

2. Классификация способов сварки
Рис.
2.2.
Схема
сварки давлением
Рис.
2.1. Схема
сварки
плавлением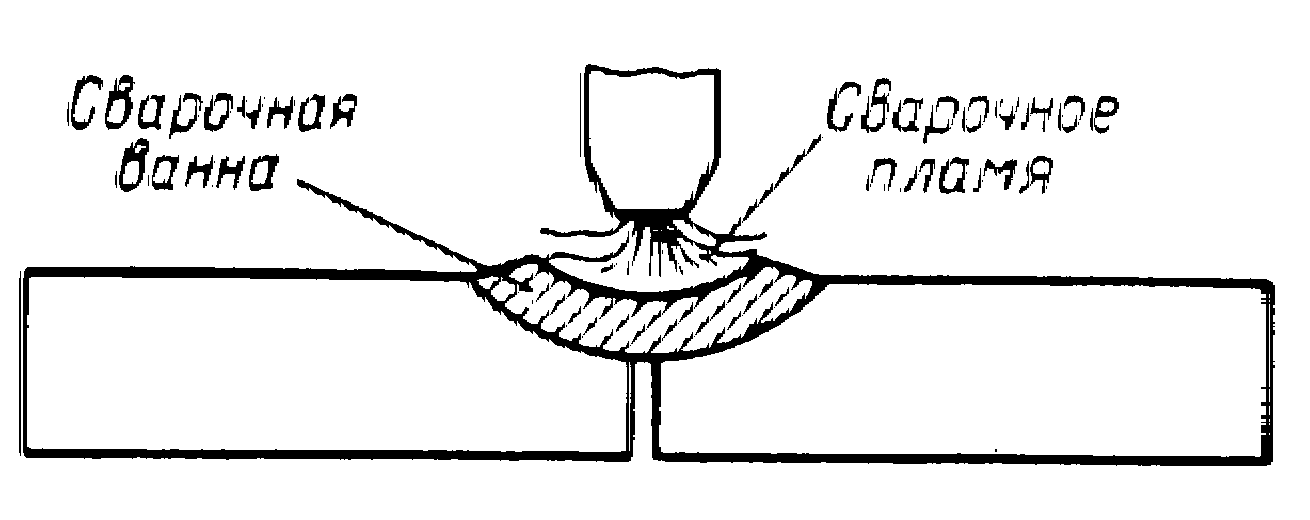
Сварка
металлов
Сварка
без давления
Сварка
давлением





















Достаточно интересна, а в некоторых случаях и удобна энергетическая классификация, основанная на виде энергии, используемой при сварке. По этому признаку все способы сварки можно разделить на четыре большие группы по преобладающему виду энергии: электрическая, химическая, механическая, лучевая.
Сварка
металлов


Электрическая
Химическая
Механическая
Лучевая

















3. Виды дуговой сварки
Электрическая дуговая сварка в настоящее время является важнейшим промышленным видом сварки металлов. Явление дугового разряда открыл и исследовал в 1802 г. академик В.В. Петров, а дуговой разряд для сварки металлов использовал в 1882 г. русский инженер Н.Н. Бернардос. Значительное усовершенствование внес инженер Н.Г. Славянов. В 1888 г. он закончил разработку способа дуговой сварки плавящимся электродом - важнейшего способа в современной промышленности.
Рис.
3.1. Сварочная
дуга прямого, косвенного и комбинированного
действия
Рис.
4.1. Схема дугового разряда:
1 -
катодное
пятно, 2 –
столб
дуги.
3 – анодное
пятно, 4
– пламя
дуги.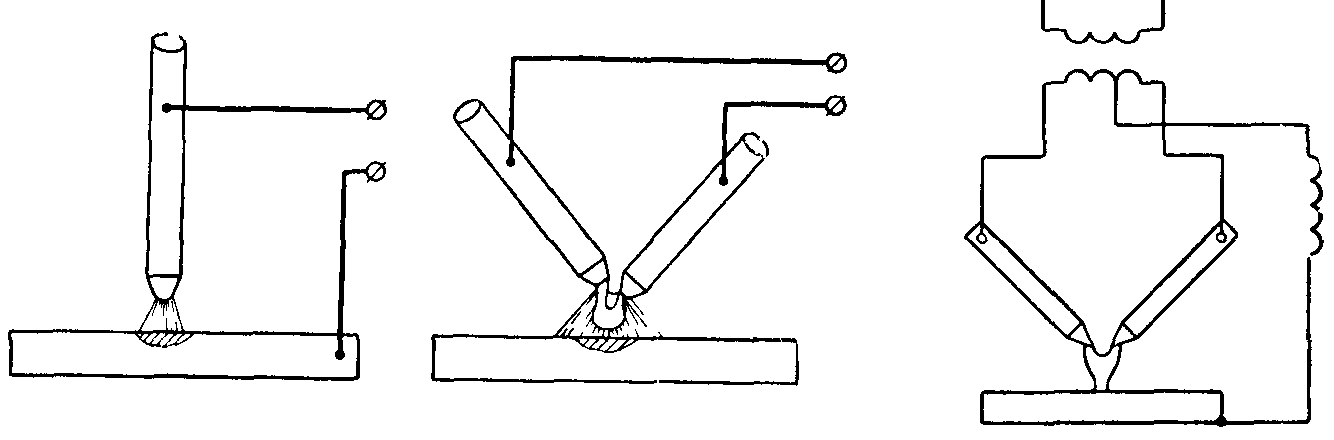

Электроды могут быть плавящимися и неплавящимися. Для питания дуги может применяться постоянный или переменный ток, одно- или многофазный, низкой или высокой частоты.
4. Электрическая сварочная дуга
Дуговой разряд возникает в газе при достаточной силе тока в цепи и принимает форму, соответствующей минимуму мощности для данной силы тока.
Между положительным анодом и отрицательным катодом расположена наиболее важная часть дугового разряда - положительный столб, имеющий обычно коническую или сферическую форму (рис. 4.1). Газ столба имеет высокую температуру, порядка 60000 С. Происходит преобразование большого количества электрической энергии разряда в тепловую энергию, нагревающую и расплавляющую металл. Общее количество высвобождающейся энергии на аноде обычно больше, чем на катоде, но иногда наблюдается обратное соотношение. Зависимость напряжения дуги от тока и ее длины выражается кривыми, которые называются характеристиками дуги.
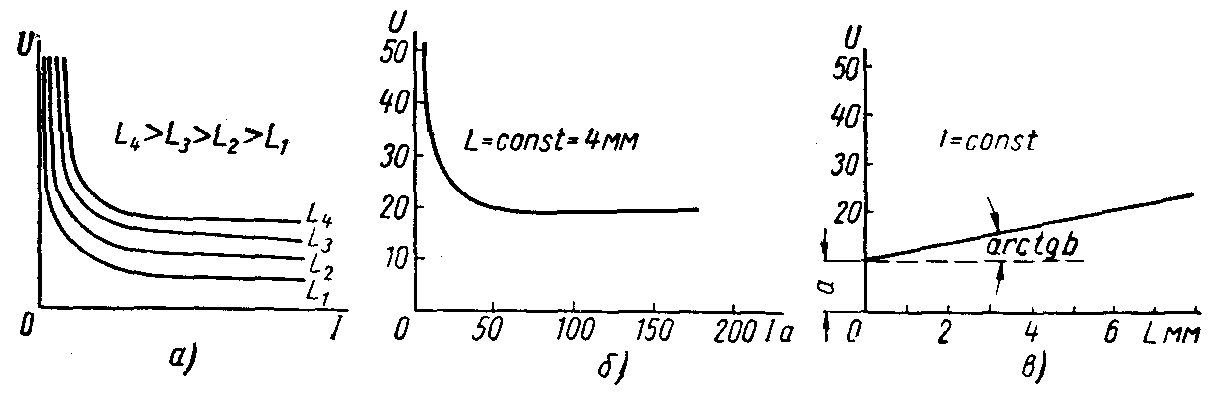
Они относятся к установившемуся стационарному состоянию дуги, поэтому называются статическими характеристиками. Опытная зависимость напряжения дуги от тока и ее длины показана на рис. 4.2а. Рис. 4.2б иллюстрирует, что напряжение дуги при постоянной ее длине зависит от силы тока лишь при малых (до 30 - 40 А) токах. Для токов, обычно применяемых при сварке, можно принять, что напряжение дуги не зависит от силы тока. Рис 4.2в показывает, что напряжение дуги связано линейной зависимостью с ее длиной и может быть выражено как
U = a + bL ,
где U- напряжение дуги, В; L - длина дуги, см; a и b - эмпирические постоянные, определяемые опытным путем; а = 10 В и в = 20 В/см