

U0vSrbCC8k
.pdfцы производится следующим образом: Главное меню Данные По-
верхности теплоотдачи заполнение таблицы координат присвоение
файлу имени Find FE numbers and sides заполнение выпавшего ок- на Files for Mesh файлами с номерами узлов элементов и координатами об-
ласти Оk присвоение имени файлу с номерами элементов и граничных сторон.
Аналогично задаются граничные условия первого рода (команда Гра-
ничные температуры в выпадающем меню Данные).
В случае криволинейной поверхности теплоотдачи таблица с номерами элементов и граничных сторон элементов и таблица граничных температур задаются вручную.
2.2.3. Источники нагрева
Порядок создания файла с источниками: Главное меню меню Дан-
ные команда Источники теплоты первое вложенное меню Произ- вольный второе вложенное меню По координатам окно с таблицей для координат границ с источниками, а также для величины плотности ис- точника q.
В каждой строке задаются прямолинейный участок границы i и величи-
на qi. Созданному файлу присваивается имя, затем определяются элементы и номера граней с источниками: меню Find в строке меню окна FE numbers
and sides окно Files for Mesh (to determine surfaces) Node's numbers of
FE исследуемой области Coordinates of nodes исследуемой области Ok
кнопка Begin в окне To run procedure? Ok в окне Поиск элементов по координатам присвоение имени файлу с таблицей элементов. На этом введение источников тепла можно считать завершенным.
Здесь описан один из возможных способов задания источников тепла. Программой предусмотрены, кроме произвольного, сварочный, осцилли- рующий и импульсный источники тепла, а также задание их неравномерного распределения по поверхностям.
В этой программе импульсная форма источника тепла на поверхности реза задается с помощью трех значений плотности потока тепловой энергии и пяти моментов времени (рис. 2.10). Точкой с координатами (t1, q1) задается крутизна и амплитуда переднего фронта импульса. Тремя точками (t2, q2),
11
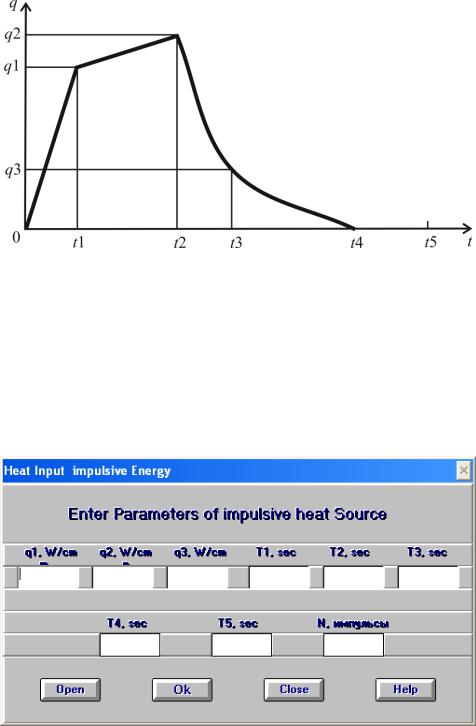
(t3, q3) и (t4, 0) можно задать практически любую форму зад его фронта им- пульса. Интервалами (t1, t2) и (t4, t5) задаются ширина верш ны импульса и
пауза между импульсами оответственно.
Рис. 2.10
Порядок создания ф йла с импульсными источниками:
меню Данные команда Источники теплоты после меню Импульсный в ожение Мощность, время (рис. 2
параметры импульсов и и количество. Затем импульсы опре
рабатываемой поверхности с помощью вложения По элемен
ординатам.
Главное меню
нее вложенное
.11). Заносятся еляются на об-
ам или По ко-
Рис. 2.11
В выпадающем меню Данные есть еще команда Плавл ние и испаре- ние. Ее используют для з дания параметров процессов плав ения и испаре-
12

ния, например при моделировании термической резки материала или про- шивки в нем отверстий.
2.2.4. Этапы по времени
Команда Временные характеристики используется для разделения ис- следуемого процесса на этапы. В конце очередного этапа программой в каж- дом конечном элементе определяются теплофизические характеристики ма- териала и заносятся в память в виде файлов для обращения к ним при расче- тах напряжений и деформаций. Количество этапов и длительность каждого этапа подбираются таким образом, чтобы приращение температуры (±ΔT) на каждом этапе было по крайней мере в 2 раза меньше температурного интер- вала фазовых превращений в обрабатываемом материале при нагреве и ох- лаждении. Обычно достаточно получить T ≤ 100 °С.
2.3. Решение тепловой задачи
Для запуска решения тепловой задачи в Главном меню выбираются ме- ню Расчет и команда Итерационный метод. В появившемся окне Files for Temperature Task необходимые файлы, полученные ранее, собираются в макрофайл (рис. 2.12), ему присваивается имя (кнопка MacroFile), затем за- пускается расчет (кнопка Run). Если расчет проводится для данного задания впервые, то на запрос о прерывании программы следует дать ответ Нет и включить процедуру расчета (Begin). В окне Running Calculations дается информация о времени, этапе и числе итераций.
Рис. 2.12
13
С помощью меню Результаты можно просмотреть табличные и графи- ческие расчетные данные. Анализ результатов расчета температурного поля следует начать с определения роста температуры на каждом этапе. В случае необходимости производится корректировка количества и длительности эта- пов и повторяется расчет температурного поля.
После расчета процесса нагрева создается макрофайл охлаждения. В этот
макрофайл не включается файл с источниками и заменяется файл с этапами по времени. Новый файл составляется с учетом условия |ΔT| ≤ 100 °С, а также требования, чтобы после заданного времени охлаждения температура обра- батываемого изделия не превышала 80 °С. После расчета процесса охлажде- ния термический цикл закалки можно считать завершенным.

3.РАСЧЕТ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ
3.1.Исходные данные для расчета напряжений и деформаций
Для расчета напряжений и деформаций в окне Плоская деформация и осевая симметрия (см. рис. 1.1) следует выбрать соответствующий тип за- дачи и получить на экране окно с заголовком Stresses & Strains (рис. 3.1).
Рис. 3.1
В главном меню этого окна следует выбрать меню Данные и ввести требуемую информацию через соответствующие выпадающие и вложенные меню и команды.
3.1.1. Механические свойства
Командой Механические свойства вызывается таблица, содержащая шесть столбцов. В первый столбец заносятся значения температуры в преде- лах от 0 до 1200 °С через 50…100 °С; во второй – модуль упругости Е для за-
данной марки стали; в третий – предел текучести Yh при нагреве; в четвер-
тый – предел текучести Yc при охлаждении; в пятый и шестой – значения мо-
дуля упругости и предела текучести для стали аустенитного класса. Послед- ние два столбца заполняются при исследовании процессов сварки и термооб- работки сварных соединений.
3.1.2. Превращения при нагреве и охлаждении
После задания механических свойств командой Превращения при на-
греве вызывается окно Phase Transformations during Heating и задаются требуемые параметры фазовых превращений. Значения температуры начала
Аc1 и конца Аc3 аустенитных превращений выбираются из справочной лите-
ратуры для заданной марки стали. Лазерная закалка, как известно, характери- зуется высокой скоростью нагрева (свыше 1000 °С/с), поэтому аустенитные
превращения заканчиваются при температуре, превышающей Аc3 для равно- весного процесса на 50…250 °С. Для задания превращений при нагреве ре- комендуется увеличить равновесное значение Аc3 на 150…200 °С.
15

Учет фазовых превр щений при моделировании термических напряже- ний производится с помо ью дилатометрических кривых. Эксперименталь-
ный способ получения по ледних крайне затруднен в связи с высокими ско-
ростями нагрева.
Предложена методика построения дилатометрических диаграмм в виде
отрезков прямых, основанная на предположении, что линии нагрева и охлаж-
дения сходятся при темпе атуре плавления нагреваемой стали (рис. 3.2).
Рис. 3.2
Угловые коэффициенты α1, α2 отрезков 0D и DF приве ены в справоч-
ной литературе для перли ных и аустенитных структур соответственно, а α3 |
|
и α4 |
отрезков CE и FB оп еделяются из полученных дилатом трических диа- |
грамм. |
|
|
Пусть в прямоуголь ой системе координат на оси аб цисс отложена |
температура, а на оси ординат – относительное линейное расширение |
|
y = |
L/L0, где L0 – исходная длина образца; L – ее прираще ие за счет тем- |
пературного расширения. Коэффициенты α1 и α2 заданы. Линия y1 с угло-
вым коэффициентом α1, соответствующим коэффициенту линейного расши- рения перлитно-ферритно о нагреваемого металла, при темп ратуре Ts пере- секается с линией y2 с уг овым коэффициентом α2, соответс вующим коэф-
фициенту линейного расширения аустенита при охлаждении. Можно постро- ить линии y3 и y4 с коэфф циентами α3 и α4 и определить их ак
α3 = (α1 (Ts – Aс1) – α2 (Ts – Ac3))(Ac3 – Ac1)–1,
α4 = (α1 (Ts – Tc) – α2 (Ts – Tb))(Tb – Tc)–1,
16
где Tb, Tc и Ac1, Ac3 – температуры начала и конца мартенситных и аустенит-
ных превращений соответственно. С помощью заданных и вычисленных ко- эффициентов производится учет структурных превращений.
Параметры, характеризующие фазовые превращения при охлаждении, можно задать двумя способами. Командой Мартенситные вызывается окно
с таблицей из двух столбцов, в которой задаются значения α4 = f(T) в период мартенситных превращений при Tb ≤ T ≤ Tc. Эта функциональная зависи-
мость получается экспериментально или расчетным путем. При линейной
аппроксимации мартенситных превращений командой Ферритно- перлитные вызывается окно с таблицей из пяти столбцов. В первый столбец таблицы вносится скорость охлаждения обрабатываемого изделия. В ту же
строку следующих столбцов заносятся значения температур начала и конца фазовых превращений при этой скорости, угловой коэффициент, аналогич- ный α3 или α4, и значение предела текучести материала при 20 °С, соответ-
ствующее режиму термообработки (скорости охлаждения).
Для характеристики превращений при охлаждении достаточно запол- нить таблицу для трех-четырех значений скорости охлаждения. Малая ско- рость охлаждения (≤10 °С/с) характерна для глубинных слоев изделия за пределами закаленного слоя. При этой скорости происходит превращение ау- стенита в феррито-перлит. Начало превращения соответствует Ас3, а конец –
Ас1, предел текучести Y20 после таких превращений будет самым низким, от- вечающим свойствам стали после отжига или нормализации. Такой характер
превращений сохраняется вплоть до критической скорости охлаждения vk ( 300 °С/с), при которой аустенит превращается в мартенсит. Температуры начала Tb и конца Tс мартенситных превращений от скорости охлаждения не
зависят, если она ≥vk. Можно принять Tb = 350 °С и Tс = 20 °С. Предел теку- чести Y20 при скоростях охлаждения ≥vk соответствует закаленному состоя-
нию стали (после низкого отпуска).
Следующая строка должна содержать информацию о стали при скоро-
стях закалки, характерных для исследуемого процесса (v 104 °C/c). Для
этих скоростей температуры начала и конца превращений и механические свойства можно взять из предыдущей строки.
17
3.1.3. Граничные условия
Следующая строка в меню Данные главного меню окна Stresses & Strains – Закрепленные узлы. Во вложенном меню этой строки две коман- ды: Координаты и По узлам. Порядок их использования такой же, как при задании граничных температур в тепловой задаче. Закрепление узлов произ-
водится для предотвращения поворота исследуемой области под действием сил. В то же время закрепленные узлы не должны препятствовать свободно- му температурному расширению тела. Каждый узел можно закрепить от пе- ремещения либо вдоль оси x (вставляется символ 10 в строку столбца Type таблицы, вызванной командой Координаты), либо вдоль оси y (вставляется символ 01), либо по обоим направлениям (вставляется символ 11). Непра- вильное закрепление приводит к искажению полей напряжений и деформа- ций в теле.
Остальные команды в меню Данные при моделировании поверхностной закалки не используются.
3.2. Расчет напряжений и деформаций
Расчет деформаций и напряжений подготавливается и проводится с по-
мощью меню Расчет главного меню окна Stresses & Strains. Подготовка осуществляется созданием макрофайла со свойствами командой Свойства при нагреве и заполнением окна Files for Material Properties, а также соз-
данием макрофайла с исходными данными для расчета командами Напря-
жения и деформации Итерационный метод и заполнением окна Files for
Stresses and Strains Task.
Расчет производится запуском макрофайла с расширением .tm2. При этом в окно Stresses & Strains требуется ввести число этапов для расчета на- пряжений и деформаций, равное сумме этапов нагрева и охлаждения. Даль- нейшие команды и информация подобны командам и информации при расче- те температурного поля.
18
4. АНАЛИЗ РЕЗУЛЬТАТОВ
После завершения расчета необходимо произвести анализ результатов и определить:
1) скорость нагрева – среднюю и в диапазоне температур Ас1…Ас3; 2) скорость охлаждения – среднюю и в диапазоне температур Тс…Т b;
3) максимальную температуру нагрева; 4) толщину закаленного слоя как расстояние от поверхности нагрева в
глубину тела до границы с температурой 850…900 °С;
5) этап охлаждения, на котором температура закаленного слоя ≥Тb; вы-
вести графические изображения температурного поля и остаточных напря- жений в виде фрагментов, на 60–70 % заполненных закаленным слоем, в от- дельные файлы;
6) то же, что и в п. 5, но для последнего этапа; 7) причину разного характера остаточных напряжений на поверхности в
изображениях, полученных в п. 5 и 6.
5. ВАРИАНТЫ ЗАДАНИЙ ПО ЗАКАЛКЕ
Поверхностной лазерной закалке подлежит длинномерная заготовка, по- перечное сечение которой имеет форму пятиугольника (плоская деформация) с одной вершиной в начале координат и с шестью вариантами координат ос- тальных четырех вершин (табл. 5.1).
Предусмотрено 40 вариантов заданий (табл. 5.2), отличающихся либо конфигурацией сечения, которая определяется номером сечения и плоско- стью его симметрии, либо расположением поверхности нагрева, в которую вводятся источники тепла q. Вариант индивидуального задания соответству- ет порядковому номеру фамилии в списке группы.
|
|
|
Таблица 5.1 |
|
Вариант |
Координаты вершин (x; y) |
|||
сечения |
|
|
|
|
A |
B |
C |
D |
|
1 |
0; 3 |
2; 3 |
3; 2 |
3; 0 |
2 |
0; 3 |
2; 3 |
3; 4 |
3; 0 |
3 |
0; 2 |
2; 3 |
3; 3 |
3; 0 |
4 |
0; 4 |
2; 3 |
3; 3 |
3; 0 |
5 |
0; 3 |
3; 3 |
3; 2 |
2; 0 |
6 |
0; 3 |
3; 3 |
3; 2 |
4; 0 |
|
|
|
|
|
|
|
|
Таблица 5.2 |
|
|
Вариант задания |
|
Номер |
Поверхность |
Плоскость |
|
|||
|
|
сечения |
нагрева |
симметрии |
|
||||
|
|
|
|
|
|||||
1 |
11 |
21 |
31 |
1 |
АВС |
|
A0 |
||
2 |
12 |
22 |
32 |
1 |
ВСD |
|
D0 |
|
|
3 |
13 |
23 |
33 |
2 |
ABC |
|
A0 |
||
|
|
|
|
|
|
|
|
|
|
4 |
14 |
24 |
34 |
3 |
ABC |
|
CD |
||
|
|
|
|
|
|
|
|
|
|
5 |
15 |
25 |
35 |
3 |
0AB |
|
D0 |
||
|
|
|
|
|
|
|
|
|
|
6 |
16 |
26 |
36 |
4 |
ABC |
|
CD |
||
|
|
|
|
|
|
|
|
||
7 |
17 |
27 |
37 |
5 |
BCD |
|
A0 |
|
|
|
|
|
|
|
|
|
|
|
|
8 |
18 |
28 |
38 |
5 |
CD0 |
|
AB |
||
|
|
|
|
|
|
|
|
|
|
9 |
19 |
29 |
39 |
6 |
BCD |
|
AB |
||
|
|
|
|
|
|
|
|
|
|
10 |
20 |
30 |
40 |
6 |
BCD |
|
A0 |
||
Десять вариантов задания тиражируются до 40 с помощью характери- стик источников нагрева и материала (табл. 5.3).
20