

5. Перечень и описание применяемого режущего инструмента
Строгальные резцы при каждом рабочем ходе претерпевают ударную нагрузку, поэтому поперечное сечение их стержня больше, чем у токарных резцов. В соответствии государственными стандартами, начиная с ГОСТ 18887—73* и до 18894—73* изготавливают проходные, подрезные, прорезные, отрезные и широкие чистовые строгальные резцы с пластинами из быстрорежущей стали или из твердого сплава.
В зависимости от условий обработки используют прямые или изогнутые строгальные резцы (рис.). Наибольшее распространение получили изогнутые резцы, так как во время обработки вследствие изменения величины припуска вершина прямого резца углубляется в заготовку (рис. а), тогда как вершина изогнутого резца отходит от заготовки (рис. б).
Это приводит к увеличению глубины резания Г, прямым резцом по сравнению по сравнению с установленной t, снижению точности и чистоты обработки. Поэтому прямыми резцами можно строгать однородный материал при небольшом сечении срезаемого слоя, если суппорт с резцом имеет достаточную жесткость. Во всех остальных случаях предпочтение отдают изогнутым строгальным резцам, получившим наибольшее распространение.

Рис. − Строгальные резцы: а — прямой; б —изогнутый

Рис. − Отжим резцов прямого (а) и изогнутого (б) резцов при строгании: R — радиус траектории вершины резца: t, — установленная и фактическая глубина резания соответственно
Для строгания плоскостей применяют проходные резцы. Они бывают прямыми и изогнутыми и предназначаются как для черновой, грубой, так и для чистовой обработки, отличаясь лишь углами резания. Черновые проходные резцы обеспечивают шероховатость поверхности Rz 320— 80 мкм, а чистовые (при глубине резания 0,05—1,5 мм) — Rz 40—1,25 мкм. Размеры проходных резцов приведены в табл. 2.6 и 2.7. Проходные строгальные резцы с пластинами из быстрорежущей стали имеют вспомогательный угол в плане ф' = 10°, а с пластинами из твердого сплава — ф' = = 45°. В соответствии с направлением движения подачи пользуются левыми или правыми резцами.
6. Перечень и описание вспомогательного инструмента для станков заданной группы
Универсальные приспособления для строгального станка служат для закрепления заготовок разных размеров на столе станка. К ним обычно относят: прижимные планки, простые машинные тиски, поворотные машинные тиски, упорные прижимы, угольники и т. п.

Рис. − Прижимные планки: 1 — заготовка; 2 — прижимные планки; 3 —болты; 4 — подкладки; 5 — стол станка.

Рис. − Поворотные машинные тиски: 1 — кронштейн; 2 — винт; 3 — подвижная губка; 4 — неподвижная губка; 5 — корпус; 6 — градусная шкала; 7 — нижняя плита.
Специальные приспособления проектируют для обработки конкретной детали и большей частью применяют для выполнения определенной операции.
7. Перечень и описание мерительного инструмента, используемого на станке:
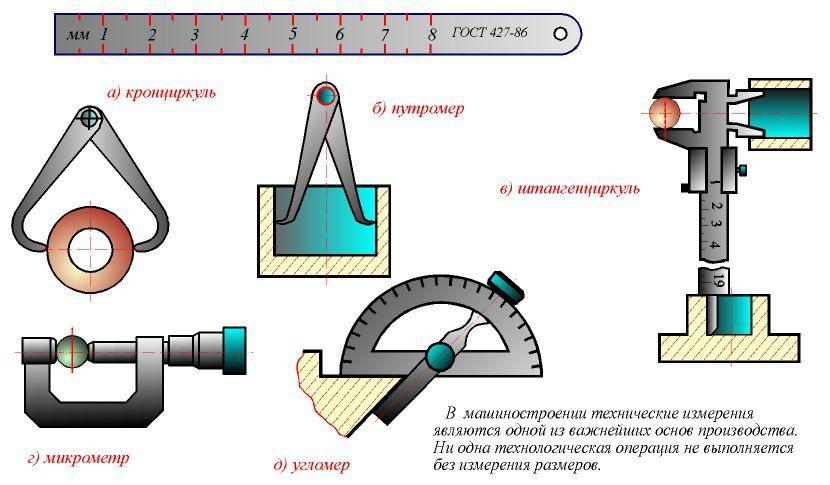
Рис. – Мерительный инструмент
а) Контрциркуль- предназначен для определения размеров деталей относительным методом. Также используется при разметочных работах. По форме исполнения подразделяются на кронциркули для наружных и для внутренних измерений
б) Нутромер- это прецизионный инструмент для определения размеров пазов, отверстий и внутренних поверхностей изделий методами абсолютного или относительного измерения. При определении диаметра принцип работы прибора сходен с радиусометром, но позволяет производить замеры в труднодоступных местах
в) Штангенциркуль- универсальный измерительный прибор, предназначенный для высокоточных измерений наружных и внутренних линейных размеров, а также глубин отверстий
г) Микрометр- измерительный прибор, предназначенный для измерения длины (линейного размера) с низкой погрешностью. Погрешность измерения микрометром составляет от 2 до 50 мкм в зависимости от измеряемых диапазонов и класса точности прибора. При измерении применяется абсолютный или относительный контактный метод и преобразовательным механизмом которого является микропара винт — гайка
д) Угломер- гломерный прибор, предназначенный для измерения геометрических углов в различных конструкциях, в деталях и между поверхностями (в основном контактным методом), и между удалёнными объектами (оптическим методом). Измерение производится в градусах, на основе линейчатой шкалы, линейчато-круговой шкалы (с механическим указателем или стрелкой), нониуса или в электронном виде, в зависимости от типа прибора
ВЫВОД:
Зубофрезерный станок 53А50 в станке универсального фрезерного суппорта позволяет обрабатывать цилиндрические и червячные колеса методом радиального врезания и тангенциальной подачи. На базе станка могут изготавливаться спецстанки, позволяющие обрабатывать колеса с бочкообразной или конусной формой зубьев. Для расширения технологических возможностей зубофрезерные станки могут оснащаться системой ЧПУ Станки нового поколения оснащены системой ЧПУ это дает значительное повышение производительности точность обработки стойкость инструмента и существенное сокращение брака удешевление модернизации и сервисного обслуживания станка.
Простота и удобство управления
Но есть и минусы у станков с ЧПУ, у них бывают сбои в программе в чем лучше себя покажут станки старого поколения на которых отсутствует программное управление.
Литература
Практика Учебная
1. Маталин А. А. Технология машиностроения. – Л.: Машиностроение, 1985.
2. Технология тракторостроения [Электронный ресурс] : учебник / А. В. Победин ; под ред. А. В. Победина ; ВолгГТУ. - Волгоград : ВолгГТУ, 2011. - 476 с.
3. Тимирязев В. А. Основы технологии машиностроительного производства [Электрон-ный ресурс] : учеб. для студ. вузов / В. А. Тимирязев, В. П. Вороненко, А. Г. Схиртлад-зе; под ред. В. А. Тимирязева - СПб. : Лань, 2012. - 448 с.. - ISBN 978-5-8114-1150-4- (ЭБС "Лань") - Режим доступа: http://e.lanbook.com/books/element.php?pl1_cid=25&pl1_id=3722.
4. Металлорежущие станки: учебник. В 2 т. Т. 2 / В.В. Бушуев, А.В. Еремин, А.А. Какойло и др.; под ред. В.В. Бушуева. Т. 2. — М.: Машиностроение, 2011. — 586 с.
5. Металлорежущие станки. В 2 т. Т. 2 : учебник для студ. М54 учреждений высш. проф. образования / [А.М.Гаврилин, В.И.Сотников, А. Г. Схиртладзе, Г.А.Харламов]. — М. : Издательский центр «Академия», 2012 — 336 с.
6. Станочное оборудование машиностроительных производств: учебник для вузов: в 2-х ч. / А. М. Гаврилин, В. И. Сотников, А. Г. Схиртладзе, Г. А. Харламов. —Старый Оскол: ТНТ, 2012 — Ч. I. — 416 с.
7. Справочник технолога-машиностроителя. / Под ред. Косиловой А. Г., Мещерякова А. А. – в 2-х томах, Т. 2, 1985 г.