

1976
.pdfИЗМЕРЕНИЕ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ
С ПОМОЩЬЮ МИКРОКАТОРА
Методические указания к лабораторной работе по дисциплине
«Метрология, стандартизация и сертификация»
Министерство образования РФ Сибирская государственная автомобильно-дорожная академия
(СибАДИ)
Кафедра «Управление качеством и сертификация»
ИЗМЕРЕНИЕ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ
С ПОМОЩЬЮ МИКРОКАТОРА
Методические указания к лабораторной работе по дисциплине
«Метрология, стандартизация и сертификация»
Составители: Л.М. Стихановская, Д.Н. Коротаев
Омск Издательство СибАДИ
2004
УДК 621. 785 ББК 34. 651
Рецензент канд. техн. наук, доц. В.А. Аношин
Работа одобрена методической комиссией факультета ЭиУ в качестве методических указаний к лабораторной работе по дисциплине «Метрология, стандартизация и сертификация» для студентов специальностей 072000 Стандартизация и сертификация, 340100 Управление качеством, 170900 Подъемнотранспортные, строительные, дорожные машины и оборудование, 150200 Автомобили и автомобильное хозяйство, 240400 Организация и безопасность движения.
Измерение цилиндрической детали с помощью микрокатора:
Методические указания к лабораторной работе по дисциплине «Метрология, стандартизация и сертификация» / Сост.: Л.М. Стихановская, Д.Н. Коротаев. – Омск: Изд-во СибАДИ, 2004. – 12 с.
Рассмотрены метод измерения цилиндрической детали микрокатором, конструкция и принцип действия данного измерительного средства, а также методика определения отклонений от правильной геометрической формы.
Ил. 5. Табл. 4. Библиогр.: 2 назв.
© Издательство СибАДИ, 2004
Цель работы
Приобретение практических навыков при работе с микрокатором. Изучение устройства, принципа действия, метода измерения.
Материальное обеспечение
1.Микрокатор завода ________, с ценой деления ________мм, пределами измерения ________мм, погрешностью измерений ________мм.
2.Микрометр завода __________, № _________, с пределами измерения
_________мм, ценой деления ________мм, погрешностью измерения
_________мм.
3.Набор концевых мер.
4.Цилиндрическая деталь.
1.Теоретические положения
1.1.Измерительные приборы с пружинной передачей
Кприборам с пружинной передачей относятся измерительные пружинные головки (ГОСТ 6933 - 81), малогабаритные измерительные головки (микаторы ГОСТ14712 - 79) и рычажно-пружинные измерительные головки бокового действия (миникаторы ГОСТ 14711 - 69). Эти приборы предназначены для относительных измерений размеров, проверки отклонений деталей от правильной геометрической формы с высокой точностью, а также для проверки и наладки средств активного контроля.
Приборы этого типа построены по принципу использования в передаточных механизмах упругих свойств скрученной фосфористой или бериллиевой бронзовой ленты.
Измерительные пружинные головки изготавливают в следующих исполнениях: ИГП с нормальным измерительным усилием, ИГПУ с уменьшенным измерительным усилием, ИГПР с регулируемым измерительным усилием, ИГПГ герметизированные, ИГПВ виброустойчивые.
Основные метрологические характеристики приборов с пружинной передачей представлены в табл. 1.
1.2. Устройство и принцип действия микрокатора
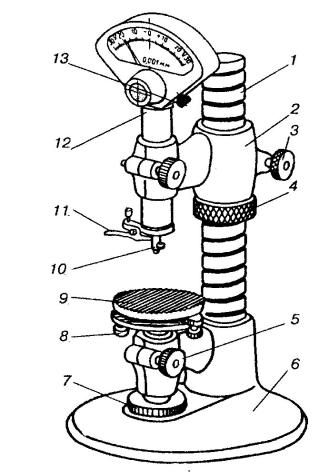
Микрокатор (рис. 1) состоит из пружинной измерительной головки (ИГП) 12 и вертикальной стойки, составными частями которой являются: основание 6, плоский столик 9, колонка 1 и кронштейн 2.
Таблица 1. Основные метрологические характеристики приборов с пружинной
передачей
Наименование и |
Цена |
Диапазон |
Измеритель- |
Предел регули- |
Предел |
||
тип прибора |
деления |
измере- |
ное |
усилие, Н |
рования изме- |
допускае- |
|
|
|
шкалы, |
ния (не |
(для |
ИГПУ, |
рительного |
мой пог- |
|
|
мкм |
менее), |
ИПМУ) |
усилия, Н |
решности, |
|
|
|
|
мкм |
|
|
|
мкм |
Измерительные |
0,1 |
4,0 |
1,5 (0,5) |
0…1,5 |
0,1 |
||
пружинные |
0,2 |
6,0 |
1,5 (0,5) |
0…1,5 |
0,15 |
||
головки |
по |
0,5 |
15,0 |
1,5 (0,5) |
0…1,5 |
0,25 |
|
ГОСТ 6933 – 81 |
1,0 |
30,0 |
2,0 (0,5) |
|
0,4 |
||
типов: |
ИГП, |
2,0 |
60,0 |
2,0 (2,0) |
|
0,8 |
|
ИГПУ |
|
5,0 |
150,0 |
3,0 (3,0) |
|
2,0 |
|
|
|
10,0 |
300,0 |
3,0 (3,0) |
|
3,0 |
|
|
|
|
|
|
|
|
|
Микаторы |
|
0,2 |
10,0 |
1,0 (0,5) |
|
0,15 |
|
ГОСТ 14712-79 |
0,5 |
25,0 |
1,5 (0,5) |
|
0,30 |
||
типов: |
ИПМ, |
1,0 |
50,0 |
1,5 (0,5) |
|
0,50 |
|
ИПМУ |
|
2,0 |
100,0 |
1,5 (0,5) |
|
1,0 |
|
Миникаторы |
1,0 |
40 |
|
0,2 |
|
0,5 |
|
ГОСТ 14711-69 |
2,0 |
80 |
|
0,3 |
|
1,0 |
|
Принцип действия пружинной измерительной головки (ИГП) основан на использовании упругих свойств плоской скрученной ленты – пружины. Если такую ленту закрепить одним концом, а за другой конец растягивать, то средняя ее часть будет раскручиваться.
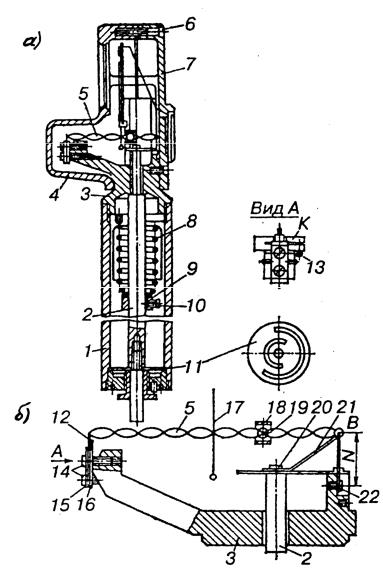
Передаточный механизм пружинной измерительной головки (ИГП) имеет скрученную металлическую ленту 5 (рис. 2), один конец которой соединен с регулируемой стойкой 12, а другой – с концом плоской пружины 21.
Скрученная лента выполнена из бериллиевой бронзы толщиной 0,004 – 0,006 мм и шириной 0,08 – 0,12 мм, завитая спиралью от середины в разные направления. К середине скрученной ленты прикреплена тонкая стеклянная стрелка 17. К верхнему концу стрелки прикреплен миниатюрный указатель из алюминиевой фольги, а к нижнему – противовес в виде капли шеллака. Измерительный стержень 2 подвешен на двух плоских пружинах 11. Перемещение измерительного стержня вверх изгибает плоскую пружину 20, что, в свою очередь, отклоняет плоскую пружину 21 влево и растягивает скрученную ленту 5, в результате чего стрелка 17 поворачивается на соответствующий угол. Для успокоения стрелки в приборе имеется специальное устройство – демпфер 18. Он представляет собой шеллаковый шарик, прикрепленный к скрученной ленте, находящейся во втулке 18, полость которой заполнена специальным маслом.
Для точной установки прибора на нуль шкала может быть повернута на 3 деления.
Поворот шкалы осуществляется винтом 13 (рис. 1). При вводе блока концевых мер длины при настройке, или детали для измерения под измерительный наконечник, последний может быть приподнят с помощью арретира 11 (рис. 1).
Важным преимуществом пружинной измерительной головки (ИГП) является отсутствие в ней шарниров и зазоров, что обеспечивает высокую точность измерений.
Основной недостаток головки (ИГП) заключается в том, что измерительный стержень непосредственно связан с передаточным механизмом и даже незначительные случайные толчки легко выводят из строя скрученную ленту и стеклянную стрелку прибо-
ра. Поэтому обращаться с микрокатором нужно особенно осторожно!
Рис. 1. Общий вид микрокатора
1.3. Методика измерения микрокатором
Перед измерением микрокатор необходимо настроить на нулевой штрих шкалы по блоку концевых мер длины.
Настройку прибора производить в следующем порядке.
1.Отвернуть стопорный винт 5 столика 9 (см. рис. 1) и вращением гайки 7 опустить столик в нижнее положение.
2.Протереть чистой салфеткой столик.
3.Установить на столик блок концевых мер и, убедившись, что кронштейн 2 опирается на кольцо 4, отвернуть стопорный винт 3. Поддерживая кронштейн рукой, медленно и плавно вращать кольцо 4 до тех пор, пока измерительный наконечник 10 не коснется измерительной
поверхности блока, и установить стрелку по центру шкалы прибора, после чего застопорить положение кронштейна стопорным винтом 3.
4. Вращением гайки 7 по часовой стрелке поднять столик с блоком вверх и установить стрелку прибора на нулевой штрих шкалы, после чего закрепить положение столика стопорным винтом 5. Если стрелка прибора при стопорении столика отойдет от нулевого штриха, то поворотом шкалы можно установить стрелку на нулевой штрих.
5. Проверить стабильность настройки прибора, для чего несколько раз нажать и отпустить арретир 11. Если при этом стрелка прибора сместится с установленного положения, то следует произвести повторную настройку.
Рис. 2. Конструктивная схема микрокатора
6. Нажать на арретир и снять блок концевых мер длины со столика прибора.
7. Измерить деталь, для чего, нажав на арретир, установить ее на столик под измерительный наконечник. При измерении цилиндрической детали необходимо установить ее так, чтобы образующая измеряемой детали прилегала к поверхности столика. Для определения диаметра детали (наибольшей хорды) ее необходимо перемещать или перекатывать по столику прибора.
Отсчет по шкале прибора производить при наименьшем отклонении стрелки от нулевого штриха. При отсчете обязательно обратить внимание

на знаки отклонений, определяемые по шкале прибора. Отсчет записывается в протокол в миллиметрах с соответствующим знаком.
Микрокатор позволяет определить отклонения формы цилиндрической детали в поперечном и продольном сечениях.
Отклонение в поперечном сечении цилиндра характеризуется отклонением от круглости (рис. 3), под которым понимают наибольшее отклонение реальных точек контролируемой детали от идеальной окружности. Частными показателями круглости являются овальность (рис. 3, б), которая определяется как
ов= |
dmax dmin |
. |
(1) |
|
|||
2 |
|
|
|
Отклонения в продольном сечении цилиндра характеризуются разностью радиусов по образующей цилиндра. Частными видами отклонения профиля продольного сечения являются конусообразность, бочкообразность, седлообразность (рис. 4). Численно эти отклонения определяются согласно формуле (1).
Рис. 3. Отклонения формы в поперечном сечении: a круглость; б овальность
Рис. 4. Отклонения формы продольного сечения:
a конусообразность; б бочкообразность; в седлообразность
2.Порядок выполнения работы
1.Осмотреть микрокатор. Записать метрологические характеристики его и микрометра в отчет. Заполнить табл. 2.

2.Измерить микрометром диаметр цилиндрической детали в любом сечении. Этот размер принять за размер блока концевых мер длины.
3.Собрать блок концевых мер и настроить микрокатор на нуль.
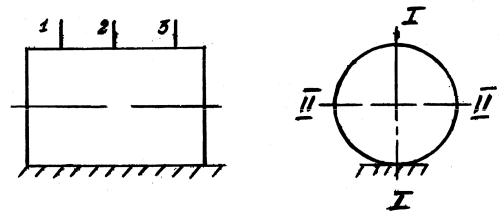
4.Произвести измерения детали в среднем сечении (на схеме
измерения сечение 2). Поворачивая деталь и выявив максимальный размер в этом сечении dдmax, пометить его карандашом I I. Величину полученного отклонения со знаком занести в табл. 3 результатов измерений в поперечном сечении.
5.Повернув деталь на 900 , повторить измерения в середине детали в сечении II II. Результат со знаком занести в табл. 3.
6.Повторить измерение в поперечном сечении на краях детали (на схеме измерения в сечениях 1 и 3). Результаты занести в табл. 3.
7.Определить действительные размеры dдmax и dдmin как сумму размера блока и наибольшего и наименьшего отклонений с учетом знака.
8.Определить наибольшую из трех сечений овальность по формуле
ов= dдmax dдmin .
2
9.Произвести измерения диаметра детали по одной образующей в сечениях 1, 2, 3, затем, повернув деталь на 90 , повторить измерения по другой образующей. Результаты измерений занести в табл. 4 отчета.
10.Определить конусообразность, бочкообразность или седлообразность.
11.Сделать заключение о годности детали по размеру и по форме.
3.Содержание отчета
1.Номер, название, цель, материальное обеспечение лабораторной работы.
2.Назначение и схема микрокатора (рис. 2, б).
3.Допустимые значения размера детали (см. табл. 2).
4.Схема измерения (рис.5).
5.Таблицы с результатами измерений (см. табл. 3, 4).
6.Заключение о годности.
Таблица 2. Допустимые значения размера
Номинальный |
Наибольший |
Наименьший |
Допуск, мм |
Допуск |
размер, мм |
предельный |
предельный |
формы, мм |
|
размер, мм |
размер, мм |
|
||
|
|
|
||
|
|
|
|
|
Размер блока концевых мер при установке на нуль __________мм.
Рис. 5. Схема измерения
Таблица 3. Результаты измерений в поперечном сечении, мм
|
|
Показания прибора |
|
|
|
Действит. размеры |
Отклон. |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
формы в |
Сечения |
1 |
|
2 |
|
3 |
|
|
dдmax |
|
dдmin |
попереч. |
|
|
|
|
|
|
|
сечении |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
ов |
I I |
|
|
|
|
|
|
|
|
|
|
|
|
II II |
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 4. Результаты измерения в продольном сечении, мм |
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Показания прибора |
|
|
|
Наиболь- |
|
Наиболь- |
Наиболь- |
|||
|
|
|
|
|
|
|
|
шая |
||||
Сечения |
|
|
|
|
|
|
|
шая ко- |
|
|
шая боч- |
|
|
|
|
|
|
|
|
|
седло- |
||||
1 |
|
2 |
|
3 |
|
|
нусооб- |
|
|
кообраз- |
||
|
|
|
|
|
|
образ- |
||||||
|
|
|
|
|
|
|
|
разность |
|
|
ность |
|
|
|
|
|
|
|
|
|
|
ность |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
I I |
|
|
|
|
|
|
|
|
|
|
|
|
II II |
|
|
|
|
|
|
|
|
|
|
|
|
Заключение о годности: |
|
|
|
|
|
|
|
|
||||
по размеру ________________ |
|
по форме ________________ |
||||||||||
Контрольные вопросы
1.Сущность метода сравнения с мерой.
2.Принцип действия, устройство микрокатора.
3.Виды отклонений формы в поперечном и продольном сечениях. Как производится их расчет?
4.Определение действительных размеров и годности детали.