

4327
.pdfМИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ВОРОНЕЖСКАЯ ГОСУДАРСТВЕННАЯ ЛЕСОТЕХНИЧЕСКАЯ АКАДЕМИЯ
МАТЕРИАЛОВЕДЕНИЕ. ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к выполнению лабораторных работ по разделу:
«Литейное производство»
для студентов специальностей 150200, 170400, 240400, 260100,210200, 260200
ВОРОНЕЖ 2002
2
УДК 621.74
Кроха В.А.
Материаловедение. Технология конструкционных материалов: Методические указания к выполнению лабораторных работ по разделу «Литейное производство» для студентов специальностей:
150200 – «Автомобили и автомобильное хозяйство»;
170400 – «Машины и оборудование лесного комплекса»;
240400 – «Организация и безопасность движения»;
260100 – «Лесоинженерное дело»;
260200 – «Технология деревообработки».
/ В.А.Кроха, В.П.Миронов. – Воронеж: ВГЛТА, 2002 – 40с.
Печатается по решению редакционно-издательского Совета ВГЛТА.
Рецензент – д-р техн. наук, проф. В.В.Кузнецов (ВГАУ)
Научный редактор – д-р техн. наук, проф. В.А.Кроха
3
ВВЕДЕНИЕ
Вавтомобилях, тракторах, машинах и оборудовании лесного комплекса и в деревообрабатывающем оборудовании используется большое количество деталей из стали, чугунов и сплавов цветных металлов, полученных различными способами литья. Такими деталями являются большинство деталей двигателей, корпусные детали коробок скоростей, ходовой части, топливной аппаратуры, станины станков, нестандартного оборудования и др.
Цикл лабораторных работ по разделу «Литейное производство» нацелен на закрепление теоретического материала, приобретение навыков самостоятельного решения комплекса вопросов, начиная от разработки технологического процесса, оснастки и заканчивая получением отливки и контролем ее качества.
Вметодических указаниях представлены три лабораторные работы.
При выполнении лабораторной работы №1 «Испытание формовочных смесей» (УИРС) студент изучает состав и свойства формовочных смесей, устройство и работу приборов и производит на них испытания с последующей обработкой результатов опытов и оценкой качественных показателей смесей.
При выполнении лабораторной работы №2 «Получение отливок в песчаной форме и в кокиле» студент изучает общую технологическую схему изготовления песчаной формы, модельный комплект, литниковую систему, конструкцию кокиля, состав и порядок нанесения защитного покрытия. Заливку производит учебный мастер.
При выполнении лабораторной работы №3 «Разработка технологии получения отливки в песчаной форме» студент приобретает навыки самостоятельной разработки технологического процесса получения отливки.
1 ОСНОВНЫЕ ПРАВИЛА ПО ОХРАНЕ ТРУДА
Студентам следует соблюдать следующие основные меры по охране труда:
1.1Не включать рубильник электропечи и пусковую кнопку лабораторных бегунов.
1.2Чтобы не допустить случайных травм при работе лабораторных бегунов, студенты должны находиться на расстоянии не менее 1 м от них.
1.3При заливке расплавленного металла в формы студенты должны находиться на расстоянии не менее 1 м от формовочного стола со стороны, противоположной месту заливки.
Выбивку, очистку, обрубку и замеры отливки следует производить после ее затвердевания и охлаждения. Горячую отливку следует брать только с помощью клещей.
4
2ЛАБОРАТОРНАЯ РАБОТА №1
ИСПЫТАНИЕ ФОРМОВОЧНЫХ СМЕСЕЙ (УИРС)
2.1 Цель работы
2.1.1Изучить оборудование для определения влажности, газопроницаемости и прочности смесей.
2.1.2Освоить методику испытания свойств формовочных смесей.
2.1.3Исследовать влияние влажности на газопроницаемость и прочность формовочных смесей.
2.1.4Сравнить полученные результаты испытаний с нормативными данными и сделать заключение о качестве формовочных смесей.
2.2Оборудование и материалы
2.2.1Лабораторные бегуны.
2.2.2Формовочная смесь.
2.2.3Лабораторный копер.
2.2.4Разъемная и неразъемная гильзы.
2.2.5Прибор для определения влажности.
2.2.6Прибор для определения газопроницаемости.
2.2.7Прибор для определения прочности.
2.2.8Весы с разновесами.
2.2.9Секундомер.
2.3 Формовочные и стержневые материалы
Формовочные материалы – это совокупность природных и искусственных материалов, используемых для приготовления формовочных и стержневых смесей.
Исходные материалы должны быть химически инертны к сплавам. К основным формовочным материалам относятся:
-формовочные, кварцевые пески различной зернистости с содержанием глины до 2 %;
-формовочные глины, характеризующиеся по минералогическому составу, по связующей способности и по термохимической устойчивости;
-вода.
Связующие материалы (крепители) добавляют в формовочные и стержневые смеси для увеличения их прочности и пластичности. Связующие подразделяют на:
-органические безводные (льняное масло, олифа, пульвербакелит, канифоль, крепитель 4ГУ-1 и др.);
-органические водные (декстрин, патока, сульфитноспиртовая барда и др.);
-неорганические (жидкое стекло, цемент).
5
Если требуется улучшение каких-либо свойств формовочных смесей, то применяют различные добавки:
-древесные опилки и мелкий торф – для увеличения газопроницаемости и податливости;
-каменноугольная пыль, молотый уголь – для увеличения огнеупорности;
-эти же материалы и графит в виде припыла используют для улучшения противопригарности.
2.4 Формовочные смеси и их приготовление
Формовочные смеси по характеру использования разделяются на облицовочные, наполнительные и единые.
Облицовочные смеси приготовляют из свежих материалов, они обладают высокими свойствами и используются в качестве рабочего слоя крупных отливок.
Наполнительные смеси – это как правило, оборотные или отработанные смеси с малым количеством свежих добавок.
Единые смеси применяют при машинной формовки в массовом производстве.
Для получения формовочной смеси требуемого качества необходимо соблюдать технологию ее приготовления.
После выбивки из опок бывшую в употреблении формовочную смесь разбивают на мелкие куски и загружают в смешивающие бегуны, в которых на некотором расстоянии от дна чаши вращаются катки вокруг своих горизонтальных осей, а отвальные плужки разрыхляют и перемещают смесь. Отработанную смесь с добавлением свежего песка и глины размалывают и перемешивают не менее 3 минут, затем смесь увлажняют и еще перемешивают в течение 2-3 минут. При необходимости связывающие материалы загружают последними.
Готовность смеси проверяется полученными результатами испытаний.
2.5 Общие сведения о свойствах формовочных смесей
Качество отливки зависит от правильного выбора формовочных и стержневых смесей, которые должны обладать следующими свойствами:
-хорошей текучестью (способностью заполнять полости в ящике и обтекать модель);
-пластичностью (способностью принимать под давлением очертания модели или ящика и сохранять их после удаления модели или ящика);
-податливостью (способностью уменьшаться в объеме под действием усадки остывающей отливки);
-достаточной газопроницаемостью;
-минимальной газотворной способностью;
-огнеупорностью;
-достаточной прочностью;
6
-легкой выбиваемостью;
-малой склонностью к объемным изменениям при нагреве;
-долговечностью;
-низкой стоимостью.
Для того чтобы обеспечить требуемое качество формовочной смеси, «экспресс-лаборатории» литейных цехов производят десятки испытаний формовочных и стержневых смесей, исходных материалов. Чаще других проверяют такие свойства формовочных смесей, как прочность и газопроницаемость.
Прочность – способность материала формы не разрушаться при извлечении модели из формы, транспортировании и заливке формы. С увеличением содержания глины, уменьшением зернистости песка, а также при сушке форм прочность увеличивается.
Газопроницаемость – способность смеси пропускать через себя газы. Газопроницаемость зависит от влажности, содержания глины, размеров зернистости песка, плотности смеси. Низкая газопроницаемость может привести к появлению газовых раковин в отливке или незаполнению формы, к образованию недоливов.
Влажность – это состояние формовочной смеси, оказывающее влияние на многие свойства.
Для исследования влияния влажности на свойства формовочных смесей подготовить три замеса различной влажности.
2.6 Определение влажности
Содержание влаги в формовочных и стержневых смесях определяется взвешиванием до и после высушивания в течение 30 и более минут порции материала при 105…110˚С до постоянной массы.
Для ускоренного определения влажности допускается использование прибора мод. 062М (рис.2.1). Прибор состоит из:
-основания 1, на котором размещены все механизмы;
-стола 3, служащего для установки чашек 4 с испытуемым материалом;
-кожуха 5, служащего для закрепления в нем инфракрасной лампы 6;
-реле времени 2, предназначенного для установки необходимого времени сушки образцов и автоматического отключения прибора.
Испытания проводятся в следующем порядке.
Отвесить по 10 г (с точностью до 0,01 г) формовочной смеси в каждую из трех чашек и распределить равномерно по всей поверхности. Чашки с навесками установить на столик, предварительно повернув кожух на 90˚. Затем кожух с лампой установить над столиком и с помощью реле времени включить на 3 минуты прибор. При этом включается лампа мощностью 500Вт и одновременно начинается вращение стола с частотой 2 мин¯¹, что обеспечивает равномерный прогрев и высушивание навесок, находящихся на

Рис. 2.1 Прибор для ускоренного определения влажности:
1 – основание; 2 – реле времени; 3 – стол; 4 – чашки; 5 – кожух; 6 – лампа
Рис. 2.2 Лабораторный копер:
1 – основание; 2 - боек; 3 - подъемник; 4 - груз; 5 - шток; 6 - стойка; 7 - воронка; 8 – гильза неразъемная; 9 - эксцентрик; 10 - рукоятка; 11 - поддон; 12 - кольца; 13 – гильза разъемная
8
расстоянии 40.. .50 мм от лампы.
После окончания установленного времени сушки прибор автоматически отключается, навески снова взвешивают, а влажность вычисляют по формуле
W= |
m1 −m2 |
100 % |
(2.1) |
|
m1 |
||||
|
где m1 и m2 — массы до и после сушки.
Влажность, вычисленную как среднюю величину по трем взвешиваниям, сравнить с табличными данными. Влажность определить для трех замесов.
Таблица 2.1 Характеристики облицовочных и единых песчано-глинистых формовочных смесей для литья различных сплавов по сырому
|
|
|
|
Предел |
Назначение |
Наименование |
Влажность |
Газопроница- |
прочности при |
смеси |
смеси |
W,% |
емость К |
сжатии σсж, |
|
|
|
|
МПа |
|
|
|
|
|
Для чугунного |
Облицовочная |
4,5…5,5 |
50…70 |
0,03…0,05 |
литья (до 20 кг) |
единая |
4,0…5,5 |
25...50 |
0,03…0,05 |
|
|
|
|
|
Для стального |
Облицовочная |
3,5…5,0 |
80…120 |
0,03…0,06 |
литья (до 100 кг) |
единая |
3,0…4,0 |
80…100 |
0,03…0,05 |
|
|
|
|
|
Для литья из |
Облицовочная |
4,5…5,5 |
30…75 |
0,03…0.05 |
медных сплавов |
единая |
4,0…5,0 |
30…70 |
0,03…0,05 |
(до 100 кг) |
|
|
|
|
|
|
|
|
|
Для литья из |
Облицовочная |
4.5…5,5 |
30…90 |
0,03…0,05 |
алюминиевых |
единая |
4,0…5,0 |
25…80 |
0,03…0,05 |
сплавов |
|
|
|
|
|
|
|
|
|
2.7 Определение газопроницаемости
Определение газопроницаемости основано на способности формовочных и стержневых смесей пропускать через себя воздух под некоторым давлением. Испытанию подвергаются стандартные образцы диаметром 50±0.2 мм и высотой 50±0.8 мм, изготовленные на лабораторном копре (рис.2.2) в металлической гильзе.

9
Для изготовления образца взвесить 170 г испытуемой смеси и высыпать через воронку 7 в неразъемную гильзу 8, установленную на поддон 11. Если смесь не помещается в гильзе, то произвести легкое встряхивание и выравнивание поверхностного слоя. Приподняв шток 5 за подъемник 3, установить гильзу вместе с поддоном на основание 1 под боек 2 и плавно опустить его до соприкосновения со смесью. Затем энергичным трехкратным вращением рукоятки 10 с эксцентриком 9 вызвать трехкратное падение груза 4, чтобы обеспечить уплотнение образца до стандартной высоты 50 мм. Этому размеру соответствует средняя риска на стойке 6 над штоком 5 копра, верхняя риска соответствует отклонению +0,8 мм, нижняя -0,8 мм. Если размер образца выходит за пределы допустимых отклонений, то изменить вес навески и повторить изготовление образца.
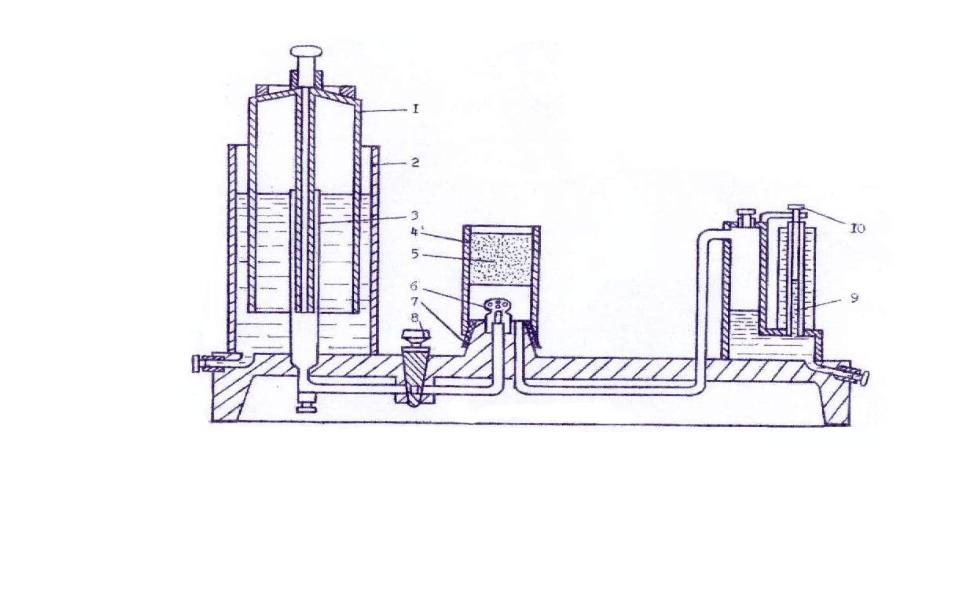
Прибор для определения газопроницаемости показан на рис. 2.3. Для подготовки прибора к работе необходимо поднять колокол 1 и залить в бак 2 воду до уровня ниже кромки бака на 120 мм. Затем ввернуть ниппель 6 с отверстиями диаметром 0,5 мм при испытаниях смеси с низкой газопроницаемостью или 1,5 мм- с высокой. После чего колокол опустить в бак, повернуть трехходовой кран 8 в положение "испытание" и во время опускания колокола с помощью винта 10 совместить верхнюю границу мениска в стеклянной трубке с нулевой риской шкалы водяного манометра 9. (Вода в манометре должна быть немного подкрашена). После этого повернуть кран в положение "открыто" и, подняв колокол вверх, установить кран в положение "закрыто". Более 2000 см3 воздуха под колоколом находятся под некоторым давлением. Прибор подготовлен к испытаниям.
Гильзу 4 с испытуемым образцом 5 плотно установить на резиновую пробку 7 и повернуть кран в положение "испытание". Воздух в трубке 3 устремится через образец. В момент совпадения риски "О" с верхней кромкой бака включить секундомер, а при прохождении риски "2000" выключить. Давление воздуха перед образцом определить по показанию водяного манометра при прохождении колоколом риски "1000".
Газопроницаемость К (величину безразмерную) определить по формуле
K= V h , F p t
(2.2)
где V - объем прошедшего через образец воздуха, см^; h - высота образца, в см;
F - площадь образца, см2;
p- давление водяного столба, мм; t - время, мин.
10
Рис. 2.3. Схема прибора для определения газопроницаемости:
1 – колокол; 2 – бак; 3 – трубка; 4 – гильза; 5 – образец; 6 ниппель; 7 – пробка; 8 – трехходовый кран; 9 – манометр; 10 - винт