

2. Плавление металла в сварочной ванне
Наибольшую актуальность проблема влияния кислорода на свойства металлических швов имеет при сварке плавлением. Это объясняется тем, что при плавлении металл высоко активен, вступает во взаимодействие не только с окружающей атмосферой, но и с защитной средой (защитным газом, компонентами расплавленного флюса и электродного покрытия).
Поэтому кратко рассмотрим природу плавления металла в сварочной ванне.
При сварке плавлением кромки свариваемого металла и присадочный металл расплавляются под действием источника энергии. В результате образуется общая для соединяемых деталей сварочная ванна (рис.1). При этом под сварочной ванной понимают как ванну жидкого металла, так и капли расплавленного металла, образующиеся на конце электрода (электродной проволоки).
В процессе сварки дуга перемещается вдоль свариваемых кромок и образует подвижную сварочную ванну, в передней части которой (abc) происходит плавление металла (основного и присадочного, а в хвостовой части (dkn)) – кристаллизация (рис.2). По мере движения дуги и ванны происходит формирование сварного шва
|
Рис.1. Схема процесса сварки плавлением |

|
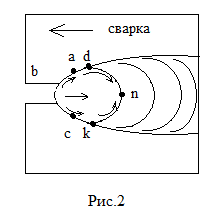
Конвективные потоки badn и bckn в ванне способствуют перемешиванию металла, а также его интенсивному взаимодействию с защитной средой. Несмотря на относительно небольшую продолжительность контакта металла с расплавленным шлаком, степень взаимодействия их весьма значительная из-за высоких температур в зоне плавлении я и больших поверхностей контакта. Кроме того при сварке под флюсом масса шлака в 1,1-1,2 больше массы расплавленного металла, что на порядок превышает соотношения при металлургических процессах плавки.
Кроме этого особенность металлургических процессов в сварочной ванне определяет и температурное поле в ней (рис.3).
|
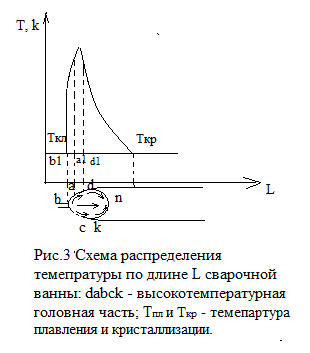
Наибольшая температура наблюдается
под дугой в передней части ванны (~3000
К). Периферийные участки сварочной ванны
имеют температуру, близкую к температуре
кристаллизации. Средняя температура
электродного металла обычно выше, чем
в сварочной ванне. Например, при сварке
в
![]() проволокой св-08Г2С средняя температура
в сварочной ванне 2170 К, а электродных
капель (2860-2970) К, при сварке электродами
с кислым покрытием (1870-2270) К и (2380-2470) К
соответственно.
проволокой св-08Г2С средняя температура
в сварочной ванне 2170 К, а электродных
капель (2860-2970) К, при сварке электродами
с кислым покрытием (1870-2270) К и (2380-2470) К
соответственно.
Повышенная температура и большая удельная поверхность капель электродного металла создают более благоприятные по сравнению с ванной условия взаимодействия металла с газами и шлаком именно на стадии капель.
Повышение температуры до максимума с
последующим спадом приводит к тому, что
на разных участках зоны плавления идут
процессы разных направлений. Например,
одновременно с восстановлением
![]() и
и
![]() из шлака при сварке под флюсом возможно
их окисление в хвостовой части ванны
или абсорбция жидким металлом газов в
более нагретой части зоны плавления
может сопровождаться их десорбцией в
менее нагретых участках.
из шлака при сварке под флюсом возможно
их окисление в хвостовой части ванны
или абсорбция жидким металлом газов в
более нагретой части зоны плавления
может сопровождаться их десорбцией в
менее нагретых участках.
Наиболее интенсивно большинство процессов взаимодействия металл - защитная среда протекают на высокотемпературных участках. Поэтому особо благоприятные условия реакционного взаимодействия создаются на стадии капли и ее переноса. (Здесь происходит и значительное перемешивание металла и шлака).
По мере уменьшения температуры большинство процессов начинает протекать в обратном направлении. Однако, скорость обратных процессов ниже скорости прямых в наиболее горячей части зоны плавления. Т.е. количество прореагировавшего вещества в процессе нагрева оказывается больше, чем при снижении температуры. Поэтому в закристаллизовавшемся металле часто наблюдается изменение концентрации того или иного элемента по сравнению с исходной. Схематически процесс представлен на рисунке 4.
В связи с обратимостью большинства процессов на границе металл - защитная среда они стремятся к равновесию. Однако равновесное состояние зависит от температуры. В зоне сварки температуры металла и шлака постоянно изменяются, поэтому принципиально возможно не достижение равновесия реакций взаимодействия, а достаточно высокая степень приближения к нему.
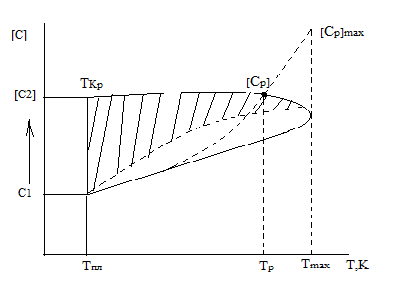
Рис.4. Схема изменения концентрации элемента в наплавляемом металле в результате его взаимодействия со шлаком в сварочной ванне.
Будем считать, что между жидким металлом и шлаком при сварке под флюсом идет реакция по схеме:
![]() (10)
(10)
В результате такой реакции в наплавленном
металле с увеличением температуры
возрастает концентрация
![]() .
Исходное равновесное содержание этого
элемента в металле было [C1]
(рис. 4).
.
Исходное равновесное содержание этого
элемента в металле было [C1]
(рис. 4).
Реакция стремится к новому равновесию,
причем скорость ее возрастает с повышением
температуры. После достижения Тmax
температура снижается и следовательно
в обратном направлении должна меняться
концентрация
в наплавленном металле, стремясь к [C1].
Однако при достижении Тmax
концентрация
![]() соответствует равновесному [Cp]
для более низкой температуры, поэтому
при начальном снижении температуры
[C1] продолжает
расти, стремясь к равновесному состоянию
[Cp]max.
Т.е. температура начинает снижаться, а
концентрация
в наплавленном металле продолжает
расти.
соответствует равновесному [Cp]
для более низкой температуры, поэтому
при начальном снижении температуры
[C1] продолжает
расти, стремясь к равновесному состоянию
[Cp]max.
Т.е. температура начинает снижаться, а
концентрация
в наплавленном металле продолжает
расти.
При дальнейшем снижении температуры увеличение содержания сначала замедляется, а затем, пройдя через максимальную концентрацию [Cp], соответствующую температуре Тp, начинает понижаться, но по-прежнему отставая от изменения температуры. Это отставание по мере снижения температуры должно увеличиваться, т.к. скорость реакции уменьшается. При остывании металла до температуры Ткр концентрация не будет иметь значение [C1], а останется на некоем уровне [C2], что и создает прирост элемента в наплавленном металле.
Аналогичные рассуждения справедливы и применяются к взаимодействию между газами и металлом в зоне плавления.