоугольных коробок излагается на с. 76-79 /3/.
3.7. Расчет исполнительных размеров матриц и пуансонов вытяжных штампов
При наличии допуска на наружный размер детали размер матрицы вычисляется по формуле
![]() ,
,
тогда размер пуансона
– по формуле
![]() (рис. 13).
(рис. 13).
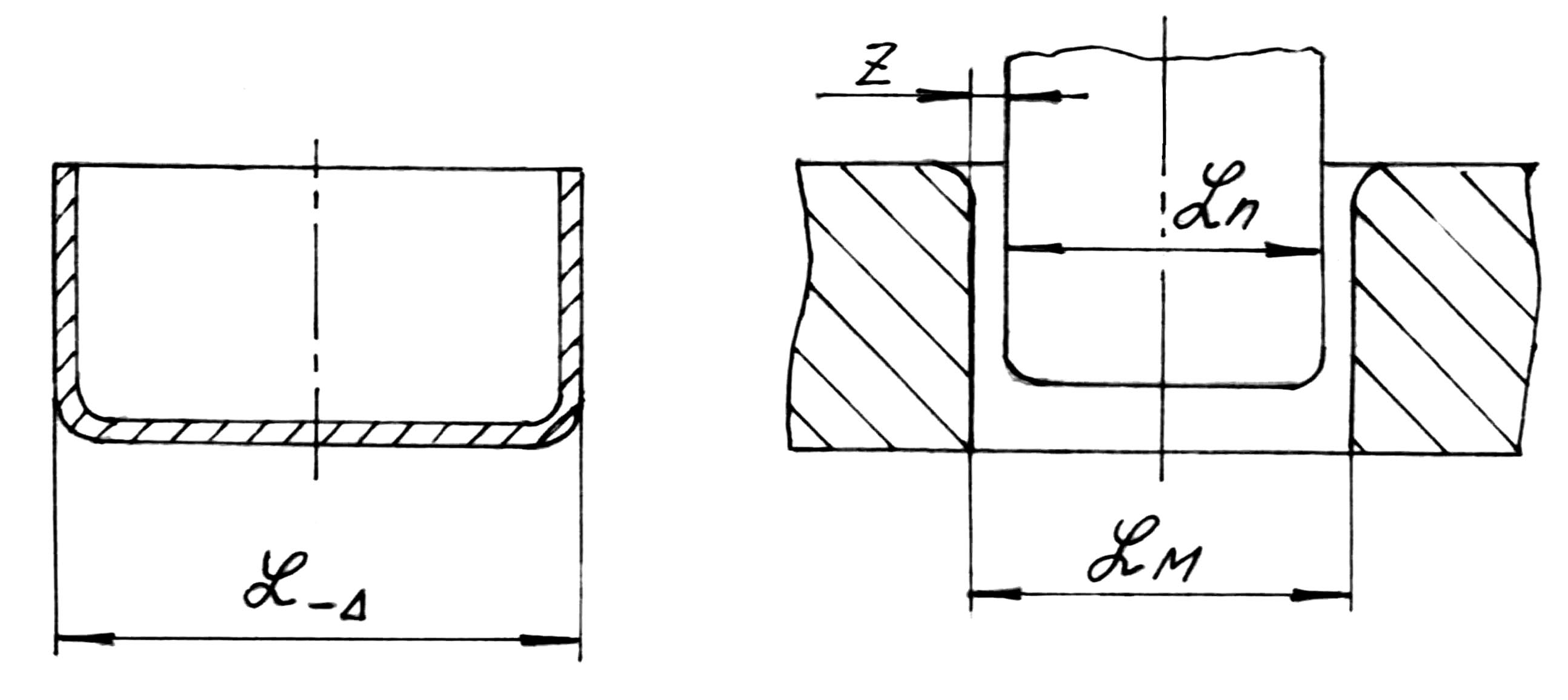
Рис. 13
При наличии допуска на внутренний размер детали размер пуансона вычисляется по формуле
![]() ,
,
тогда размер матрицы
– по формуле
![]() (рис.
14),
(рис.
14),
где Lм – исполнительный размер матрицы, мм;
Lп – исполнительный размер пуансона, мм;
L и l – наружный и внутренний номинальные размеры детали, мм;
- допуск на соответствующий размер детали, мм, по чертежу или ТУ;
Z – односторонний зазор между матрицей и пуансоном;
м, п - допуски на изготовление матрицы и пуансона.
Величины односторонних зазоров Z в зависимости от коэффициента вытяжки и толщины материала приведены в табл. 34 /3, с. 93/.
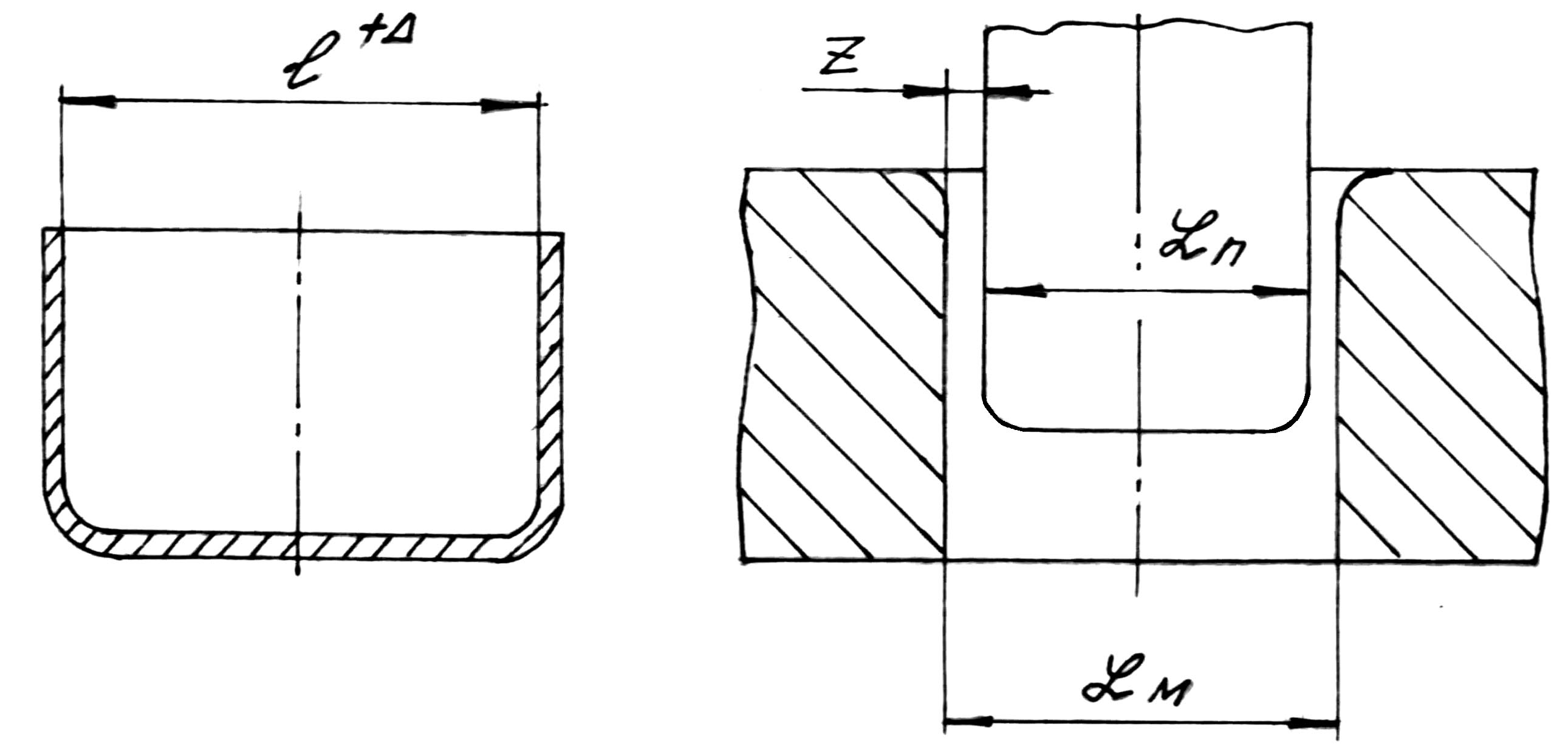
Рис. 14