

В зависимости от назначения в дефектоскопах могут быть не все из перечисленных узлов, но могут быть и дополнительные узлы (например, узлы для автоматического перемещения детали и механической разбраковки, дефектоотметчики и т.п.).
5.8. Дефектоскопия стальных канатов
Подъемные устройства различных типов применяют на большинстве объектов нефтегазовой промышленности в качестве основного и вспомогательного оборудования. Основным видом гибких грузовых элементов подъемных устройств являются стальные канаты. Магнитный неразрушающий контроль в последние годы все более широко начинает применяться для дефектоскопии таких канатов, изготовленных из ферромагнитных материалов. Та же аппаратура может быть использована и для контроля длинных стержневых деталей, например таких, как штанги глубинных насосов [1].
Принцип магнитной дефектоскопии основан на оценке магнитного потока вдоль участка каната и регистрации изменений в его распределении. Эти изменения могут быть обусловлены рядом причин: изменением площади поперечного сечения каната, наличием обрывов проволок, изменением магнитных свойств материала проволок, например из-за локального термического воздействия, приводящего к изменению структуры металла.
Дефектоскопию стальных канатов осуществляют с использованием переменного или постоянного магнитного поля (РД 03–348–00 «Методические указания по магнитной дефектоскопии стальных канатов»). При использовании переменного магнитного поля магнитный поток вдоль продольной оси участка контролируемого каната создают посредством возбуждающей индуктивной катушки с переменным током, охватывающей канат. Измерительная катушка также охватывает канат, и в ней индуцируется ЭДС, зависящая от площади поперечного сечения каната по металлу. Метод переменного магнитного поля используют, как правило, только для измерения потери сечения каната.
Метод постоянного магнитного поля используют как для измерения потери сечения каната, так и для обнаружения локальных дефектов. Постоянный магнитный поток вдоль продольной оси участка контролируемого каната создают постоянными магнитами или электромагнитами постоянного тока [1]. Общий магнитный поток, создаваемый постоянными магнитами или электромагнитом (часть этого
81
потока), измеряют датчиками Холла либо другими датчиками, пригодными для измерения абсолютного значения магнитного потока или изменений этого потока. Сигнал датчиков зависит от магнитного потока, проходящего через участок контролируемого каната и, следовательно, от поперечного сечения этого участка по металлу.
Локальные дефекты каната, например обрывы проволок, создают вблизи дефектов магнитные потоки рассеяния, которые регистрируются датчиками Холла, катушками или другими магниточувствительными элементами. Сигналы датчиков зависят не только от размеров локальных дефектов, но и от их типа и положения, поэтому определить количественно параметры дефектов обычно затруднительно. Качественный анализ полученной информации о локальных дефектах выполняют по дефектограммам на основании накопленного опыта.
В различных странах мира в настоящее время выпускается около 15 моделей канатных дефектоскопов. В России выпускаются две модели: УДК-3 (изготовляется в г. Екатеринбурге) и «Интрос» (изготовляется в г. Москве). Известной моделью является российский дефектоскоп «Интрос».
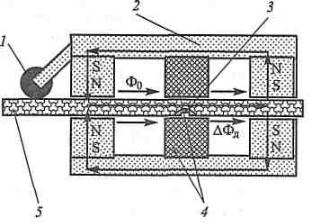
Дефектоскоп «Интрос» состоит из электронного блока (ЭБ) и магнитной головки (МГ) со сменным блоком датчиков (БД). К ЭБ может быть подключена любая МГ для контроля соответственно круглых и плоских стальных, а также резинотросовых канатов. Одновременно к ЭБ может быть подключена только одна МГ. Принципиальная схема магнитной головки для круглых канатов с блоком датчиков представлена на рис. 5.14.
Рис. 5.14. Схема магнитной головки дефектоскопа «Интрос» для круглых канатов:
1 – счетчик метража; 2 – магнитная головка; 3 – локальный дефект; 4 – блоки датчиков; 5 – канат
82
Магнитная система МГ намагничивает участок контролируемого каната. Магнитные поля рассеяния, вызванные дефектами каната, создают на выходе блока датчиков электрический сигнал, который после усиления и преобразования в цифровую форму обрабатывается
вмикропроцессоре. В микропроцессор поступают также импульсы со счетчика метража. Получаемая информация запоминается и выводится на световой индикатор ЭБ, а также может быть передана на внешний компьютер для хранения, обработки и последующего анализа.
Конструктивно МГ выполнена в виде постоянного разъемного магнита вместе со съемными БД. МГ рассчитана таким образом, что контролируемый канат предварительно промагничивается до насыщения. При износе каната и уменьшении его диаметра параметры
петли гистерезиса и величина Bs также уменьшаются. Изменение величины индукции В измеряется датчиками Холла, установленными
вБД.
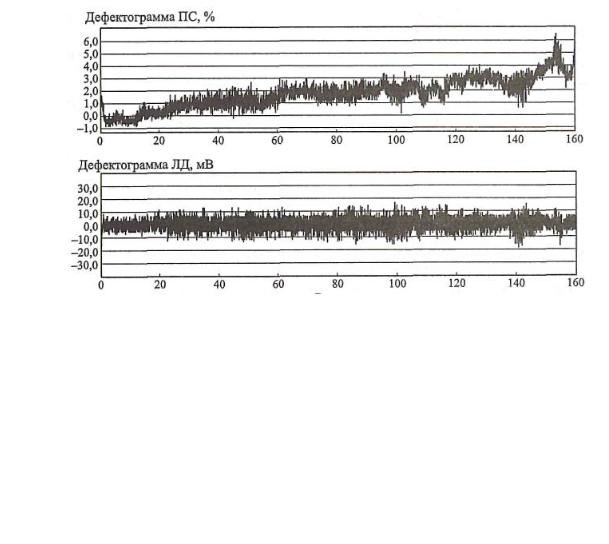
Рис. 5.15. Примеры дефектограмм по каналам ПС и ЛД
Магнитный поток, проходящий через канат, при уменьшении сечения каната уменьшается, а по воздуху – увеличивается, так как напряженность поля постоянных магнитов МГ остается неизменной. Датчики Холла измеряют магнитный поток Ф0, а также тангенциальную составляющую потока рассеяния АФД над локальным дефектом в канате. Получаемая с блока датчиков информация записывается по двум каналам: каналу потери сечения (ПС) и каналу локальных дефектов (ЛД). Обработка на компьютере и анализ полученных дефектограмм позволяют оценить как общую потерю сечения каната, так и
83
наличие локальных дефектов (обрывов проволоки) как на поверхности, так и внутри каната. Примеры дефектограмм приведены на рис. 5.15.
Наиболее сложной задачей в области дефектоскопии стальных канатов является контроль их состояния в местах заделки в муфты, где часто возникает интенсивная коррозия проволок. Основных причин этого явления несколько. Во-первых, перед заливкой муфт легкоплавким сплавом (цинк, баббит и др.) концевой участок каната подвергается травлению кислотой и нанесению флюса на его основе. Вовторых, часть каната, выходящая из муфты, длиной 5–10 см обвязывается мягкой проволокой, задерживающей пыль и влагу. Основной проблемой контроля каната в зонах заделки является влияние массивной муфты и сопутствующих элементов (натяжных болтов и др.) на величину магнитного потока, измеряемого прибором.
Контрольные вопросы
1.Для изделий из каких материалов можно применять МНК? Какие дефекты можно обнаружить этими видами контроля?
2.Чем определяется выбор способа намагничивания?
3.Как направлены силовые линии магнитного поля при полюсном и циркулярном намагничивании?
4.Почему полюс магнита при параллельном намагничивании перемещают
внаправлении, перпендикулярном предполагаемому направлению дефектов?
5.Какой способ намагничивания предпочтительнее для контроля продольных трещин на цилиндрических и конических поверхностях? Для выявления трещин на торцевой, боковой внутренней и внешней поверхностях тонкостенных колец? Поперечных трещин на внутренней поверхности толстостенного стакана?
6.От каких факторов зависит глубина проникновения магнитного поля?
7.Какие основные операции необходимы для проведения МНК?
8.Какие основные виды регистрации дефектов при МНК известны?
9.Каким образом можно сохранить результаты контроля для последующего анализа?
10.Почему при порошковой дефектоскопии над дефектом возникает валик из частиц магнитного порошка?
84