

11 Моделирование работы мехатронной системы
Моделирование осуществляется с помощью библиотеки Simulink программы Matlab. Система управления реализована согласно рисунку 5.
Задание скорости представляет собой трапецеидальные сигналы, рассчитанные в главе 3 и показанные на рисунке 4.
Статическая нагрузка, рассчитанная в главе 3, представляет собой силу трения, поэтому она задаётся с учётом наличия движения тележки.
Динамическая нагрузка, рассчитанная в главе 3, задаётся в виде приведённого к валу двигателя момента инерции, умноженного на производную скорости вращения двигателя.
Модель двигателя в Matlab используется стандартная – представленная в библиотеки Simulink – «Asynchronous Machine SI Units», в которой указаны все необходимые параметры двигателя 4A180S2Y3 (рисунок 8).

Рисунок 8 – Параметры модели двигателя 4A180S2Y3 в элементе «Asynchronous Machine SI Units» библиотеки Simulink
Реализованная в Matlab модель показана на рисунке 9.
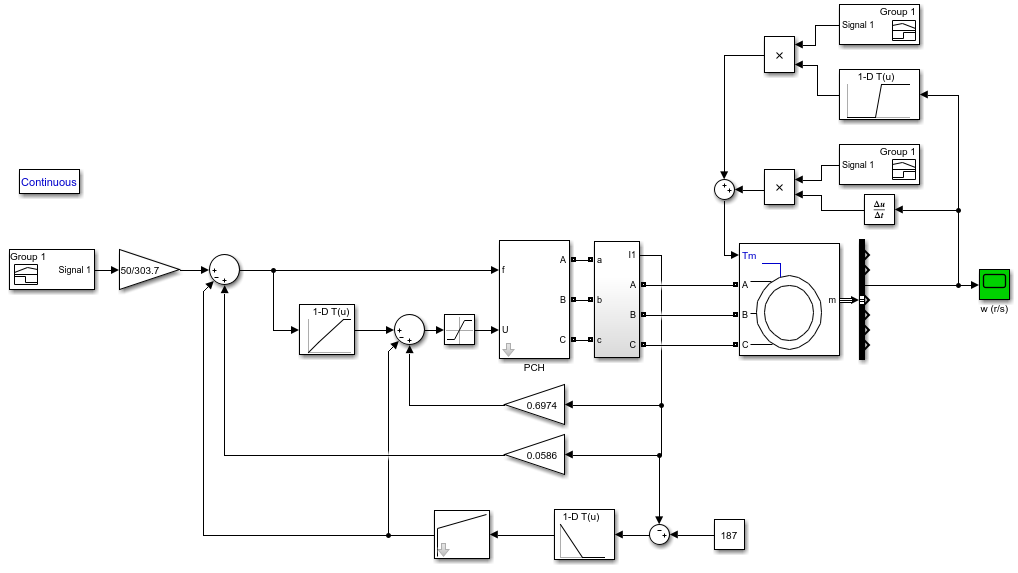
Рисунок 9 – Модель ПЧ-АД с обратной связью по току статора, реализованная в Simulink Matlab
П
, c-1
ереходные процессы, полученные из этой модели, продемонстрированы на рисунке 10.
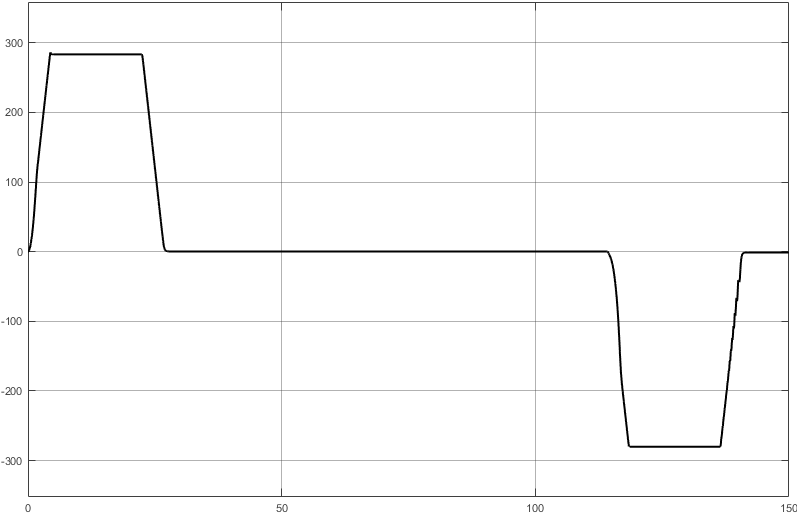
t, c
Рисунок
10 – Тахограмма перемещения тележки
мостового крана, смоделированная в
Matlab
12 Требования к сборке и сварке металлоконструкций крана при монтаже
Сборка и сварка элементов металлоконструкций крана при монтаже должны производиться в соответствии с правилами Госгортехнадзора.
К выполнению сварочных работ должны допускаться сварщики прошедшие испытания в соответствии с правилами Госгортехнадзора.
Сборка и подготовка элементов металлоконструкции к сварке:
а) зазоры между свариваемыми элементами для всех типов сварных соединений должны быть в пределах, установленных ГОСТ 5264-80;
б) свариваемые кромки и прилежащие к ним зоны металла шириной не менее 20 мм должны быть очищены до металлического блеска;
в) при отсутствии болтовых соединений сборка деталей металлоконструкций производится посредством прихваток;
г) прихватки, располагаемые в местах выполнения сварных швов, должны выполняться аттестованными сварщиками с использованием тех же сварочных материалов, что и при выполнении сварных швов;
д) размеры прихваток должны быть минимально необходимыми, а прихватки должны расплавляться при выполнении сварных швов;
Сварочные работы выполнять после проверки правильности сборки и при температуре окружающего воздуха не ниже 0°С.
Соответствие применяемых сварочных материалов требуемым, должно подтверждаться наличием сертификата о качестве.
Перед сваркой электроды необходимо прокалить. Температура прокаливания и время выдержки должны соответствовать указанным в паспорте и сертификате о качестве данных электродов.
Применяемые сварочные материалы указаны в таблице 5:
Материалы основных элементов металлоконструкций крана |
Тип и марка сварочных материалов |
Сталь низколегированная по ГОСТ 19282–73 |
Э50А УОНИ-13/55 ГОСТ 9467-75 и ГОСТ 9466-75 |
Сталь низколегированная по ГОСТ 19282–73 и углеродистая обыкновенного качества по ГОСТ 380-94 |
Э50А УОНИ-13/55 ГОСТ 9467-75 и ГОСТ 9466-75 |
Сталь углеродистая обыкновенного качества по ГОСТ 380-94 |
Э42 АНО-5(6) ГОСТ 9467-75 и ГОСТ 9466-75 |
Разрешается применение других типов и марок электродов с физико-механическими свойствами не ниже указанных.
Режимы сварки должны соответствовать указанным в паспорте электродов.
При многослойной сварке, после наложения каждого слоя необходимо зачистить шов и свариваемые кромки от шлака и устранить обнаруженные дефекты.
Контроль качества сварных соединений должен осуществляться внешним осмотром и измерением размеров сварных швов в соответствии с ГОСТ 3242-79.
Внешнему смотру должны подвергаться 100% сварных швов для выявления наружных трещин, наплывов, наружных пор, незаваренных кратеров, соответствия форм и размеров швов требованиям соответствующих стандартов.
При этом в сварных соединениях не допускаются:
трещины всех размеров и направлений;
местные наплывы длиной более 100 мм на участке шва 1000 мм;
подрезы глубиной 0,5 мм на металле толщиной до 20 мм, но не более 3% от толщины металла;
поры диаметром более 1,0 мм при толщине металла до 20 мм в количестве более 4-х на длине шва 400 мм с расстоянием между смежными дефектами менее 50 мм;
незаваренные кратеры;
прожоги и свищи;
поры, расположенные в виде сплошной сетки.
Проверка соответствия размеров швов заданным на чертежах размерам должна производиться путем замера шаблоном.
Качество сварных соединений считается неудовлетворительным при обнаружении в них дефектов, выходящих за пределы норм, установленных выше.
Дефектные участки сварных швов, подлежащие исправлению, должны быть удалены, подготовленные кромки соединения зачищены и заварены с последующим контролем.
Акт, монтирующей организации о соответствии выполненных монтажных работ настоящей инструкции, электрической схеме и требованиям правил Госгортехнадзора, должен включать справку о качестве сварных монтажных соединений.