

Глава 3. ИМПУЛЬСНЫЕ МЕТОДЫ ШТАМПОВКИ
3.1 Магнитно-импульсная обработка материалов
В настоящее время при производстве деталей все чаще используются Сметоды штамповки, когда нет непосредственного контакта инструмента и заготовки. Так магнитно-импульсная обработка металлов (МИОМ)
характеризуется тем, что силовое давление на металлическую заготовку, необход мое для пр дания ей требуемой формы, создается в результате
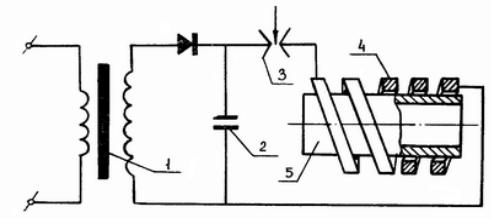
воздейств я мпульсного магнитного поля. зарядкиПр нц п альная схема магнитно-импульсной установки (МИУ) приведена на р с. 111. Через повышающий высоковольтный трансформатор 1 и
выпрям тель про зводят зарядку конденсаторной батареи 2, состоящей из группы параллельно включенных импульсных конденсаторов. По окончании
быстроменяющеесябА(импульсное) затухающее магнитное поле. При этом в металле заготовки индуцируются вихревые токи, которые порождают импульсное поле вокруг заготовки 5. В результате взаимодействия двух взаимно-отталкивающихся магнитных полей в движение приходит заготовка, так как индуктор неподвижно закреплен. Если на пути движения заготовки поместить матрицуДили оправку, то заготовка примет соответствующую форму.
конденсаторная атарея с помощью специального коммутирующего
устройства (разрядн ка 3) разряжается на индуктор 4, предназначенный для создан я магн тного поля определенной пространственной конфигурации. Макс мальная с ла разрядного тока достигает (100…10000) кА, а в
окружен ндуктора, где устанавливается заготовка, создается мощное
Операции, осуществляемые на магнитно-импульсных установках, и некоторые типы изготавливаемых деталей показаны в табл. 4, табл.5, табл.6 [7].
И
Рис. 111. Принципиальная схема МИУ: 1 – трансформатор повышающий; 2 – накопитель энергии (батарея конденсаторов); 3–разрядное устройство; 4–индуктор; 5–заготовка [50]
97
Магнитно-импульсному формообразованию присущ ряд достоинств по сравнению с другими способами обработки металлов давлением: простота оборудования и технологической оснастки; возможность точного и плавного регулирования давления, возможность обеспечения стабильной точности
размеров. МИОМ – |
способ бесконтактной обработки металлов с высокой |
С |
|
электропроводностью с воздействием на заготовку через изоляционные |
|
покрытия и инертные газы. Известны случаи применения данного метода |
|
для сборки трубчатых деталей в вакууме (наверное, скоро можно будет |
|
соб рать конструкц |
в космосе). |
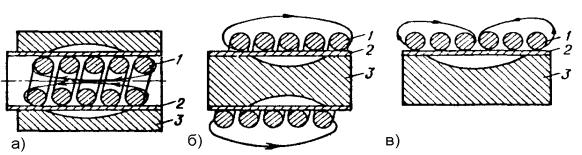
хемы формо зменения с помощью импульсных магнитных полей индукторпоказаны на р с. 112. Чтобы раздать трубчатую заготовку 2, внутрь нее вводят ц л ндр ческ й индуктор 1, а саму заготовку помещают внутрь
матр цы 3 (р с.112, а). Для о жима трубчатую заготовку 2 размещают внутри ц л ндр ческого индуктора 1, при этом размеры и форма готовой детали определяютсябАразмерами и формой оправки 3, помещаемой внутрь заготовки (р с. 112, ). Для неглубокой формовки-вытяжки плоский 3 размещают над листовой заготовкой 2, уложенной на матрицу 3
(рис. 112, в) [52].
Рис. 112. Основные схемы магнитноД-импульсногоИформоизменения [51]: а – раздача трубчатой заготовки; б – обжим трубчатой заготовки;
в – штамповка плоской заготовки
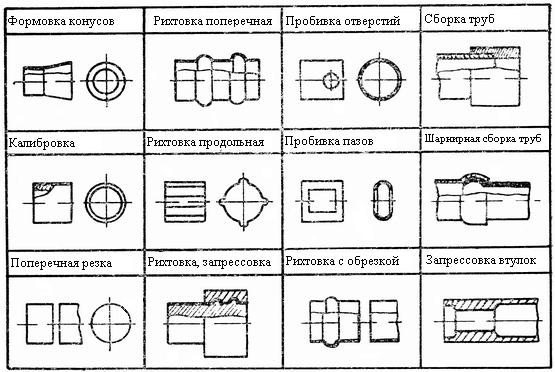
Раздача трубчатых заготовок производится цилиндрическим спиральным индуктором, помещенным внутри заготовки (табл. 4). В разъёмных матрицах из цилиндрических заготовок получают детали сложной формы с кольцевыми и продольными зигами, отбортованными отверстиями. Одновременно с формовкой можно производить чистовую пробивку нескольких отверстий или окон, чеканку рисунков и надписей. Причем, после пробивки отпадает необходимость в снятии заусенцев. Сборочные и сварочные операции не требуют применения специальных устройства и инструментов [50].
98
При обжиме обрабатываемая трубная заготовка размещается внутри индуктора соленоидного типа или концентратора магнитного поля вместе с оправкой-инструментом или другой деталью (стержнем, трубой).
Формовкой на оправках можно обжимать трубы с одновременным нанесением внутренней резьбы, с получением зигов, фасонных поверхностей Сили пробивкой отверстий, перфорированием трубчатых заготовок с большим количеством отверстии. Параллельно с формовкой может происходится
калибровка заготовки по оправке.
Формовкой на оправках можно обжимать трубы с одновременным
нанесен ем внутренней резьбы, с получением зигов, фасонных поверхностей калибровкаили проб вкой отверстий, перфорированием трубчатых заготовок с большим кол чеством отверст . Параллельно с формовкой может происходится
заготовки по оправке.
бА Д
Таблица 4
Обжимом можно металлические деталиИсоединять с керамикой, стеклом, пластмассой и другими хрупкими материалами, получать герметичные соединения, выдерживающие при испытаниях давления свыше 10 МПа, соединять штуцера со шлангами или наконечники с канатами.
Формовка посредством МИОМ позволяет производить: различные детали из плоских листовых заготовок с относительно небольшой вытяжкой материала (детали типа тарелок или днищ); зиговку заготовок кольцевую, продольную и поперечную; неглубокую отбортовку круглых и прямоугольных отверстий;
99
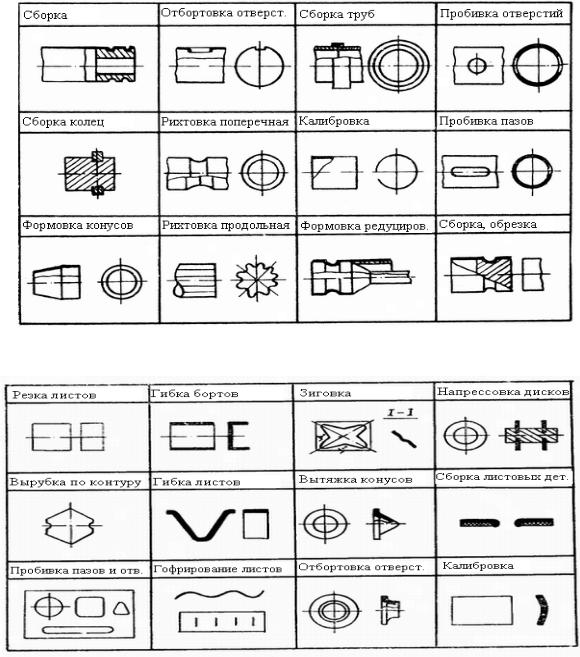
мембраны с одновременной рихтовкой недеформируемой части; пробивку отверстий (табл. 6).
Технологическая оснастка при выполнении формовочных операций отличается простотой — обычно используется либо матрица, либо пуансон, что сокращает трудоемкость операций в три - четыре раза. При формовке листа в полую матрицу необходимо предусматривать отверстия для выхода воздуха, а в ряде случаев вакуумировать полость матрицы.
Довольно ш роко распространены разделительные операции, выполняемые по плоской схеме,— пробивка отверстий, вырубка и резка [50].
С |
Таблица 5 |
|
|
и |
|
бА |
|
|
Таблица 6 |
|
Д |
|
И |
100
С |
|
|
и |
||
Р с. 113. Индуктор для о жима: 1–токоподводы; 2, 4–межвитковая изоляция; |
||
3– зол рующая втулка; спираль индуктора; 5–бандаж; 6–шпилька; 7–гайка [50] |
||
На |
большее |
|
|
распространение в промышленности нашли индукторы с |
|
точеной сп ралью (р с. 113), изготовляемые из труб путем нарезки пазов с |
||
последующ м креплен ем выводов сваркой или механическим способом. Витки |
||
изолированы друг |
А |
|
от друга пластинами из стеклотекстолита, слюды или |
||
армированного стекловолокна. Для большей прочности витки спирали сжимают в осевом направлении с помощью бандажа. В качестве материала для производства точеных индукторов используются медь, бериллиевая бронза,
низкоуглеродистые стали. |
Д |
|
При массовом производстве, когда интенсивность работы индуктора значительна, важным фактором, влияющим на стойкость индуктора, является его нагрев. Поэтому интенсивно работающие индукторы снабжены водяным охлаждением, для чего пропускают воду по трубчатой спирали, уложенной в межвитковом зазоре, или непосредственно по виткам индуктора (для чего выполняют их полыми). Для листовой штамповкиИприменяют плоские индукторы, выполненный в виде спиралиАрхимеда (рис. 114) [50].
Рис.114 . Плоский индуктор:
1 – токоподводы; 2–спираль индуктора; 3 – изоляция; 4–бандаж [50]
Один из эффективных путей сокращения сроков подготовки производства – упрощение технологической оснастки и инструмента.
101