

7.5. Сварка стыковых швов
В качестве примеров соединительной сварки рассмотрим, в первую очередь, сварные стыковые швы. Особенности сварки таких швов и подготовки кромок под сварку определяются толщиной основного металла. При толщине до 6 мм кромки не требуют особой подготовки; надо обеспечить только постоянство зазора на всем протяжении сварного шва. Для равномерного расплавления кромок электроду сообщается поперечное колебательное движение.
Рис.
7.12. Стык с подкладным кольцом
Рис.
7.11. Подварка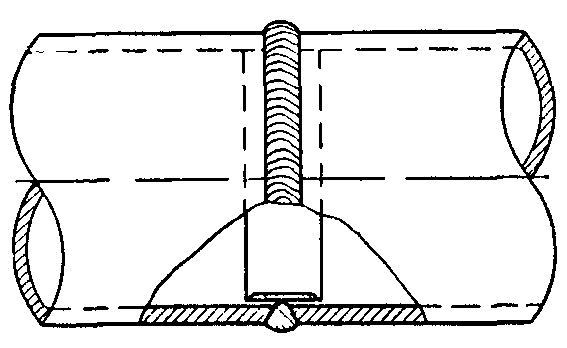
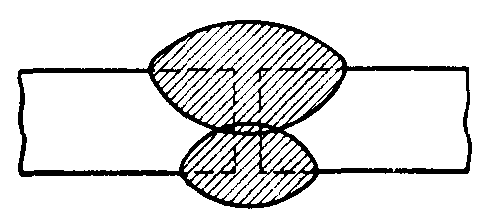
Идеальное сечение шва при ручной электродуговой сварке получить очень трудно, поэтому применяют некоторые приемы для улучшения качества шва. При непроварах применяют подварку с обратной стороны (рис. 7.11), а если обратная сторона недоступна (рис. 7.12), то применяют подкладки. Хороший результат дает разделка свариваемых кромок.
7.6. Сварка угловых швов
Объем шва для заполнения наплавленным металлом представляет собой двугранный угол, образованный поверхностями соединяемых элементов. Кромки углового шва несимметричны в отношении отвода тепла. Одна из кромок отводит тепло примерно в два раза интенсивнее, чем другая, которая нагревается значительно быстрее. Наибольшие трудности представляет выполнение первого слоя, обеспечение полного провара, т.е. расплавление вершины угла. Непровар в этом случае не может быть исправлен подваркой с обратной стороны и плохо обнаруживается последующим контролем.
Рис.
7.13. Сечения угловых швов:
а)
– усиленный; б) – нормальный; в) -
ослабленный; г) – размер сечения шва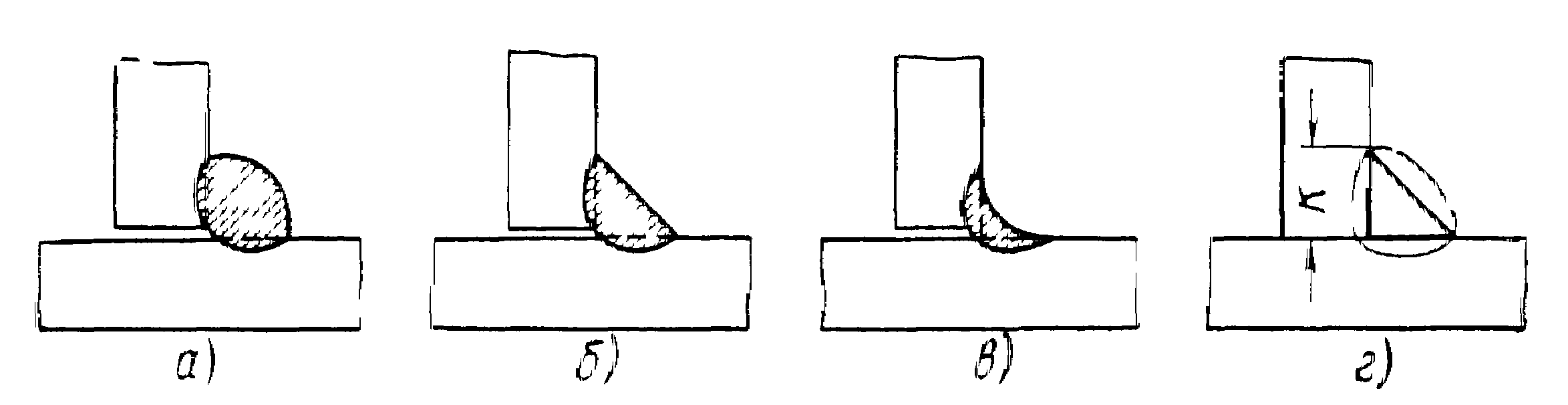
Рис.
7.14. Сварные соединения:
а)
– нахлесточные; б) - тавровые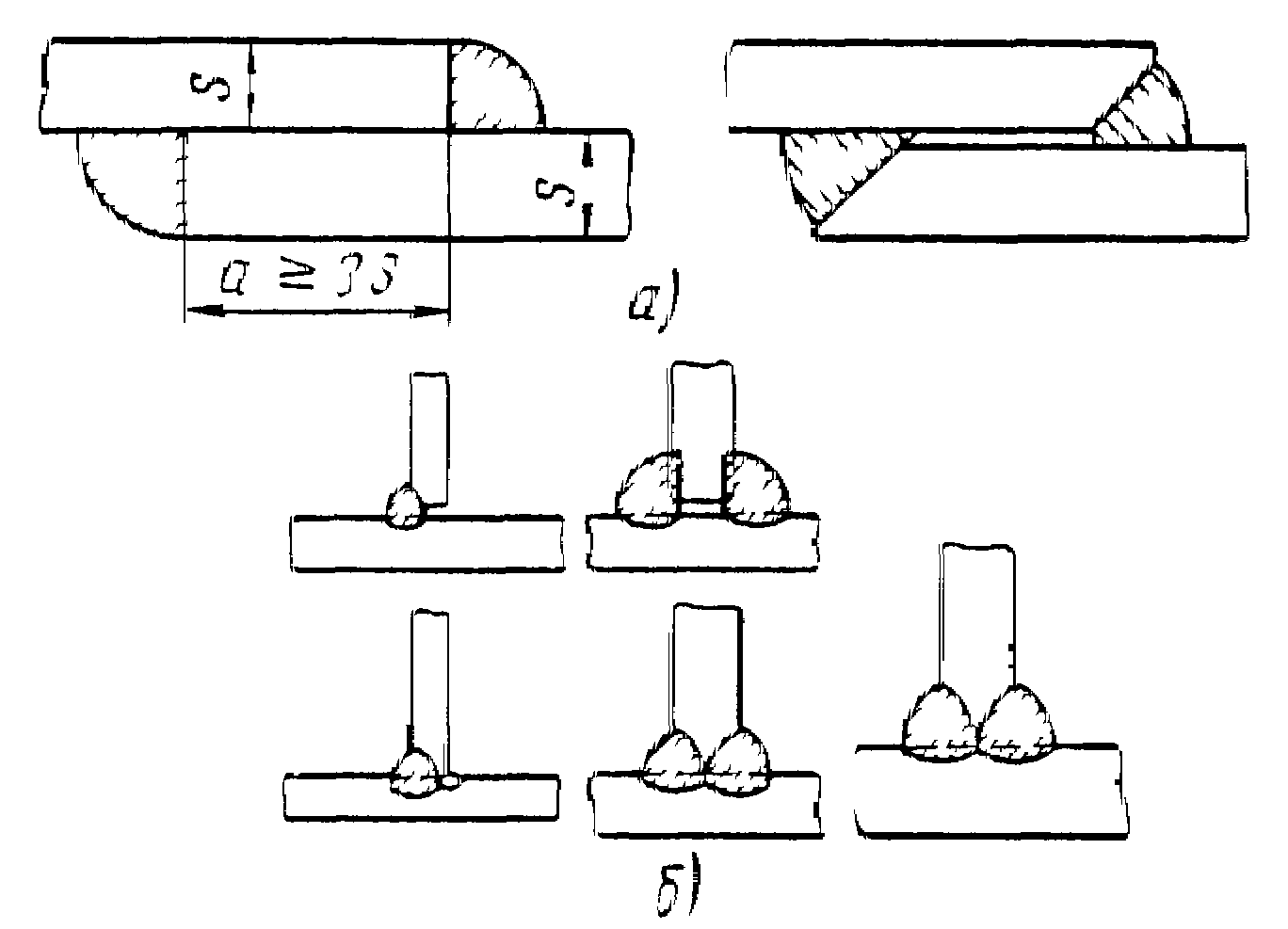
С помощью угловых швов получают два вида сварных соединений: нахлесточные и тавровые (рис. 7.14).
7.7. Режимы сварки плавящимся электродом
Режимы сварки зависят от многих факторов - размеров изделия, формы сварных швов, пространственного положения и др. Преимущественно режимы сварки определяются типом и диаметром электрода и величиной сварочного тока. Диаметр электродов колеблется от 2 до 7 мм, и выбирается в зависимости от толщины свариваемой стали (см. таблицу).
Толщина стали, мм. |
1 - 2 |
3 - 5 |
4 - 10 |
12 - 24 |
30 - 60 |
Диаметр электрода, мм. |
2 - 3 |
3 - 4 |
4 - 5 |
5 - 6 |
6 - 7 |
Рис.
7.13. Зависимость тока от диметра электрода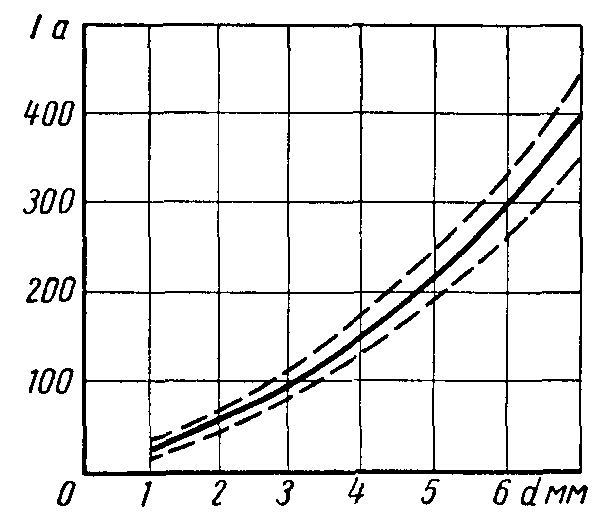
где k - постоянный коэффициент (принимается от 40 до 50); d - диаметр электрода, мм.
Эта зависимость применима для узкого интервала диаметров электродов (2 - 3, 4 - 6, и т.д.), т.е. каждому интервалу присущ свой коэффициент k. Более точно ток можно определить из выражения
I=d(20+5d) = 20d+5d2.
Подставляя численные величины диаметра, получим округленные значения тока, совпадающие со средними практическими данными (см. таблицу).
d, мм |
2 |
3 |
4 |
5 |
6 |
7 |
I, а |
60 |
100 |
160 |
230 |
300 |
390 |
Эти данные нельзя рассматривать как неизменные для всех случаев, т. к. на силу тока влияют тип покрытия, толщина металла, длина дуги, скорость перемещения и др.