

ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1.Изучить технологические особенности основных способов горячей объемной штамповки машиностроительных деталей.
2.Изучить технологические особенности горячей объемной штамповки деталей в открытых штампах, а также последовательность разработки чертежей холодной и горячей поковки.
3.На чертеже детали, выданном преподавателем (из приложения), показать плоскость разъема штампа и положение поковки в штампе.
4.Определить величины припусков и допусков на механическую обработку поковки и указать их на чертеже холодной поковки; определить форму и размеры наметок отверстий.
5.Назначить напуски, штамповочные уклоны, внутренние и внешние радиусы ручьев штампов.
6.Вычертить чертеж горячей поковки.
7.Определить размеры исходной заготовки с учетом укладки ее в ручьи штампа и отношения допустимого соотношения размеров.
8.В лаборатории кафедры «Конструкционные материалы и специальные технологии» изучить на практике конструкцию опытного штампа и произвести штамповку поковки детали «шестерня» с анализом постадийного формоизменения (последнее зафиксировать в отчете).
Контрольные вопросы
1.Перечислите методы производства заготовок?
2.Как определяется экономичность производства заготовок?
3.Какие факторы являются определяющими при выборе способа производства заготовки?
4.Какое оборудование применяется при горячей объёмной штамповке?
5.Как должна располагаться поковка в штампе?
6.Что такое исходный индекс, как он определяется?
7.Как определяется степень сложности поковки?
8.К какой группе сталей относятся стали марок 30ХГТ, Сталь 30, 30ХН3А, 50Х, 60С2, 12ХН3А, ШХ15, 38ХС, 30ХГСА?
9.От каких параметров зависит припуск на механическую обработку детали?
10.Принцип определения исходного индекса.
11.При каких размерах отверстий в деталях можно намечать их в поковках под прошивку?
12.Типы заготовок, получаемых горячей объёмной штамповкой на молотах, КГШП и ГКМ?
26
13. Почему на чертеже горячей поковки все размеры по вертикали проставляются от плоскости разъема?
14.Назначение облойной канавки?
15.Почему мостик облойной канавки чаще всего выполняется на верхней половине штампа?
16.Как выбираются штамповочные уклоны; их назначение?
17.Зачем назначается припуск?
18.Как удаляются перемычки в наметках отверстий?
19.Чем отличается инструмент ГКМ от инструментов ПГШМ КГШП?
20.Зачем скругляют наружные кромки полостей штампов и переход от дна полостей к стенкам?
21.Почему допускаемые отклонения, большие по величине, назначаются со знаком + (плюс) на наружные поверхности поковки и со знаком – (минус) на внутренние поверхности?
22.Назначение магазина облойной канавки?
Библиографический список
1.Евстифеев В.В. Введение в технологии машиностроительного производства. Обработка материалов давлением: учебное пособие / В.В. Евстифеев. В.И. Гурдин, А.П. Жигадло. М.: изд-во ОмГТУ, 2007. 176 с.
2.ГОСТ 7505-89. Поковки стальные штампованные. Допуски, припуски и кузнечные напуски. М.: Изд-во стандартов,1990. 52 с.
3.Коновалов В.А. Разработка технологических процессов штамповки на
ПШМ стальных поковок: Методические указания к курсовому проекту по дисциплине «Анализ и расчет процессов ТКОШ». Омск: Изд-во ОмГТУ, 2006. 46с.
4.Ковка и штамповка: Справочник. В 4-х т. / Т.2. Горячая объемная штамповка / Под ред. Е.И. Семенова. М.: Машиностроение, 1986. 592 с.
5.Брюханов А.Н. Ковка и объемная штамповка: Учебное пособие для машиностроительных вузов / М.: машиностроение, 1975. 408 с.
27
ПРИЛОЖЕНИЕ
28
Деталь № 1, Шестерня коническая; сталь 35Х
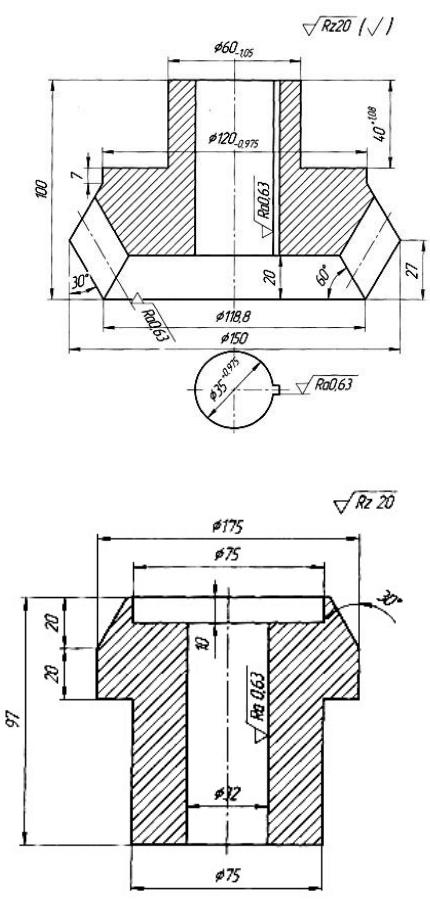
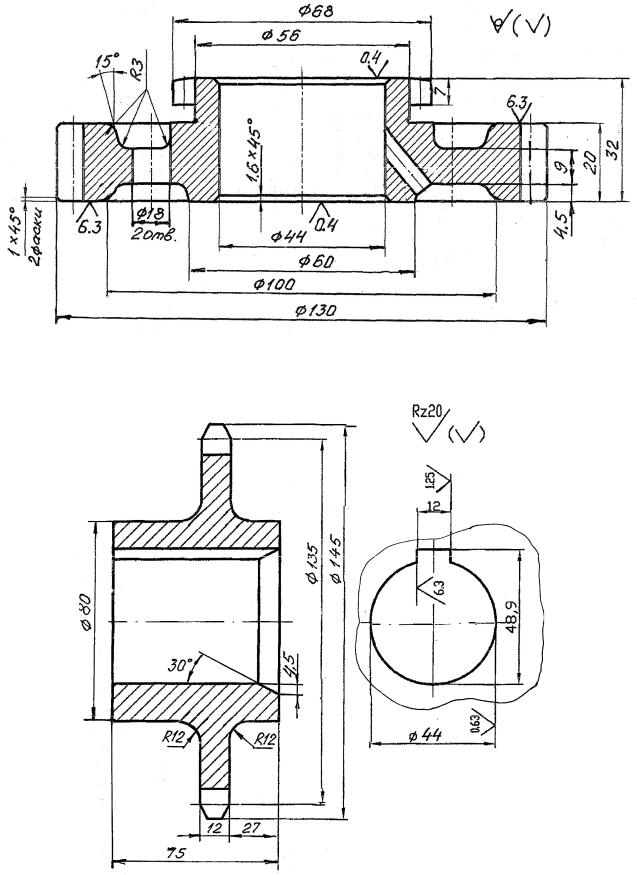
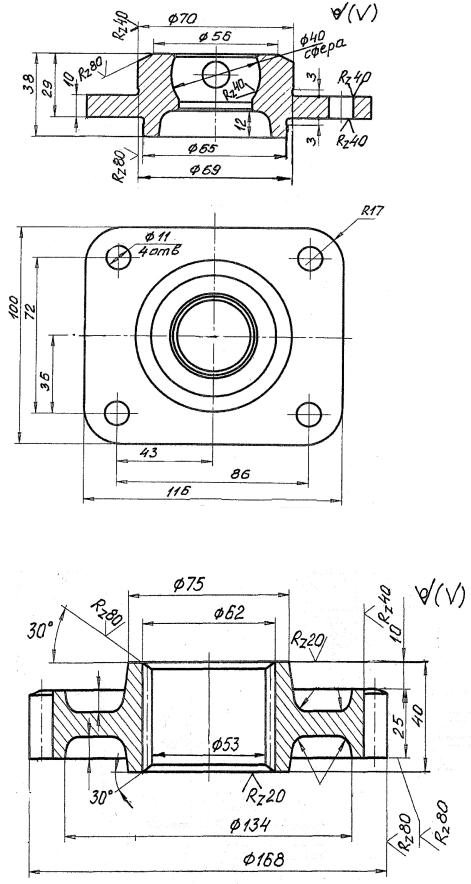
Деталь № 2, Опора; сталь 18ХГТ
29
Деталь № 3, Валик привода; сталь 40ХН
Деталь № 4, Вал-шестерня; сталь 35Х
30
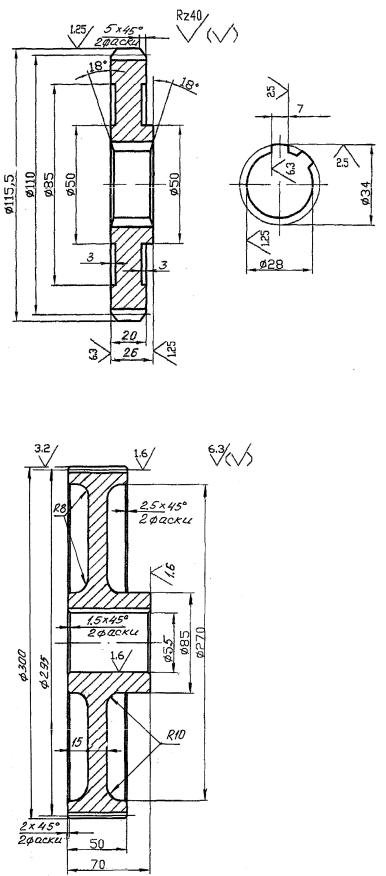
Деталь № 5, Ролик опорный; сталь АС38ХГМ
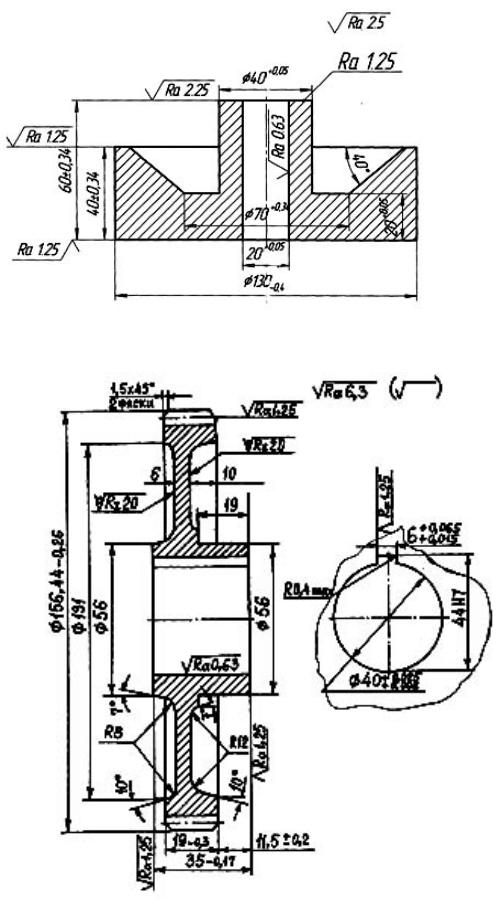
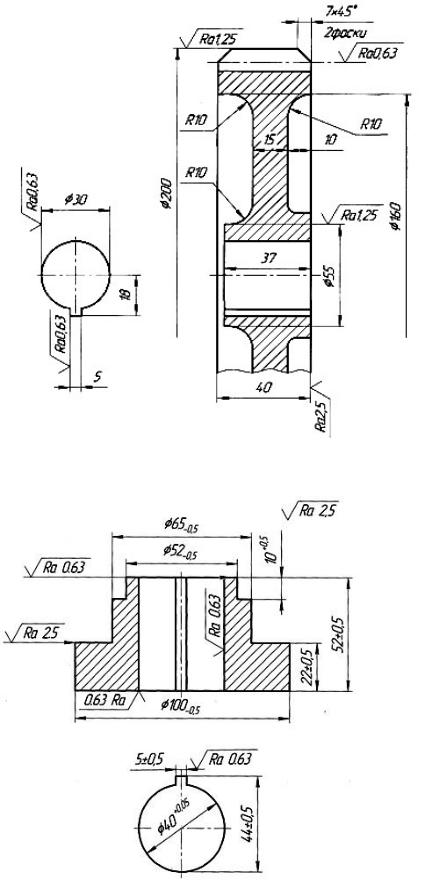
Деталь № 6, Шестерня; сталь 25ХГТ
31
Деталь № 7, Шестерня; сталь 38 ХС
Деталь № 8, Втулка; сталь 30ХГСА
32

Деталь № 9, Шестерня коническая; сталь 40ХН
Деталь № 10, Блок шестерен; сталь 40ХН
33
Деталь № 11, Шестерня; сталь 20Х2Н4А
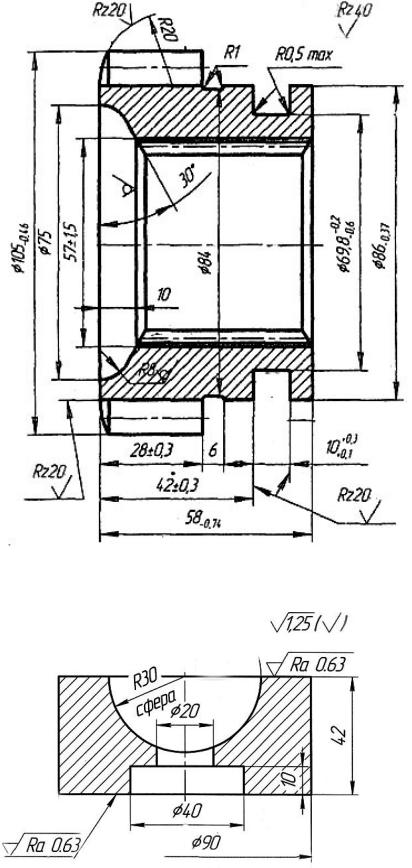
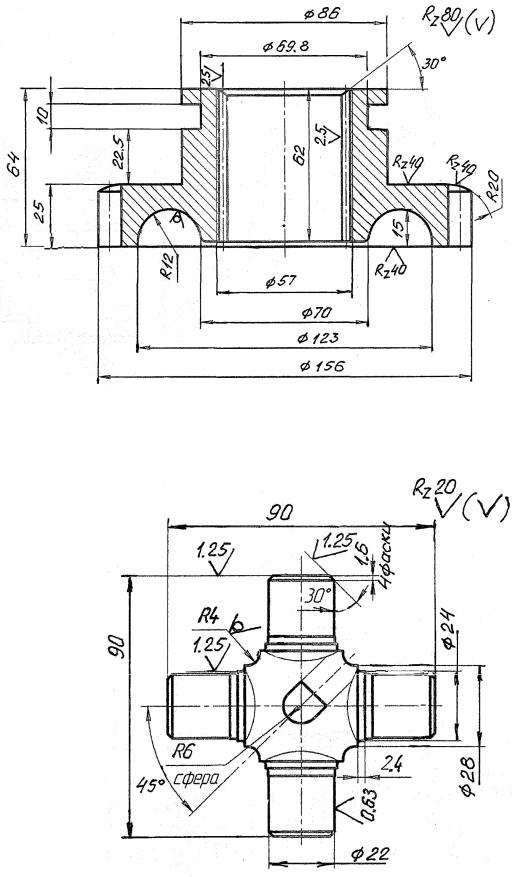
Деталь № 12, Опора шаровая; сталь 50ХГФА
34
Деталь № 13, Шестерня; сталь 25ХГТ
Деталь № 14, Крестовина; сталь 20ХН
35
Деталь № 15, Шестерня вторичного вала; сталь 35Х
Деталь № 16, Звездочка; сталь 35Х2Н4ЮА
36
Деталь № 17, Шестерня; сталь 30ХГСА
Деталь № 18, Шестерня; сталь 30Х13
37
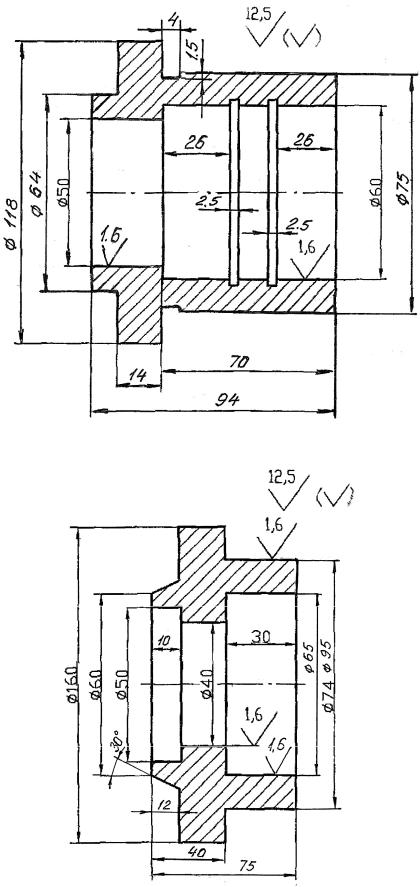
Деталь № 19, Корпус; сталь 12Х18Н10Т
Деталь № 20, Корпус; сталь 95Х18
38
Деталь № 21, Фланец; сталь 45
Деталь № 22, Шестерня; сталь 25ХГТ
39
Учебное издание
ИЗУЧЕНИЕ ТЕХНОЛОГИЙ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ
Методические указания к лабораторной работе по дисциплинам: «Технология конструкционных материалов», «Материаловедение. Технология конструкционных материалов», «Технология автомобиле – и тракторостроения», «Основы технологии производства», «Конструкторско-технологические решения для обеспечения безопасности проектируемых и эксплуатируемых объектов», «Производственное оборудование и инструменты»
______________________
Составители: В.В. Евстифеев, О.М. Кирасиров, М.С. Корытов, И.С. Лексутов
_______________________
Отпечатано в авторской редакции
Подписано к печати __.__.2012 Формат 60 × 90 1/16. Бумага офсетная Гарнитура Times New Roman
Отпечатано на дупликаторе.
Усл. п. л. 1,0 , уч.-изд. л. 1,0
Тираж 260 экз. Заказ № Цена договорная
______________________________________________________
Отпечатано в полиграфическом отделе УМУ СибАДИ
644080, г. Омск, пр. Мира, 5
40