

4.2.3 Contact screening
In the contact method, the photo layer was exposed through superimposed on it film transparency - contact screen (Figure 4.4). In each of screen cells was fixed the image of weight function as two-dimensional periodic distribution of the optical density DCS (x, y), which sets the law of light dispersion. Its one-dimensional (x-axis) slice is shown in figure 4.4 (b), explaining the mechanism of screening effect realization in this method. Blackening (in the form of halftone dots) was obtained on the contrast layer of the negative only where (DORG + DCS) < DTHR.
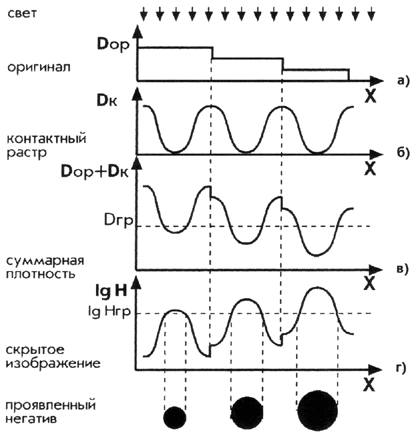
Figure 4.4. Formation of the variable area halftone dots in contact screening
To implement the effective density range, the exposure value, as can be seen from the same scheme, was chosen so as to ensure the formation of dots on halftone negative, for example, with values of 5% and 95% respectively for the black and white levels of an original. Important was also the close proximity of the screen density range ΔDCS to that of the original ΔDORG. Otherwise, differences in the details brightness were transmitted either with low contrast or not in the entire range. More universal in this sense were, in contrast to the neutral (gray), the colored, in particular, purple screens. Their optical density, and hence the range ΔDCS, were different for light of different color and can be adjusted by the filters selection when screening black and white originals.
The exposure distributions in the latent image on the photo layer, similar to those shown in Fig. 4.4 (d), was also possible to receive in two steps. First the film was exposed through a projection or contact screen without the original. Thus obtained pre-screened film could be delivered centrally for mechanicals producing in cameras and contact-copying frames without the use of optical screen.
TRC form in that kind of screening is defined by the density distribution within a screen unit cell. Example of three exposure values for three different type of screens in figure 4.5 conditionally explains how at the same utmost dot sizes the different form of such distribution provides the unlike gradation (halftone dot area) in the midtones.
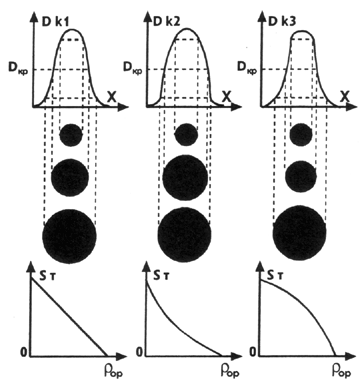
Figure 4.5. Effect of the optical density distribution in a contact screen cell on the TRC form.
Contact screens were widely used for the halftone transparencies recording by xenon lamps and lasers also in the first generations of electronic scanners.
Their nomenclature, in contrast to projection analogues, was wide enough to allow more flexible control of reproduction parameters. They differed not only in ruling, but also in the range of densities and their distribution in cells (the form of TRC), the substrate color (gray and purple), the structure geometry and orientation, the dot shape and other parameters. There were also the screens with the specific geometry aimed on achieving the special effects as shown in figure 4.6.
Figure 4.6. Image from Polychrome pamphlet for the contact screens with special effects.
4.2.4 Photomechanic equipment Central to the range of photomechanical equipment was large format cameras. According to the location of the basic optical elements they were vertical and horizontal. In the first of them, the table holding an original was in the horizontal plane, above which the lamp, lens, filters, screen, film cassette and other components were located (Figure 1.5 a).
The optical channel of the second type cameras was horizontal (Figure 1.5, b). "Light room" camera was equipped with a lightproof cassette filled with film in a dark room. The lamps and original holder of the "two-room" cameras were located in a bright room, while the exposed part with photographic material was in a dark one, where the film photochemical processing was carried out.
The latest models of these devices were comprising high-performance systems, equipped with light meters, digital means for exposure calculating, automated control for diaphragms and shutters, color filters replacement, focus adjustment at given magnification, as well as with vacuum suction of film and contact screen. A number of such complexes were equipped with systems of automatic supply of photographic material and its output to the developing machine with control systems of such parameters of chemical solutions as their concentration, temperature, mixing intensity, as well as means of densitometric control of film processing.
In most cases, the fast development technology (Rapid Acsess Process) was used, in which the "from dry to dry" time was 1.5 - 2.0 min., due to the increased temperature of the solutions and the use of films with a heat withstanding base [4.2]. To improve performance, processors were linked in a production line with cameras as it’s nowadays done for imagesetters and CTP devices.
Auxiliary photomechanical equipment includes a contact-copying frame for image transfer from one film to another with change of polarity (negative to positive and vice versa), accompanying such transfer. This additional operation, caused, for example, by obtaining a positive from the first (negative) halftone in relation to the production of litho plates of positive copying, was accompanied by a double consumption of expensive (silver-containing) film.
Contact-copying was also widely used for the selective addition or subtraction of the CT transparencies densities in the procedures of gradation and color correction masking, as well as for images cropping and combining.
Obtaining halftone transparencies of different polarity by such copying was necessary for their manual local retouching. Reduction of the dots size was provided in it by etching, but for their increase the etching solution has to influence a negative.
The mechanism of etching of halftone dots on the film is explained in figure. 4.7. "Proportionally" acting solution reduces the optical density at approximately the same value over dot area. The potential of such retouching was estimated by the so-called correcting effect as a tone value by which the dot could be reduced. For un-sharp, “soft” dots such facility is higher and therefore conflicts with the further discussed copying properties in plate making. The “hard” dots of a П - shape density distribution, having the perfect copying properties, do not at all possess the effect of such correction.
|
Figure 4.7. Optical density distributions within the halftone dots previous to (1) and after (2) the transparency etching with effect depending on the dot edge sharpness “Step-and-repeating” camera was intended for multiplication of the small-sized color-separated halftone transparencies (postcards, labels, etc.) by consistently positioning its exposing head on specified areas of film of a press sheet format. |
|
Retouching desk, being at the same time a device for visual control of transparencies, had the base made of "milk" glass, with an internal uniform illumination. Larger dimension has the similar table to assembly on a transparent base of a press sheet format the films of pages with text and illustrations layout, films with the register marks and the plate making and printing control elements. In the assembly of films for multi-color printing, special attention is paid to their size matching and placement accuracy, since the deviations would blur the image and are fraught with the appearance of moiré after statistical summing up with the paper sheet register errors on a press. Essential tools for visual and instrumental inspection of mechanicals in the retouching and assembly are a lens, microscope and transmission densitometer. Retouching, pages layout, assembly, transparencies multiplication, auxiliary control elements generating are provided today automatically by digital data processing. With the proper format of CtP output the final plate is produced with the complete bypassing the film processing stage.
4.3 Electronic dot generating The screening systems development is aimed on improving the prints microstructure and increasing their information capacity. Problems of choice the halftoning procedure which would be adequate the reproduced original nature and printing specifics arise mainly due to the lack of clear evaluation criteria and correct basis for comparing the different techniques. Many characteristics of traditional, limited in their nomenclature screens require rethinking and definition in the light of modern information technology, which is hampered, in particular, by not yet well-established terminology. The most discussed issues of the screening which would match the particular kind of printing are: - dot gain; - tone rendition and its control facilities; - resolution; - degree of contours and fine detail distortion; - possibility of moiré and false patterns appearance; - visual uniformity of resulting print structure; - required resolution of image input (source file volume); - complexity of the algorithms used.
4.3.1 Basic principles In the electronic dot generating (EDG) the autotype principle is realized bypassing the photomechanical screening effect to get a more rigid connection between the print element size and image signal value [4.3]. The halftone dot area is, as result, less critical to the deviations of exposure, film contrast and processing conditions (development time, concentration, temperature, mixing intensity of the developer), which, in turn, highly effects the critical point position (Dthr, lgHthr) in figure 4.8. These instabilities affect mainly the dots density, and not their size as the ink coverage on the future print. High copying properties are achieved in this case on ordinary high-contrast layers, regardless of the unstable, "infectious" development required to get “hard” dots in projection or contact screening. Image of desired size dot is formed in the optical path of the recorder.4 By analogy with the scheme in figure 4.2, explaining the photomechanical screening effect, the formation of variable area dots in electronic method is illustrated by the diagram in figure 4.8.
Figure 4.8. In electronic dot generating, the displacement of the critical point (Dthr, lgHthr) due to the exposure or chemical processing deviations does not affect the halftone dot size due to the П-shaped exposure distribution rigidly set in the optical channel
П -shaped exposure in the latent image correspond to a similar form of dot density distribution after the film development and is provided in ways of the continuous and discrete dot area control.
4.3.2 Continuous modulation of halftone dot area A simplified example of continuous spatial modulation as a control of the area of the exposing light spot comprising the image of a halftone dot explains figure 4.9. The signal current, in the winding of the electromagnet 1, controls the degree of mutual overlap of the movable 2 and fixed 3 parts of the diaphragm. To obtain dots of circular shape, a drive of the so-called iris diaphragm can be arranged in a similar way.
Figure 4.9. Electromagnetic diaphragm for controlling the area of the exposure spot – image of a halftone dot
A significant mass of mobile elements limits the speed of such drive, so only devices with relatively low-inertia “mirror galvanometers” have found practical application in Time-Life PDI scanners [4.4; 4.5]. The systems with CRT were non-inertial in this respect. Halftone dot were formed in them either by a spiral or rectangular scan of an electron beam controlled by a video signal [3.2; 4.6], by defocusing this beam [4.7] or modulating its cross section with an electric field [4.8]. Systems with magneto-optical control of the shape and area of the exposed spot created by the laser beam were also proposed [4.9]. Continuous modulation of the dot area is carried out until now in the electro-mechanical engraving of the gravure cylinders or laser burning holes in the "master film" of digital screen printing.
4.3.3 Discrete dot area control Discrete control of the ink coverage within a unit area of the halftone image began to prevail in the scanners with the development of digital techniques and is now widely used in computer publishing systems that integrated the text and illustrative data processing. In this regard, electronic screening with the above-mentioned continuous control of the dot area is sometimes called analog, while one with its discrete variation - digital. The whole alphabet of halftone dots can be represented by a set of bitmaps, quantitative ratio and relative location of “0” and “1” in which determines the area and shape of future print elements and blank spaces (Figure 4.10). To compensate for the dot gain, a different bitmap from the existing set is assigned to the tone value, and with limited selection, the proper tone rendition is achieved using a different set of symbols.
|
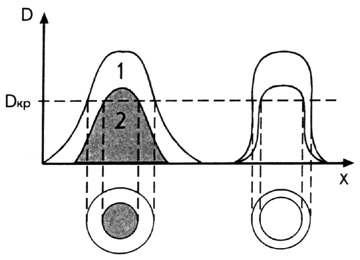
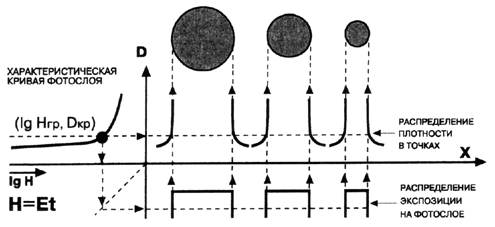
Figure 4.10. Representation of the print elements alphabet by bitmaps with ordered (a) and random (dither) (b) distribution of sub-elements (microdots) within the screen mesh
The dot alphabet can also be represented by a single matrix of weight values in the dimension of a uniform tone signal. Such values can be distributed here in an orderly or irregular manner. A greater number of visually equidistant gradations provide distributions, “screen hills” with weights monotonically decreasing or increasing from the center to periphery of the matrix and corresponding on a print to dots and gaps with minimal perimeters. An example of such distribution within the 8x8 subelements period of screen function is shown in figure 4.11(a, b).

Figure 4.11. Options for grouping of recorded microdots within the screen spatial period: a - screen "hill"; b - screen "crater”; c - for a 45° angle screen of √2 times greater ruling; g - of the twice higher screen ruling at 0°
In the electronic dot generator (EDG), the current value of the image signal is compared with the weight of the element under the exposing beam during recording. As the result of the comparison, a signal is produced that allows or prevents the beam from affecting this element of the substrate in one way or another. The operation of such a generator 1 in the block diagram of the output device is explained in figure 4.12. |
|
Figure 4.12. Electronic dot generator The copy material, such as high-contrast film 2, is fixed on a drum 3 rotated by a motor 4. On the axis of the cylinder 3, a transparent disk 5 is installed with opaque stripes 6, the step of which corresponds to the material 2 movement around the drum 3 by the size of a microdot. The light beam of the lamp 7 is interrupted by stripes 6 and in the load of the photoelectric transducer (PET) 8 a pulse clock signal is formed. Single stripe 9, interrupting the beam of the lamp 7 once per cylinder 3 revolve, creates at the PET 10 output a pulse signal of the line frequency. These signals are fed to the former 11, where by cyclic recalculation of the clock frequency pulses from the beginning of a line and the line frequency pulses from the first scan line the cells addresses X and Y are formed for the look-up table (LUT) 16 with the weight values of the microdots of image unit area 12. Here, the frequencies agreed with the cylinder 3 rotation are also obtained for the motor 13, which moves the recording head with the help of the lead screw 14, and for taking the original signal samples from the source 15. It can be the output of an electric communication channel, prepress image file or the like. If the reproduction is carried out in real time of the original image capturing in a scanner the latter of these frequencies is used for sampling in its analogue-to-digital converter (ADC). The number of elements for which the threshold values are recorded in memory 16 corresponds in this example to one spatial period of the screen function or one halftone mesh. It is also accepted for simplicity equal 8 x 8 and number of gradations (levels of tone range quantization) - 64. In practice, to obtain the required number of uniform gray steps, matrices of much larger volume and 256 levels of tone quantization are used. According to the addresses X and Y of former 11 the microdot weight value is output from the memory 16 to the comparator 17 input while the current signal value is supplied to its other input. As a result of the comparison, the electro-optical modulator 18 receives a signal allowing or prohibiting the laser beam 19 to pass through the lens 21 to the recorded substrate 2. The halftone dot formed in such a device by the sixteenth quantization level is, for example, indicated in figure 4.11 (b). The threshold value renewal is determined by the clock and line frequencies, while the image signal frequency depends on the sampling rate at capturing of an original or on the pixels density in its image file. These replacement periods are taken in this example equal and matching in phase with the period of weight function, and the latter, in turn, coinciding with the screen mesh. In general, and, for example, when the screen, as will shown below, is formed at some angle to scan lines, all these periods do not coincide. The algorithm for halftone structure formation in most screening programs is similar to this EDG operation.
4.3.4 Screen function As it was shown, the screen function is a two - dimensional periodic distribution of the weight values of the elements forming halftone dots and blanks on the copy. These values are expressed in the image tone quantization scale. Therefore, the size of the matrix representing one spatial period of such a function determines the discreteness of the second (after the ADC) quantization of the tone range. However, in a number the reasons, as explained in chapter 8, this scale is non-linear in respect of any of the tone representations, whether it is brightness, reflectivity, lightness, optical density, etc. The relationship between the values of the equal-contrast signal and the number of microdots forming the halftone dot is also nonlinear. Visually non uniform is, in turn, a step wedge, formed by dots, differing by the same number of such microdots. The same wedge is only theoretically linear with respect to reflection (absorption) coefficients on a print. The latter nonlinearity is redoubled as the decrease in absolute microdots size (as the resolution of the output growth). For these reasons, the matrix size should exceed the number of equal-contrast signal levels and comprise in practice up to 24 x 24 or even 30 x 30. So, the resolution of the output devices is much higher than the source files definition and reaches a 5000 dpi with the element size 5 microns. Weight values are grouped inside the matrix in different ways to form one or more clusters. In the first case (Figure 4.11, a, b) weights can change from the center to the periphery in the form of a "hill" or "crater" to obtain a single halftone dot or blank space.5 The resolution of the toner based and ink jet printing is relatively low and the matrixes take up too much space. The illusion of the higher frequency screen can be created by the grouping weights into a greater number of clusters. A simple example of a two-fold, with respect to the variants of figures 4.11 (a) and (b), ruling increase shows figure 4.11 (d). The weight values are distributed so that each of the four halftone dots formed in this period responds by changing its area by one microdot, respectively, for each first, second, third and fourth signal level. Another example that explains the formation of a screen structure with a ruling greater than 150 lines/inch (60 lines/cm) in a printer with a resolution of only 600 dpi (25 lines/mm) is illustrated in figure 4.13. The period of this function, covering 241 printer microdots, is divided into 25 clusters, each of which responses only to the corresponding, assigned to it 25th tone level [4.10]. Here, for clarity, only two clusters are fully populated, the rest of them are shown containing only the minimal of the cluster values. As can be seen from the drawing, the screen formed by this function is inclined by an angle with a rational tangent, well approximating the angle 150 (arc tg 4/15 ~ 14050’) used for cyan or magenta process ink.
|
 Figure
4.13. Grouping
weights for 25 clusters in one period of the screen function to
increase the halftone frequency in printer of small resolution
Figure
4.13. Grouping
weights for 25 clusters in one period of the screen function to
increase the halftone frequency in printer of small resolution
As can be seen from the microdots placement order of a unit copy area, given by the distribution in figure 4.13, the lightest gradation of an original is reproduced by the microdot 1, repeated on the print with the period of this function. The screen frequency gradually increases with the tone growth and reaches the nominal value at its 25th level, when at least one element is formed in each of the 25 clusters. Similarly, the frequency of the blank spaces gradually decreases in the shadows from 216 to the last 241 level. Thus, the structure of printed and blank elements formed by such a function has all the features of the above-mentioned hybrid screen, partly using the principle of FM screening, in which, as noted in [1.9], the contour sharpness also depends on its contrast. So, in this example, the printing system responds to the minimal tone jump (1/241 of a range) with the period of the screen function. For transitions greater of 25 levels, the frequency response growths about five times, i.e. up to equal clusters periodicity.
When weights are placed randomly in such a matrix, there are no large dots or blanks, and the screen is completely irregular. Its resolution is, however, similarly dependent on the detail contrast.