

4. Метод литья на огнеупорных моделях, помещенных в формы из огнеупорного материала, включает в себя следующие этапы:
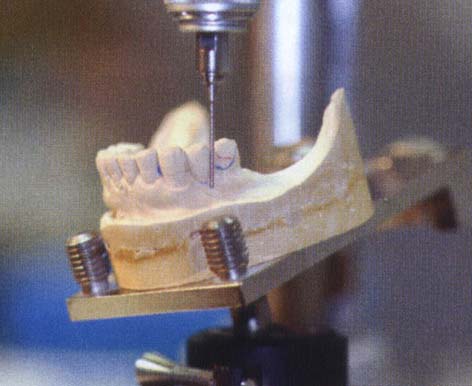
1) оценка модели в параллелометре и нанесение на нее рисунка каркаса протеза (рис. 14);
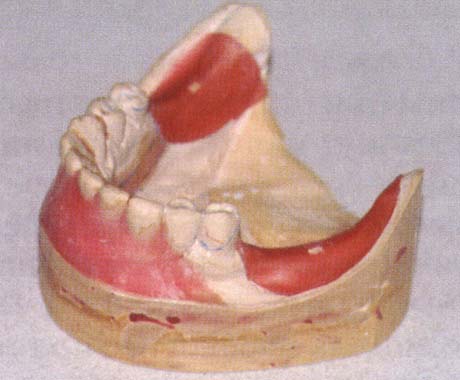
2) подготовка модели к дублированию (на все участки, имеющие поднутрения, наносят слой тугоплавкого воска, а в области расположения базисов наносится воск толщиной в 0,6 мм) – при этом предупреждается отрыв дублирующей массы при изъятии из нее гипсовой рабочей модели (рис. 15);
|
|
Рис. 14. Оценка модели в параллелометре |
Рис. 15. Подготовка модели к дублированию |
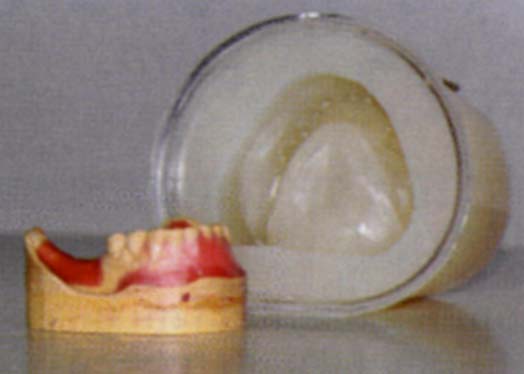
3) дублирование (модель устанавливается в кювету для дублирования, которая заполняется гидроколлоидной или силиконовой массой (рис. 16); после ее полимеризации и перехода в эластичную структуру гипсовая рабочая модель извлекается, и в полученную форму заливают огнеупорную (формовочную) массу, приготовленную по инструкции; после отверждения последней огнеупорную модель подвергают термической (120-160о 30-40 мин. в сушильном шкафу) и химической (помещение в расплавленный закрепитель) обработке для придания прочности и гладкости поверхностному слою модели – рис. 17);
|
|
Рис 16. Рабочая гипсовая модель помещена в кювету для дублирования |
Рис 17. Полученная форма для дублирования |

4) на подготовленную огнеупорную модель наносят рисунок каркаса протеза, ориентируясь на рисунок рабочей гипсовой модели, и моделируют восковую композицию протеза (рис. 18);
5) создание литниковой системы (восковая композиция каркаса протеза с огнеупорной модели не снимается!) – рис. 19;
6) дальнейшие этапы сходны с описанными ранее (см. с. 6).
|
|
Рис. 18. Моделировка каркаса протеза на огнеупорной модели |
Рис. 19. Создание литниковой системы |


5. Усадка сплавов металлов, методы ее предупреждения и компенсации
При изготовлении деталей протезов методом литья самым важным вопросом является снижение усадки сплавов и восковых композиций. Этому подчинены все промежуточные операции: уменьшение усадки восковых композиций, создание специальных компенсационных формовочных масс, система и характер литников и методы плавления сплавов.
Все восковые композиции, а также сплавы металлов при переходе из жидкого (расплавленного) состояния в твердое (из одного агрегатного состояния в другое) уменьшаются в объеме, то есть дают усадку. У восковых композиций она составляет 0,5-2%, у сплавов: нержавеющая сталь - 1,8-2,0%; сплавы золота - 1,25% (у сплавов золота с платиной - несколько меньшая – около 1%), серебряно-палладиевые сплавы - до 2%, кобальто-хромовые - до 2%.
Усадка восковых композиций уменьшается путем создания смесей с введением в их состав карнаубского, монтанового и других восков, моделировкой деталей не из расплавленной смеси, а из размягченной, а также использованием компенсационного лака, которым покрываются гипсовые культи. Усадку сплавов компенсируют с помощью специальных компенсационных формовочных масс, которые имеют двойной коэффициент расширения: первый в процессе затвердевания (0,8-1%) и второй - свойственное всем телам тепловое расширение при нагревании (0,6-0,75%). Чем больше удается уравновесить процент усадки восковых смесей и сплавов металлов расширением формовочных масс, тем точнее и качественнее получается литье. Кроме возникновения усадки каркасов протезов могут возникнуть и другие проблемы, связанные с нарушением процесса литья (табл. №1).