

6. Перечень и описание вспомогательного инструмента для станков заданной группы
При установке червячной фрезы на зубофрезерных станках, чтобы избежать появления несимметричной огранки профиля зубьев шестерен, особенно с малым числом зубьев и крупным модулем, необходимо добиваться совпадения оси впадины одного из зубьев червячной фрезы с осью заготовки.
В объединении «Эскалатор» для этой цели разработано и внедрено приспособление, показанное на рис. Корпус приспособления, состоит из двух скрепленных винтами деталей: основания 12 и призмы 4. На основании закреплены стойка 9 с подпружиненным пальцем 7, планка 10 с пластинчатой пружиной 11 и индикатор 8. В отверстии призмы установлен цилиндрический щуп 2 со сферической головкой, на нем закреплена также скоба 3, одновременно контактирующая выступами с пальцем 7 и ножкой индикатора 6.
При установке червячной фрезы приспособление надевается на оправку 5 вместо обрабатываемой заготовки. Планка регулируется по высоте так, чтобы пластинчатая пружина надежно прижала призму к поверхности оправки. После этого движением вверх поворотного стола станка с оправкой сферическую головку щупа заводят в одну из впадин зуба червячной фрезы 1 до соприкосновения их поверхностей и создают определенный натяг на индикаторе. Затем перемещением червячной фрезы и стола по показаниям стрелки индикатора находят наикратчайшее расстояние между осью фрезы и оправкой. Это расстояние будет соответствовать совпадению осей симметрии впадины зуба и оправки.
Применение данного приспособления повышает качество шестерен и увеличивает срок их службы.

Рис. − Приспособление для установки червячной фрезы
Оправки для дисковых, торцевых, угловых и других насадных фрез выполняются с конусом Морзе (1 : 20) или конусностью 7 : 24. Оправки с хвостовиком, имеющие конус Морзе, обычно устанавливаются непосредственно в шпиндели станка, а с конусностью 7 : 24 — через переходные втулки. Праворежущие фрезы крепятся на оправке винтом с правой резьбой, леворежущие — с левой.
На горизонтально-фрезерных станках оправка крепится с одной стороны в шпинделе, с другой — в подшипнике серьги станка.
При фрезеровании часто используются промежуточные втулки. Однако следует учитывать следующие: чем больше промежуточных элементов, тем труднее обеспечить точность и жесткость крепления инструмента (фрезы). Рекомендуется закреплять фрезы (создавать момент затяжки инструмента) усилием порядка 16 000 Н/см. При снижении усилия затяжки в 2 раза стойкость фрез из-за возникновения вибраций также уменьшается в 2 раза.
Длинные фрезерные центровые оправки при восприятии ими значительных нагрузок могут устанавливаться и на третью опору (дополнительную серьгу), что встречается значительно реже.
На оправке фрезы могут устанавливаться на различном расстоянии от шпинделя и друг от друга за счет набора регулировочных колец.
Оправки имеют разную жесткость. Обычную (обычной жесткости) оправку можно рассматривать как балку, закрепленную одним концом в шпинделе (консольно), без учета кронштейна, поддерживающего второй торец оправки.
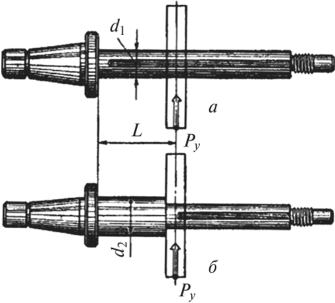
Рис. − Схема фрезерных оправок: а — обычная; 6 — повышенной жесткости
При настройке на размер набора фрез (обеспечивающих заданное расстояние между параллельными обрабатываемыми поверхностями) между фрезами размещают дистанционные кольца, подбирая их из стандартных наборов.

Рис. − Схемы разрезного наладочного кольца (а) и регулируемого настроечного кольца (б), используемых при наладке горизонтально-фрезерного станка:
7 — разрезное кольцо; 2 — дистанционные кольца;
3 — распорное регулируемое кольцо
7. Перечень и описание мерительного инструмента, используемого на станке
Средства измерения зубчатых передач. К этой группе иногда относят средства измерения зуборезного инструмента и средства, устанавливаемые на зубообрабатывающих станках.
З. п. измеряют цилиндрические колёса (прямозубые и косозубые, с наружным и внутренним зацеплением), конические колёса, червяки и червячные фрезы. Особую группу составляют З. п. для мелкомодульных колёс (с модулем менее 1 мм). Приборы, служащие для контроля цилиндрических колёс внешнего зацепления, часто снабжаются приспособлениями для контроля др. колёс или элементов зацепления, зуборезного инструмента и т.д. З. п. можно выявлять определённые эксплуатационные свойства колёс: кинематическую точность, плавность работы, полноту контакта и боковой зазор. Универсальными приборами можно проверять несколько параметров колеса или один параметр в определённом диапазоне размеров без специальных настроечных приспособлений (например, универсальный Эвольвентомер).
З. п. могут быть станковыми, когда контролируемое колесо устанавливается на прибор; накладными, когда прибор накладывают при измерении на колесо: приставными, когда устанавливают колесо и прибор от одной базы на контрольной плите или на станке. Наиболее распространённые станковые приборы бывают 4 типоразмеров, определяемых диаметром делительной окружности контролируемых зубчатых колес: 5—120; 20—320; 200—800; 500 1250 мм. З. п. используют для приёмочного (окончательного) и технологического контроля. При приёмочном контроле З. п. оценивают параметры, характеризующие точность зубчатого колеса как элемента будущей передачи. Такие приборы служат для комплексного метода контроля, при котором выявляются погрешности комплекса взаимосвязанных элементов колеса, например, при зацеплении его с измерительным колесом, погрешностью которого пренебрегают. При технологическом контроле З. п. определяют отдельные параметры зубчатых колёс (шаг, профиль и т.д.), однозначно связанные с каким-либо элементом технологического процесса обработки (например, инструмента, станка и т.д.). В практике приборы для технологического контроля часто используются и в качестве приёмочных.
З. п. для цилиндрических колёс с модулем более 1 мм предназначаются для контроля следующих показателей: кинематической погрешности, накоплен-ной погрешности и разности окружных шагов; радиального биения зубчатого венца (биениемер); межцентрового расстояния (Межцентромер); волнисто-сти поверхности (волномер); шага зацепления (Шагомер); формы и расположе-ния контактной линии (контактомер); направления зуба (Ходомер); профиля (эвольвентомер), толщины зуба (зубомер), длины общей нормали (Нормалемер); положения исходного контура.
Разнообразие З. п. объясняется сложностью геометрической формы зубчатых колёс, многообразием способов их обработки, а также возможностью выявлять одни и те же эксплуатационные свойства колеса контролем разных его параметров. Конкретные параметры, которые необходимо проверять, устанавливаются заводскими или отраслевыми техническими документами на изготовление зубчатых передач, а также рекомендациями по стандартизации PC 373—65 «Приборы для контроля цилиндрических зубчатых колёс».
Перспективной является система единой оценки эксплуатационного качества зубчатых колёс, которая предполагает совершенствование приборов для контроля кинематической погрешности, т. н. приборов для комплексного однопрофильного контроля. Результаты такого контроля представляют сложную периодическую функцию, которую можно подвергать гармоническому анализу, например, с помощью ЭВМ. Развитие таких способов обработки результата измерений позволяет в значит. мере отказаться от нормирования всех элементов зубчатого колеса, что ведёт к сокращению числа приборов. Такой вид контроля наиболее полно характеризует эксплуатационные свойства проверяемого колеса и позволяет проводить анализ погрешностей технологического процесса.

Рис. − Отечественный универсальный зубоизмерительный прибор для контроля зубчатых колёс с модулем зацепления m=0,3—1,25 мм, диаметром 10—160 мм: 1 — контролируемое колесо; 2 — корпус; 3 — кронштейн с установочными центрами; 4 — измерительное устройство.

Рис. − Отечественный накладной шагомер для контроля шага зацепления цилиндрических зубчатых колёс с модулем зацепления m = 1,5 − 10 мм: 1 − контролируемое колесо; 2, 3 и 4 − измерительные наконечники; 5 − двухстороннее отсчётное устройство.
Продольно−строгальный двухстоечный станок 7Б220-6

Рис − Продольно−строгальный станок 7Б220-6
1. Назначение оборудования
Продольно–строгальный станок 7Б220-6 предназначен для черновой, чистовой и отделочной обработки горизонтальных, вертикальных и наклонных плоскостей различных деталей из чугуна, стали и цветных металлов, и обработки строганием крупных корпусных и базовых вертикальных, горизонтальных, наклонных плоских и фасонных поверхностей, прорезания в них пазов и канавок подрезки вертикальных поверхностей в условиях мелкосерийного производства
2. Виды формообразующих движений
Главным движением у продольно-строгальных станков является возвратно-поступательное движение заготовки.
Движение подачи у металлорежущих станков может быть непрерывным или прерывистым (периодическим), простым или сложным, состоять из нескольких самостоятельных движений или вовсе отсутствовать. Например, у токарных, фрезерных, сверлильных и других станков движение подачи является непрерывным. Прерывистым оно бывает, например, у продольно-строгальных станков.
3. Расшифровка обозначения оборудования
5 – долбежная, строгальная и протяжная группа
Б – модификация
220 – высота центров 220 см
6 – протяжные вертикальные для протягивания внутреннего тип
4. Основная техническая и технологическая характеристика оборудования
Класс точности: Н Длина рабочей поверхности стола, мм 6300 Ширина стола, мм 1800 Наибольший ход стола, мм 6300 Мощность, кВт: 100 Размеры , мм: 17300_7100_5800 Масса станка с выносным оборудованием, кг: 98200
Особенности конструкции продольно-строгального двухстоечного станка 7б220
Механизм установки длины хода стола, расположенный на коробке скоростей, обеспечивает минимальную величину пробега стола на всем диапазоне скоростей его движения.
Направляющие станины обеспечивают стабильное возвратно-поступательное движение стола, предохраняя его от возможных боковых сдвигов в процессе резания.
Для предупреждения возможного схода стола с направляющих станины при аварийном его перебеге в станине предусмотрено специальное тормозное устройство.
Механизмы подачи обеспечивают периодическую подачу суппортов перед началом рабочего хода стола, а также установочные независимые перемещения каждого из суппортов.
Привод стола осуществляется от реверсивного электродвигателя постоянного тока через двухдиапазонную коробку скоростей и червячно-реечную передачу. Бесступенчатое и независимое регулирование скоростей рабочего и обратного ходов стола в широком диапазоне достигается электроприводом по системе генератор — двигатель с электромашинным усилителем поперечного поля. Привод обеспечивает плавное врезание резца и замедленный выход его из изделия. Скорость обратного хода стола регулируется независимо от скорости рабочего хода.
В станке предусмотрена выборка зазоров в направляющих кареток суппортов и в гайке ходового винта ползуна суппортов.
Смазка направляющих станины и червячно-реечной пары стола производится от центральной смазочной станции под давлением.
Управление направлением движений каждого из суппортов — однорукояточное. Основные движения станка осуществляются с подвесной кнопочной станции.
Система необходимых блокировочных устройств и специальные тормозные устройства обеспечивают безаварийную работу станка.
Класс точности станка. Шероховатость обработанной поверхности V5—V6.
Станок работает нормально при температуре окружающего воздуха от +5 до +40
Таблица − Технические характеристики станка 7Б220
Параметр |
Значение |
Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) |
Н |
Длина рабочей поверхности стола, мм |
5000 |
Ширина стола, мм |
1800 |
Наибольший ход стола, мм |
5000 |
ЧПУ |
- |
Пределы частот вращения шпинделя Min/Max, об/мин. |
- |
Мощность, кВт |
160 |
Габариты, мм |
16500_7100_5800 |
Масса, кг |
96900 |
Начало серийного выпуска, год |
1974 |