

Робочий зошит
.pdf
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11 |
|
|
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
б12
23
ПРАКТИЧНЕ ЗАНЯТТЯ 6
ХАРАКТЕРИСТИКА РОБОТИ СТАЛЕПЛАВИЛЬНОГО ЦЕХУ
6.1. Виробничий процес сталеплавильного цеху
Переробний чавун – основний вид чавуну, призначений для перероблення в сталь. Сутність будь-якого варіанту перероблення чавуну в сталь – зниження вмісту вуглецю і домішок шляхом їх окислення і переведення в шлак і гази в процесі плавки.
Найбільшого поширення набули такі способи виробництва сталі: - киснево-конверторний спосіб; - мартенівський спосіб;
- електросталеплавильний спосіб; - комбінований спосіб.
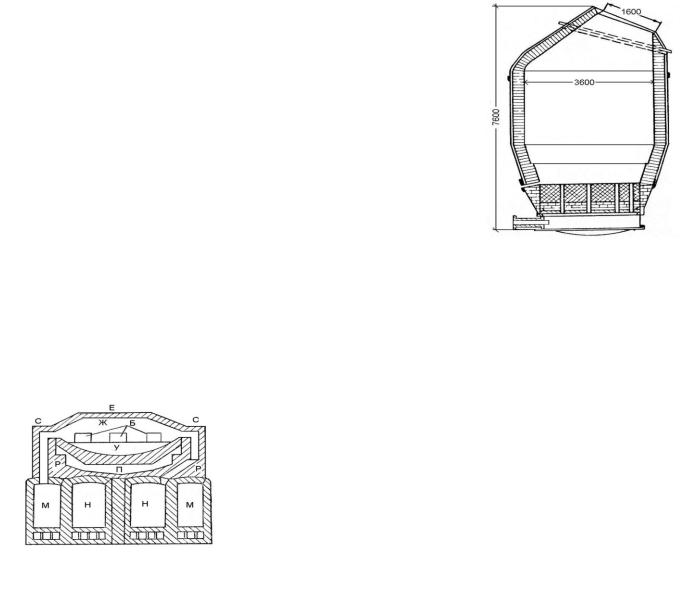
6 . 1 . 1 . К и с н е во - к о н в е р то р н и й с п о с і б Конвертор (рисунок 6.1) являє собою ємність
грушоподібної форми, футеровану всередині вогнетривкою цеглою (робоча температура 1250..1400°С).
Мала тривалість плавки (близько 30 хв) досягаєть- |
|
|
ся за рахунок кисневого дуття, що забезпечує активне |
|
|
ведення процесу, швидке нагрівання шихти та енергій- |
|
|
не вигоряння вуглецю та шкідливих домішок. |
|
|
Цей спосіб найшвидший, найбільш технологічно |
Рис. 6.1 – Конвертор |
|
простий, швидко механізується та автоматизується, ви- |
||
|
||
магає менший штат працівників, забезпечує рівномірний випуск сталі. |
||
Швидкість отримання сталі в конверторах ускладнює контроль її якості. |
||
6 . 1 . 2 . М а р те н і вс ь к и й с п о с і б |
|
|
Суть мартенівського процесу полягає в переробці чавуну та металевого брухту на поду спеціальних мартенівських печей при безпосередній дії полум'я на метал. На рис. 6.2 наведено схематичний розріз стаціонарної мартенівської печі.
|
Для плавлення твердих шихтових матеріалів |
|
додаткове тепло в печі отримується шляхом спалю- |
|
вання в робочому просторі палива в струмені повіт- |
|
ря, нагрітого до високих температур (до 1800°С). |
|
При мартенівському способі виробництва сталі |
|
з чавуном переплавляється в великій кількості ста- |
|
левий скрап. Ємність печей може сягати 900 т. |
|
Процес випалювання домішок відбувається про- |
Рис. 6.2 – Схематичний |
тягом 8–12 годин, в результаті чого його легше конт- |
розріз мартенівської печі |
ролювати і метал отримують більш високої якості. |
6 . 1 . 3 . Е ле к тр о с та ле п ла ви льн и й с п о с і б Для виплавки сталі застосовують дугові або індукційні електричні печі. Пе-
рші з них отримали більш широке застосування в металургійній промисловості. Дугові електричні печі (рисунок 6.3) працюють або на твердій шихті або, при
дуплекс-процесі, на рідкому напівпродукту, який надходить в спеціальних ковшах з мартенівського цеху. Тривалість плавки в дугових печах сягає 3,5..4 години. Ємність найбільш широко застосовуваних дугових печей становить від 0,5 до 360 т. В електричних дугових печах можна одержувати температури до 2000 °С), що дозволяє розплавляти метал з високою концентрацією тугоплавких компонентів.
24

Рис. 6.3 – Дугова |
Рис. 6.4 – Розріз дугової |
Рис. 6.5 – Тигельна |
електрична піч |
електричної печі |
індукційна піч |
|
|
|
Нагрівання і розплавлення шихти здійснюється за рахунок тепла, що випромінюється трьома електричними дугами. Останні утворюються в плавильному просторі печі між вертикально підвішеними електродами і металевою шихтою.
Електричне плавлення має ряд важливих переваг у порівнянні з виплавкою в конвертері і мартенівській печі. На відміну від процесів в інших печах виділення тепла в електропечах не пов'язано зі споживанням окислювача.
Індукційні електричні печі відрізняються від дугових способом підведення енергії до розплавленого металу. На рисунку 6.5 показана індукційна піч де 1 – рідка сталь, 2 – шлак, 3 – котушка індуктора, 4 – вогнетривке футерування, 5 – зливний носок; 6 – вогнетривка цегла; 7 – термоізоляція.
Віндукційних печах для виплавки металу використовується тепло, яке виділяється в металі за рахунок збудження в ньому вихрового електричного струму змінним магнітним полем. Джерелом магнітного поля в індукційній печі служить індуктор 3. Індукційні печі мають ємність від 50 кг до 100 т і більше. Шихту завантажують в тигель таким чином, щоб вона щільно заповнювала весь обсяг тигля. Після завантаження шихти включають струм на повну потужність. У міру плавлення шихти завантажують, що залишилася.
У порівнянні з дуговими індукційні печі мають ряд переваг: відсутність електродів і електричних дуг дозволяє отримувати сталі і сплави з низьким вмістом вуглецю і газів; плавка характеризується високим технічним ККД і можливістю точного регулювання температури металу.
Велектропечах отримують сталь найкращої якості.
6.1.4. Комбінований спосіб
Комбінований спосіб або дуплекс-процес – це технологічний процес виробни-
цтва сталі, при якому метал попередньо розплавляється в конверторах з остаточним наданням сталі необхідної якості в мартенівських печах або електропечах.
Даний спосіб дозволяє знайти компроміс між швидкістю протікання процесу плавки та рівнем якості отриманої сталі.
6.2. Розрахунок параметрів транспортних засобів для транспортування сталевих злитків
Як було визначено вище, із виплавленого в ДЦ чавуну Qч ______ т на добу в СПЦ мартенівським способом отримують Qс ______ т сталі.
25

Кількість випусків сталі та інтервал між випусками приймемо в роботі рівни-
с |
___ вип і Іс |
___ год . |
ми відповідним параметрам ДЦ. Для умов завдання Квип |
При цьому маса одного випуску сталі згідно (4.2) складе
q |
с |
|
|
|
|
вип |
|
|
______
т
.
Кількість вагонів-злитковозів в подачі на кожен випуск сталі мартенівської печі визначається за формулою:
де
|
|
|
q |
|
|
|
||
|
|
|
|
|
с |
|
|
|
|
зв |
|
|
|
вип |
, |
(6.1) |
|
|
mпод |
k |
|
q |
||||
|
|
|
зв |
|
|
|
||
|
|
|
|
зв |
|
|
|
|
|
– коефіцієнт нерівномірності випусків сталі по масі, приймається 1,25; |
|
||||||
kзв |
– коефіцієнт використання вантажопідйомності злитковозів, взяти kзв |
1 |
; |
|||||
qзв |
– вантажопідйомність злитковозів, т; прийняти в роботі qзв 60 т . |
|
|
|||||
Таким чином, на 1 випуск сталі необхідно злитковозів в кількості
m |
зв |
|
|
|
|||
|
|
|
|
под |
|
|
|
|
|
|
|
______
____
ваг
.
Округлити результат до найближчого більшого цілого.
6.3. Закріплення знань про сталеплавильне виробництво
В результаті ознайомлення з матеріалом розділу було встановлено, що:
1.сталеплавильне виробництво – це ___________ (перший, другий, третій) етап металургійного виробництва, який полягає в отриманні _________ із ____________.
2.виплавляння сталі може відбуватись у ______________________________,
або у _______________________________ чи ____________________________ печах.
3.найбільша температура виплавляння сталі досягається в _________________
______________, а найменша в __________________________________;
4.найшвидше процес отримання сталі відбувається в ____________________
(______ год) і це ____________________ точно регулювати якість цієї сталі;
5.найповільніше сталь виплавляється в _________________________________
(_______ год) і це ___________________ точно регулювати якість цієї сталі;
6.електричні печі в залежності від способу підведення енергії до шихти поді-
ляються на ___________________ та ______________________;
7.у _________________________________ печі висока температура досягається за рахунок дії електричної дуги, у ____________________________ печі за рахунок безпосередньої дії полум’я на шихту, а в ___________________________ печі – за рахунок збудження вихрового струму у металі під дією змінного магнітного поля;
8.сталь найвищої якості (інструментальна сталь) отримується, як правило, за допомогою _______________________________________ печі;
9.компроміс між швидкістю сталеплавильного процесу і необхідним рівнем якості сталі забезпечується при ___________________________________________.
26

ПРАКТИЧНЕ ЗАНЯТТЯ 7
РОЗРАХУНОК ОБІГУ ЗЛИТКОВОЗНИХ СОСТАВІВ
7.1. Технологія функціонування злитковозних составів
Технологія функціонування злитковозних составів між сталеплавильним і прокатним цехами представлена у вигляді схеми руху злитковозних составів при розливі сталі у виливниці (рисунок 7.1).
Умовні позначення:
1 |
– розливочний прольот; |
2 |
– колії для охолодження злитків; |
3 |
– відділення роздягання злитків; |
4 |
– відділення нагрівних колодязів; |
5 |
– колії для охолодження виливниць; |
6 – душовий пристрій; |
|
7 |
– відділення очищення виливниць; |
8 |
– відділення змащування виливниць; |
9 |
– двір виливниць; |
10 – парк відстою готових составів |
|
состав із злитками у виливницях |
состав під надставки |
состав з виливницями без злитків |
состав з надставками |
готовий состав з виливницями
Рис. 7.1 – Схема руху злитковозних составів
7.2. Визначення тривалості елементів обороту злитковозних составів
Обігом злитковозного составу називається проміжок часу від моменту початку його подачі під розлив сталі в СПЦ до можливого моменту початку наступної
подачі цього ж составу. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
Оборот |
злитковозного |
составу |
може |
бути |
визначений |
таким |
чином: |
||||||||||||||||||||||
t |
зл |
t |
зл |
t |
зл |
|
t |
зл |
t |
|
зл |
t |
зл |
t |
зл |
t |
зл |
t |
зл |
t |
зл |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
зл |
|
п-розл |
|
оч.розл |
|
розл |
|
п-поз |
|
оз |
|
п-врз |
|
рз |
|
|
п-зн |
|
зн |
|
п-пов |
|
|
|
|
|
||||
|
|
|
|
|
|
|
tзл |
|
tзл |
|
tзл |
tзл |
|
tзл tзл |
|
t |
зл |
tзл |
t зл |
|
t зл |
, (7.1) |
||||||||
|
|
|
|
|
|
|
|
овп |
|
п-дп |
|
овд |
п-вов |
|
ов |
п-взв |
зв |
|
п-дв |
овдв |
п-пгс |
|
||||||||
де
|
зл |
|
|
– тривалість подачі составу під розливання сталі, хв; |
tп-розл |
||||
|
зл |
|
|
– тривалість очікування розливання сталі, хв; |
tоч.розл |
||||
|
зл |
|
– тривалість розливання сталі, хв; |
|
tрозл |
||||
|
зл |
|
– тривалість подачі составу в парк охолодження злитків, хв; |
|
tп-поз |
||||
t |
зл |
– тривалість охолодження злитків, хв; |
||
|
оз |
|
|
|
t |
зл |
|
– тривалість подачі составу у відділення роздягання злитків, хв; |
|
|
п-врз |
|
|
|
|
зл |
– тривалість роздягання злитків, хв; |
||
tрз |
||||
t |
зл |
|
– тривалість подачі составу під зняття злитків в ПЦ, хв; |
|
|
п-зн |
|
|
|
t |
зл |
– тривалість зняття злитків в ПЦ, хв; |
||
|
зн |
|
|
|
t |
зл |
|
– тривалість подачі составу в парк охолодження виливниць, хв; |
|
|
п-пов |
|
|
|
27
t |
зл |
|
овп |
||
|
||
t |
зл |
|
п-дп |
||
|
||
t |
зл |
|
овд |
||
|
–тривалість охолодження виливниць на повітрі, хв;
–тривалість подачі составу до душового пристрою, хв;
–тривалість охолодження виливниць під душем, хв;
t |
зл |
|
п-вов |
||
|
– тривалість подачі составу у відділення очищення виливниць, хв;
t |
зл |
|
ов |
||
|
– тривалість очищення виливниць, хв;
t |
зл |
|
п-взв |
||
|
– тривалість подачі составу у відділення змащування виливниць, хв;
|
|
зл |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
tзв – тривалість змащування виливниць, хв; |
|
|
|
|
|
|
|
|
||||||||||||
|
|
зл |
– тривалість подачі составу у двір виливниць, хв; |
|
|
|
|
|
||||||||||||||
|
|
tп-дв |
|
|
|
|
|
|||||||||||||||
|
|
зл |
– тривалість обладнання виливниць, хв; |
|
|
|
|
|
|
|
|
|||||||||||
|
|
tовдв |
|
|
|
|
|
|
|
|
||||||||||||
|
|
зл |
– тривалість подачі в парк готових составів, хв. |
|
|
|
|
|
|
|||||||||||||
|
|
tп-пгс |
|
|
|
|
|
|
||||||||||||||
|
|
Частина елементів (7.1) нормовані (див. табл. 7.1), тому не розраховуються. |
||||||||||||||||||||
|
|
Таблиця 7.1 – Нормовані елементи обігу злитковозних составів |
|
|
|
|||||||||||||||||
|
|
|
|
зл |
зл |
зл |
|
зл |
зл |
|
зл |
|
зл |
зл |
зл |
|
зл |
зл |
зл |
зл |
t |
|
|
Показник |
tп-розл |
tоч.розл |
tоз |
|
tрз |
tп-пов |
|
tовп |
|
tп-дп |
tовд |
tп-вов |
|
tп-взв |
tп-дв |
tовдв |
tп-пгс |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Значення, |
20 |
20 |
60 |
|
20 |
10 |
|
240 |
|
10 |
20 |
10 |
|
10 |
10 |
60 |
10 |
500 |
|
||
|
|
хв |
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Всі елементи обороту злитковозних составів, тривалість яких не нормована, |
||||||||||||||||||||
розраховуються далі. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
Розрахунок тривалості розливу сталі у виливниці составу можна визначити: |
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
зл |
|
зл |
зл |
|
|
|
|
|
|
|
(7.2) |
||
|
|
|
|
|
|
|
|
|
tр |
= m подtрв , |
|
|
|
|
|
|
|
|||||
де |
t зл – тривалість розливу сталі у виливниці на 1 вагоні, хв; прийняти tзл 10 хв ; |
|||||||||||||||||||||
|
|
рв |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
рв |
|
|
|
|
|
Тоді тривалість розливу сталі у виливниці составу буде |
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
зл |
= _____ _____ ______ хв . |
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
tр |
|
|
|
|
|
|
||||||||||
Тривалість зняття злитків з виливниць составу визначається як
де
|
t |
зл |
= m |
зл |
t |
зл |
|
|
зн |
|
знв , |
(7.3) |
|||
|
|
|
под |
||||
зл |
|
|
|
|
|
зл |
3 хв ; |
tзнв |
– тривалість зняття злитків з виливниць 1 вагона, хв; прийняти tзнв |
||||||
Тоді тривалість зняття злитків з виливниць усіх вагонів составу буде рівна
tзл = ______ ______ ______ хв . зн
Тривалість очищення виливниць злитковозів складе
де
де
|
tзл = m зл tзл , |
|
(7.4) |
|
|
ов |
под овв |
|
|
tсл |
– тривалість очистки виливниць одного вагону, хв; прийняти tзл |
5 хв ; |
||
овв |
|
овв |
|
|
Тоді тривалість очищення виливниць усіх вагонів составу буде рівна |
|
|
||
|
зл |
|
|
|
|
tов = _____ _____ ______ хв . |
|
|
|
Тривалість змащування виливниць складе |
|
|
||
|
tсл = m сл tсл , |
|
(7.5) |
|
|
си |
под сив |
|
|
t зл |
– тривалість змащування виливниць одного вагону, хв; прийняти t |
зл |
3 хв ; |
|
звв |
|
звв |
|
|
Тоді тривалість змащування виливниць усіх вагонів составу буде рівна
tзвзл = _____ _____ ______ хв .
Розрахунок тривалості деяких переміщень составів виконується за (4.6).
28

З усіх технологічних переміщень составу злитковозів необхідно розрахувати тривалість переміщень лише навантажених виливниць (див. рис. 7.1).
Таким чином, виходячи із рис. 7.1 та 5.2, тривалість подачі злитковозного
составу із СПЦ в парк охолодження злитків (ПОЗ) tсл при довжині переміщен- ппос
ня, згідно завдання
L3 ______ м
зі швидкістю
v _____ км / год
складе
t |
зл |
= |
1 |
(2, 44 0,10 |
) |
3.6 |
|
|
|
|
|
|
|
|
|
|
|
п-поз |
|
60 |
2 |
|
|
|
||
|
|
|
|
|
|
|
||
|
______ _____ |
|
|
|
|
хв
.
Округлити результат до найближчого більшого цілого.
Тривалість руху злитковозів від парку охолодження у відділення роздягання злитків та звідти у ПЦ при довжині переміщення згідно завдання L4 ______ м
t |
зл |
= t |
зл |
= |
1 |
(2, 44 0,10 |
) |
3.6 |
|
|
|
|
|
|
|
|
|
|
|
||
|
п-врз |
п-зн |
|
60 |
2 |
|
|
|
||
|
|
|
|
|
|
|
|
|
||
|
______ _____ |
|
|
|
|
хв
.
Округлити результат до найближчого більшого цілого.
Розрахунок обігу злитковозних составів виконаємо у таблиці 7.2 з врахуван-
ням сумарного значення t |
із табл. 7.1. |
|
|
|
|
|
|
|
|
||||
|
Таблиця 7.2 – Розрахунок обігу злитковозних составів |
|
|
|
|
||||||||
|
|
t |
|
зл |
зл |
зл |
зл |
зл |
|
зл |
зл |
сл |
|
|
Показник |
|
tр |
tп-поз |
tп-врз |
tп-зн |
tзн |
|
tов |
tзв |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Значення, хв |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7.3. Побудова графіку обігу злитковозних составів |
|
|
або ___ год ___хв |
|||||||||
На підставі даних таблиці 7.2, а також інтервалу |
Іс |
фік обігу злитковозних составів у масштабі 20 хв = 5 мм.
_____ год будується граПриклад див. на рис. 7.2.
Рис. 7.2 – Приклад фрагменту графіку обігу злитковозних составів
29

Графік обігу злитковозних составів
№ |
Назва операції |
t, хв 0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
, 11 |
1Подача составу до розливного прольоту
2Очікування розливу сталі
3Розлив сталі
4Подача в парк охолодження злитків
5Охолодження злитків
6Подача составу у відділення роздягання злитків
7Роздягання злитків
8Подача у відділення під зняття злитків
9Зняття злитків
10Подача составу у парк охолодження виливниць
11Охолодження виливниць на повітрі
12Подача составу до душового пристрою
13Охолодження виливниць під душем
14Подача составу у відділення очищення виливниць
15Очистка виливниць составу
16Подача составу у відділення змащування виливниць
17Змащування виливниць составу
18Подача у двір виливниць
19Обладнання составу у дворі виливниць
20Подача составу у парк готових составів
а27
30

|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11,11 |
|
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
б27
31
ПРАКТИЧНЕ ЗАНЯТТЯ 8
ХАРАКТЕРИСТИКА РОБОТИ ПРОКАТНОГО ЦЕХУ
8.1. Виробничий процес прокатного цеху
Прокатне виробництво – це ____________ етап металургійного виробництва, де злитки або литу заготівку переробляють в готові вироби, тобто прокат різних форм.
Прокатні цехи мають наступний склад:
-цех нагрівальних колодязів;
-обжимний стан;
-склад заготівок;
-нагрівальні печі;
-прокатні печі;
-склад продукції;
-допоміжні відділення та пристрої. Основні операції прокатних цехів:
-підігрів злитків;
-перетворення (обжим) злитків у заготівку;
-підігрів заготівки;
-прокат заготівки в сортове залізо;
-обробка та контроль продукції;
-зберігання та вивезення продукції.
Виробництво сталевого прокату на сучасному металургійному заводі здійснюється двома способами.
При першому способі вихідним матеріалом служать злитки (відлиті в виливниці), які переробляються в готовий прокат зазвичай в 2 стадії. Спочатку злитки нагрівають і прокочують на обжимних станах в заготівку. Після огляду заготівки і видалення поверхневих дефектів роблять повторний нагрів і прокатку готової продукції на спеціалізованих станах.
При другому способі прокатка вихідної заготівки замінюється безперервним литтям (розливанням) на спеціальних машинах. Після огляду та видалення дефектів заготівка, як і при першому способі, надходить на стани для прокатки готової продукції.
де
8.2. Основні показники функціонування прокатного цеху
Добову продуктивність прокатного цеху визначають за формулою:
Qпр μс-прQс ,
μс-пр – витратний коефіцієнт сталі на 1 т прокату; згідно завдання μс-пр Отже, добова продуктивність прокатного цеху Qпр складе
(8.1)______ .
Qпр
______ ______ _______ _______
т
.
Округлити результат до найближчого цілого за правилами математики.
8.3. Вибір раціонального транспорту для перевезення готової продукції
Готова продукція з прокатного цеху (прокат) за межі металургійного підприємства перевозиться в піввагонах (ПВ). При цьому технічна норма завантаження згідно
табл. Б.1 Додатка Б складе Ртех 60 m ; при цьому кількість напіввагонів, необхідних для відправки добового обсягу прокату, згідно (3.9) складе
32