

3.2. Технологичность гильзы цилиндра
Рассмотрим
отработку на технологичность заготовки
и конструкции гильзы цилиндра (рис. 2)
поршневого звездообразного авиационного
двигателя, изготовленной из легированной
стали 38Х2МЮА, которая относится к группе
хромоалюминиевых сталей с молибденом.
Заготовка, изготавливаемая объемной
комбинированной горячей штамповкой, -
технологична. Масса заготовки
![]() масса
детали
масса
детали
![]() Тип производства серийный.
Тип производства серийный.
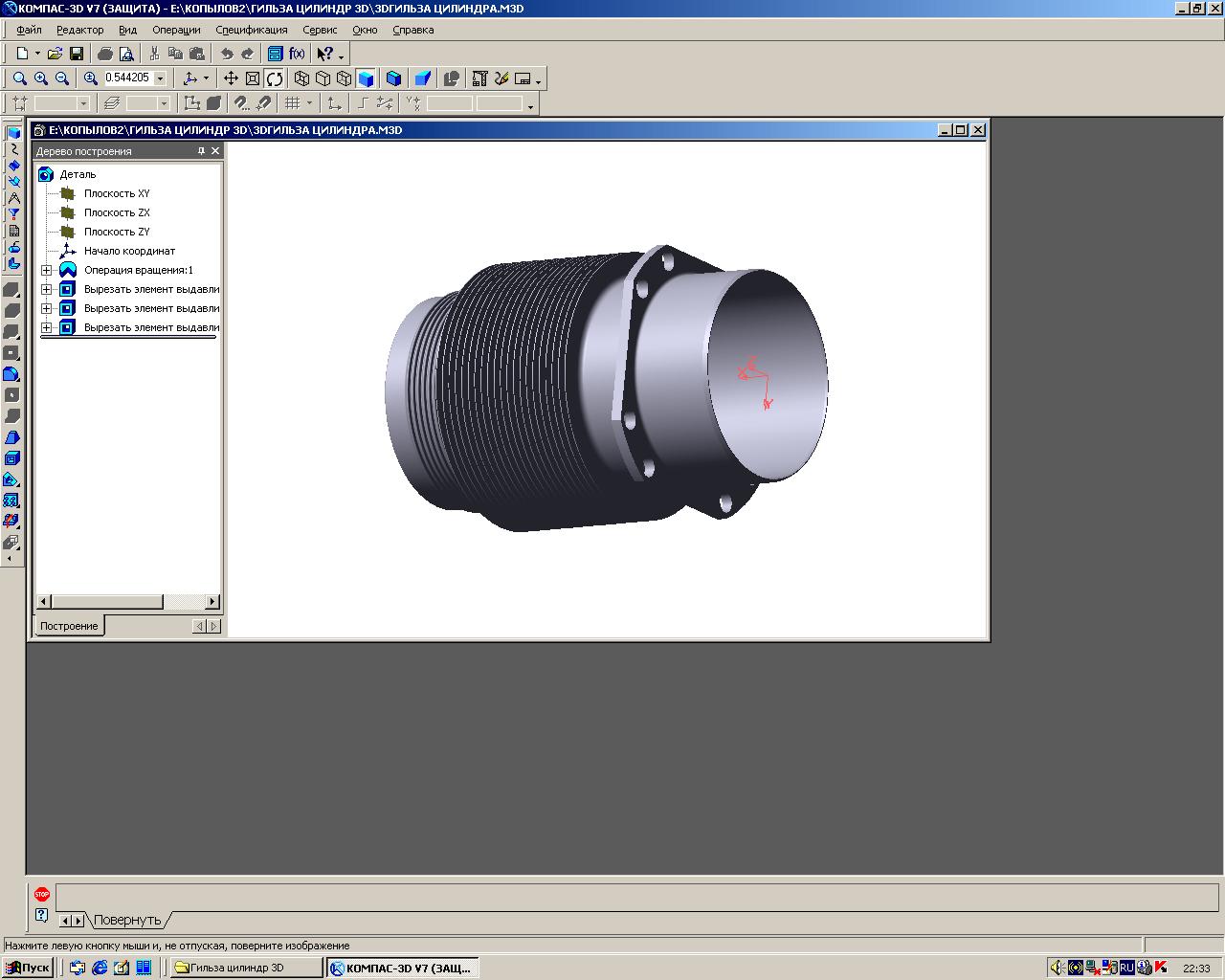
Рис. 2. Общий вид гильзы цилиндра поршневого звездообразного авиационного двигателя
Качественная
оценка. Доступность поверхностей –
плохая: труднодоступными являются
межреберные пространства шириной 3,45
мм глубиной 29 мм; удобство базирования
- хорошее; удобство закрепления плохое
в связи с тонкими стенками; унификация
поверхностей и использование типовой
технологии - плохая, из-за многочисленных
ребер охлаждения; жесткость гильзы –
низкая. Нетехнологична обработка
охлаждающих ребер, отверстия Ø![]() Ra0,25
мкм, азотирование; наружного Ø
Ra0,25
мкм, азотирование; наружного Ø![]() при
малой толщине стенки 2,1 мм.
при
малой толщине стенки 2,1 мм.
Численная оценка технологичности по частным показателям. Коэффициент использования металла низкий
![]()
Обрабатываемость
материала - низкая: коэффициент
обрабатываемости
![]() –
меньше нормативного.
–
меньше нормативного.
Унификация поверхностей детали – низкая из-за многочисленных ребер охлаждения: коэффициент унификации
![]() =126-92/126=0,2742<<1.
=126-92/126=0,2742<<1.
Коэффициент шероховатости
![]()
Где средняя величина среднеарифметического отклонения профиля неровностей
![]() Коэффициент
точности обработки
Коэффициент
точности обработки
![]()
Где
![]()
Весовые
коэффициенты частных показателей
технологичности определим из условия
приоритетности точности и износостойкости
отверстия Ø
Ra0,25
мкм являются основными требованиями.
Тогда
![]() Интегральный показатель технологичности
Интегральный показатель технологичности
![]()
Заключение.
Конструкция гильзы нетехнологична по
интегральному показателю
![]() по частным показателям использования
металла
по частным показателям использования
металла
![]() унификации поверхностей
унификации поверхностей
![]() обработки охлаждающих ребер, Ø
при Ra0,25
мкм и его азотировании на глубину
0,35-0,55 мм, при малой толщине стенки 2,1 мм.
обработки охлаждающих ребер, Ø
при Ra0,25
мкм и его азотировании на глубину
0,35-0,55 мм, при малой толщине стенки 2,1 мм.
3.3. Технологичность фланцевой крышки
Отработаем
на технологичность фланцевую крышку
(рис. 3), изготовленной из стали 30Х13Л,
заготовка литье в песчано-глинистые
формы. Заготовка – технологична. Масса
заготовки
![]() детали
детали
![]() Тип производства – серийный. Коэффициент
использования материала
Тип производства – серийный. Коэффициент
использования материала
![]()
Обрабатываемость
материала хорошая
![]() .
Унификация поверхностей низкая:
.
Унификация поверхностей низкая:
![]() 98-60/98=0,39
(отверстия Ø1,5
98-60/98=0,39
(отверстия Ø1,5![]() в
4-х труднодоступных выточках). Коэффициент
шероховатости
в
4-х труднодоступных выточках). Коэффициент
шероховатости
![]() средняя
средняя
величина среднеарифметического отклонения
![]()
Коэффициент точности обработки
![]()
где средняя величина квалитета точности

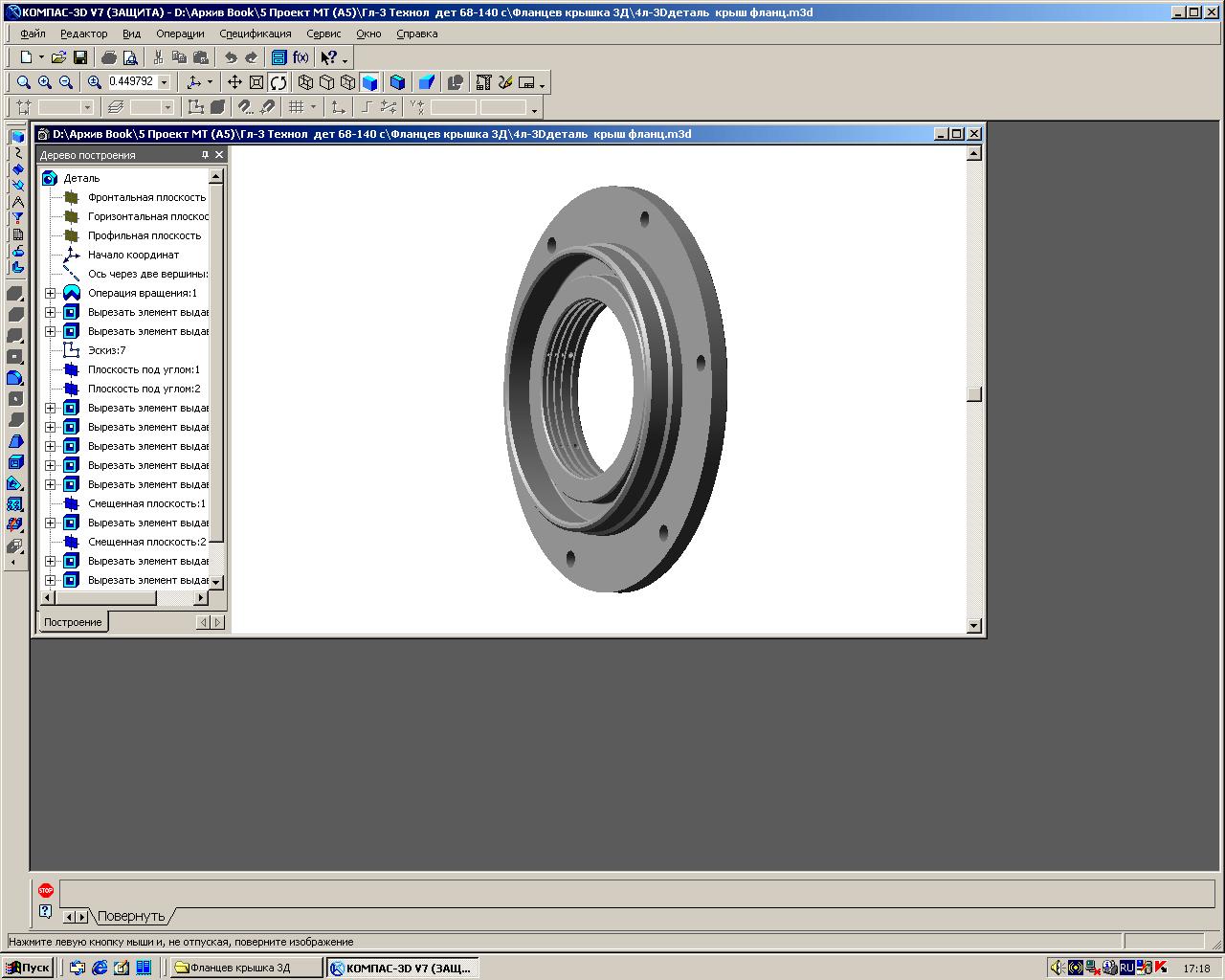
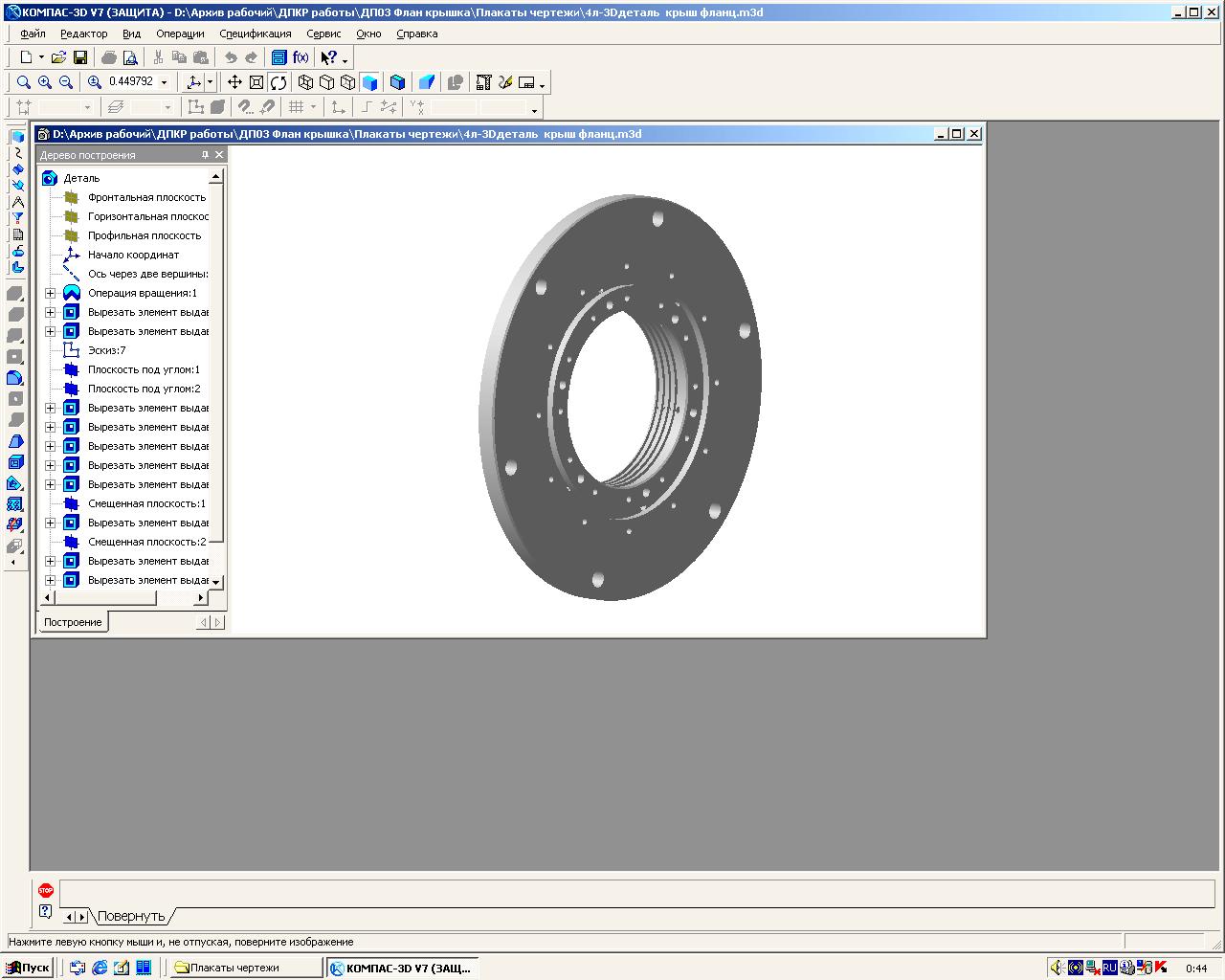
Рис. 3. Общий вид фланцевой крышки
Весовые
коэффициенты частных
показателей технологичности:
![]()
![]()
![]()
![]()
![]()
Интегральный показатель технологичности
![]() Заключение:
конструкция крышки
технологична
по интегральному
показателю
Заключение:
конструкция крышки
технологична
по интегральному
показателю![]() нетехнологична
по частному
показателю унификации отверстий
нетехнологична
по частному
показателю унификации отверстий
![]()
Библиографический список
1. Ананьин В.С. Технологичность конструкций деталей. М. Машиностроение. 1989. 496 с.
2. Справочник технолога-машиностроителя / Под ред. А.Г.Косиловой, Р.К.Мещерякова. В 2-х т. М., 1985. T.1. 655 с.
3. Анурьев В.И. Справочник конструктора-машинострои-теля. В 3-х т., Т. 1. М., I960, 537 с.
4. Ковшов А.Н. Технология машиностроения. М.; Машиностроение, 1987, 319 с.
5. Маталин А.А. Технология машиностроения. Л.: Машиностроение, 1985, 496 с.
Методические указания
к выполнению лабораторной работы № 1