

1591
.pdfПОЛУЧЕНИЕ ЛИТЫХ ЗАГОТОВОК В РАЗОВЫХ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМАХ
Методические указания к лабораторной работе по дисциплине «Технология конструкционных материалов»
Омск 2012
1
Федеральное агентство по образованию
Государственное образовательное учреждение Высшего профессионального образования
«Сибирская государственная автомобильно-дорожная академия» (СибАДИ)
Кафедра «Конструкционные материалы и специальные технологии»
ПОЛУЧЕНИЕ ЛИТЫХ ЗАГОТОВОК В РАЗОВЫХ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМАХ
Методические указания к лабораторной работе по дисциплине «Технология конструкционных материалов»
Составители: В.В. Евстифеев, В.И. Гурдин, А.А. Александров (в авторской редакции)
Омск 2012
2
УДК 621.74 ББК 34.5
Рецензент: канд. техн. наук, доцент Н.П. Дмитриев
Работа одобрена методической комиссией факультета «Автомобильный транспорт» для дисциплины «Технология конструкционных материалов» для студентов специальностей 140501, 140607, 190201, 190205, 190601, 190701, 200503, 220501 и др.
Получение литых заготовок в разовых песчано-глинистых формах: методические указания к лабораторной работе по дисциплине «Технология конструкционных материалов» / В.В. Евстифеев, В.И. Гурдин, А.А. Александров. Омск: СибАДИ, 2012. 16 с.
Излагается последовательность разработки технологического процесса изготовления деталей и объем в песчано-глинистые формы с обоснованием назначения припусков и допусков под последующую механическую обработку.
Табл. 8, Ил.7. Библиогр.: 5 назв.
© Составители: В.В. Евстифеев, В.И. Гурдин, А.А. Александров
3
Производство заготовок методом литья
Цель работы: ознакомление с принципами выбора способа литья, расчетом припусков на механическую обработку отливки по заданному чертежу детали, конструированием литейной формы, конструированием литейной формы.
Значение литейного производства исключительно велико. Например, в тракторостроении и производстве дорожно-строительных машин масса литых деталей составляет около 60%. Литьем получают детали как простой, так и очень сложной формы (с внутренними полостями, ребрами и каналами), которые невозможно или очень трудно получить другими способами. Например, блок цилиндров, двигателя внутреннего сгорания, пустотелые лопатки, корпуса мостов автомобилей, корпусные детали и др..
Метод литья заключается в заливке расплавленного металла в специально подготовленную литейную форму.
Литье в разовые песчано-глинистые формы является наиболее распространенным способом получения заготовок деталей машин. Этим способом получают до 80% всех отливок (по массе металла). Он является наиболее простым и дешевым по сравнению с другими способами получения отливок, не имеет ограничений по массе, размерам и сложности деталей, но уступает другим способам литья (в особенности специальным: литье по выплавляемым моделям, в оболочковые формы, под давлением, центробежное и др.) по качеству получаемой поверхности отливок и точности их размеров. Поэтому при выборе способа необходимо учитывать тип производства (единичное, серийное или массовое), массу отливки, требования к качеству поверхности, структуре и точности размеров.
Порядок выполнения работы
1.Изучить технологические особенности способа литья изделий в разовые песчано-глинистые формы по различным моделям.
2.На заданном чертеже детали показать плоскость разъема модели и формы с указанием их верха и низа: определить лучший вариант положения детали в форме.
3.Определить величины допусков и припусков на механическую обработку и указать их на чертеже детали.
4.Определить конфигурацию стержней и стержневых знаков и указать их на чертеже детали.
5.Определить и указать на чертеже детали формовочные уклоны.
6.Определить размеры элементов литниково-питающей системы:
-площадь сечения питателей;
-площадь сечения шлакоуловителя;
-площадь сечения стояка.
4
Процесс приготовления литейных форм называется формовкой. В зависимости от степени механизации бывает ручная, машинная и автоматизированная формовка.
Материалы, используемые для изготовления литейных форм, называются формовочными. К основным формовочным материалам относятся формовочные пески (огнеупорная составляющая), связующие и специальные добавки. При их смешивании по заданной технологии получаются формовочные и стержневые смеси.
Уплотнение формовочных смесей производится в опоках. Они предназначены для восприятия нагрузок от смеси, возникающих при уплотнении литейной смеси, удержания смеси при кантовке и транспортировки опоки, для уменьшения поддутия и предотвращения возможности разрушения формы при заливке. Опоки, как правило, выполняют прямоугольной формы. Они изготавливаются сваркой или литьем. Чаще используются более дешевые литые опоки из чугуна и стали.
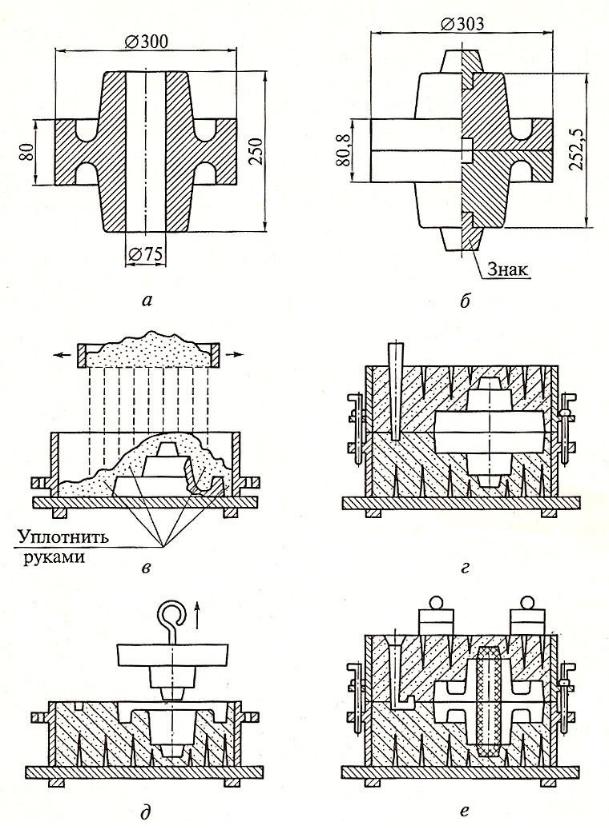
Литейная форма обычно состоит из двух опок – верхней и нижней. Широко распространен способ формовки по разъемной модели. Модель должна иметь плоскость разъема. Для центрования ее половинок в верхней из них выполняют центрирующие штифты, в нижней отверстия. По конфигурации модель для получения новых изделий отличается от отливки наличием знаковых частей, выполняющих в литейной форме полости, которые служат для установки стержней, оформляющих внутреннюю конфигурацию отливки. Линейные размеры отливки (рис. 1, а) и модели разные. Размеры разъемной модели (рис. 1, б) больше размеров отливки на величину усадки сплава отливки (например, 1%). Формовка выполняется следующим образом.
Формовщик устанавливает опоку низа и нижнюю половинку модели на модельную плиту (рис. 1, в) оставляя место для литниковой системы. Модель поправляют (припудривают или обрызгивают) разделительным составом для предотвращения прилипания формовочной смеси, а затем наполняют формовочной смесью. Смесь утрамбовывают. Излишки смеси срезают линейкой; вентиляционной иглой накалывают вентиляционные каналы; сверху устанавливают подопочную плиту, вместе с которой переворачивают уплотненную полуформу. После этого устанавливают верхнюю половину модели, совмещая ее с нижней половиной, опоку верха и модели элементов литниковой системы (рис. 1, г).
Плоскость разъема посыпают мелким разделительным песком. После этого засыпают формовочную смесь, уплотняют и срезают излишки. Затем вырезают литниковую воронку или чашку, извлекают модель стояка, снимают верхнюю полуформу, вынимают половинки модели, и модели элементов литниковой системы (рис. 1, д). Далее выполняют отделку формы. В полуформу устанавливают стержни, накрывают нижнюю полуформу верхней (рис. 1, е). Для центрования полуформ применяют штыри и втулки.
5
Рис.1 Формовка по разъемной модели: а – эскиз отливки; б – разъемная модель; в – е – операции формовки [4]
6
Разработка чертежа отливки
Разработка чертежа отливки производится на чертеже готовой детали в последовательности:
-выбор положения отливки в литейной форме и плоскости разъема модели и формы с учетом конфигурации отливки, наличия выступающих частей, ребер жесткости, углублений и других элементов, которые могут препятствовать свободному извлечению моделей из полуформ. Наиболее ответственная часть отливки должна располагаться внизу, так как в верхней части отливки сосредотачиваются естественные литейные дефекты - газовые пузыри, шлак, отпавшие частички формы, усадочные изменения формы;
-расположение поверхности поверхность разъема должно обеспечивать упрощение формовки и облегчение извлечения частей модели после уплотнения формовочной смеси;
-разъем модели и формы обозначают линией удвоенной толщины, с указанием буквенного обозначения разъема – «МФ» (рис. 3, рис. 4);
-положение отливки в форме при заливке обозначается стрелками и буквами;
-на обрабатываемые поверхности детали назначаются припуски на механическую обработку, величины которых зависят от типа сплава, класса точности размеров, сложности конфигурации и размера отливки, ряда припуска, типа производства (табл.1).
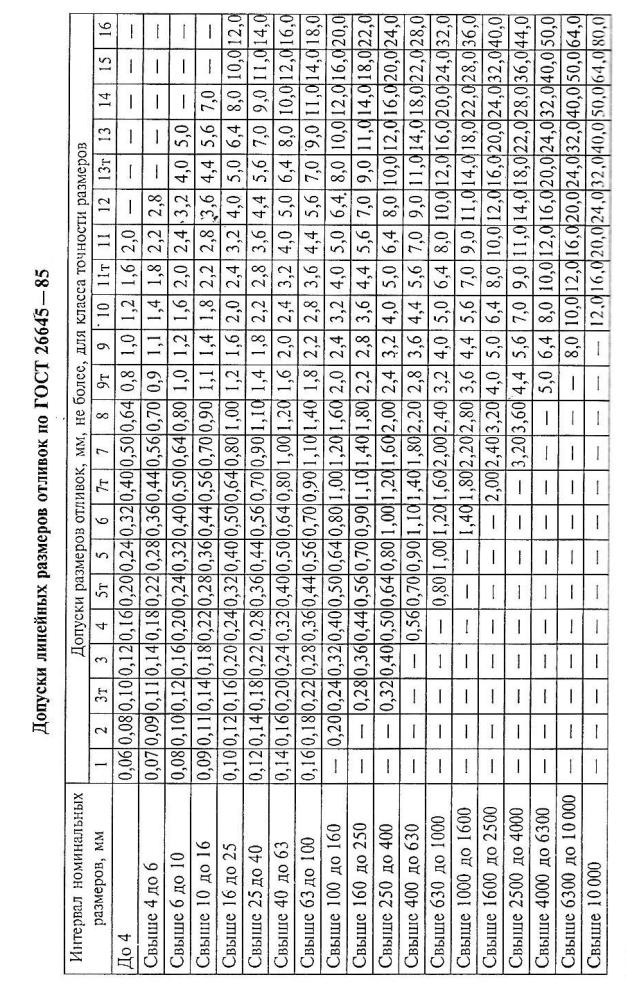
Определение размеров припусков (табл. 3) на механическую обработку начинают с определения допусков размеров отливок по ГОСТ 26645-85 [1].
Наибольшая величина припуска по данным конкретного допуска назначается только на верхнюю поверхность (вершину) отливки, т.к. в ней могут скапливаться литейные дефекты – газовые пузыри, шлак, отпавшие частички формы, усадочные погрешности поверхности.
Полученная по табл. 2 величина допуска ∆ проставляется на соответствующие размер отливки (заготовки) /2 (рис. 2).
Вуглах стенок отливки предусматривается литейный радиус. Слишком малый литейный радиус приводит к подрыву формы (стержня), отбелу кромок и появлению холодных трещин в чугунных отливках. Величина литейного радиуса выбирается в зависимости от толщины стенки отливки. Толщина стенки h определяется из чертежа детали как наименьшая из сторон, формирующих угол отливки (рис.3). Если h2 меньше h1, то для определения литейного радиуса R по табл. 4 следует принять h = h2 .
Вреальных отливках на литейный радиус кроме толщины стенки влияют склонность к подрыву и трещинам песчано-глинистых форм и стержней при их выеме и склонность к образованию отбела и холодных трещин в чугунных отливках. Эти факторы оцениваются тремя классами, которые названы «классами дефектности»: 1, 2 и 3-й классы дефектности отливок характеризуют соответственно низкую, среднюю и высокую склонность отливок к названным дефектам (табл. 4).

7
Рис. 2. Чертеж детали (а) и чертеж отливки (б).
8
Таблица 1
Классы точности размеров и ряды припусков на механическую обработку отливок (ГОСТ 26645-85)
|
|
|
|
|
|
|
|
|
|
Тип металла и сплава |
|||||||||||||||||||||||
|
Наибольший |
|
|
|
|
|
|
|
|
|
цветные с |
ковкий, |
|||||||||||||||||||||
|
цветные с |
высоко- |
|||||||||||||||||||||||||||||||
Способ литья |
габаритный |
температуро |
|||||||||||||||||||||||||||||||
температурой |
прочный и |
||||||||||||||||||||||||||||||||
|
размер |
плавления |
й плавления |
легирован- |
|||||||||||||||||||||||||||||
|
отливки, мм |
выше 700º С, |
|||||||||||||||||||||||||||||||
|
|
ниже 700º С |
серый чугун |
ный чугун, |
|||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
сталь |
||||||||
Литье под давлением |
До 100 |
|
|
3Т 5 |
|
|
|
|
|
|
3 6 |
|
|
|
|
4 7Т |
|
||||||||||||||||
|
|
|
|
I |
|
|
|
|
|
I |
|
|
|
|
|
I |
|||||||||||||||||
в металлические |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
3 6 |
|
|
|
|
4 7Т |
|
|
|
|
5Т 7 |
|
|||||||||||||||||
формы |
Св. 100 |
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
|
|
|
|
I |
|
|
|
|
|
I |
|
|
|
|
|
I |
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
Литье в |
До 100 |
|
|
|
|
3 6 |
|
|
|
|
4 7Т |
|
|
|
|
5Т 7 |
|
||||||||||||||||
керамические формы |
|
|
|
|
I |
|
|
|
|
|
I 2 |
|
|
|
|
|
I 2 |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
и по выплавляемым |
|
|
|
|
|
4 7 |
|
|
|
|
5Т 7 |
|
|
|
|
|
|
5 8 |
|
||||||||||||||
и выжигаемым |
Св. 100 |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||
|
|
|
|
I 2 |
|
|
|
|
|
I 2 |
|
|
|
|
|
I 2 |
|||||||||||||||||
моделям |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
Литье в кокиль и под |
До 100 |
|
|
|
|
4 9 |
|
|
5Т 10 |
|
|
|
5 11Т |
|
|||||||||||||||||||
низким давлением в |
|
|
|
|
I 2 |
|
|
|
|
|
I 3 |
|
|
|
|
|
I 3 |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
металлические |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св. 100 |
|
5Т 10 |
|
|
|
5 11Т |
|
|
|
|
|
6 11 |
|||||||||||||||||||||
формы без и |
|
|
|
|
|
|
|
||||||||||||||||||||||||||
с песчаными |
До 630 |
|
|
|
|
I 3 |
|
|
|
|
|
|
I 3 |
|
|
|
|
|
|
|
2 4 |
|
|||||||||||
стержнями, литье в |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
песчаные формы, |
Св. 630 |
|
5 11Т |
|
|
|
|
6 11 |
|
7Т 2I |
|||||||||||||||||||||||
отверждаемые в |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
I 3 |
|
|
|
|
|
2 4 |
|
|
|
|
|
2 5 |
|||||||||||||||||
контакте с оснасткой |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
Литье в песчаные |
До 630 |
|
|
|
6 11 |
|
7Т 2I |
|
|
7 13I |
|||||||||||||||||||||||
|
|
|
|
2 4 |
|
|
|
|
|
|
2 4 |
|
|
|
|
|
|
2 5 |
|
||||||||||||||
формы, отверждае- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
мые вне контакта |
Св. 630 |
|
|
7 12 |
|
|
|
7 13Т |
|
|
9Т 13 |
|
|||||||||||||||||||||
с оснасткой, |
|
|
|
|
|
||||||||||||||||||||||||||||
До 4000 |
|
|
|
|
2 4 |
|
|
|
|
|
3 5 |
|
|
|
|
|
3 6 |
||||||||||||||||
центробежное, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
в сырые и сухие |
|
|
8 13Т |
|
|
9Т 13 |
|
|
|
|
|
9 14 |
|
||||||||||||||||||||
песчано-глинистые |
Св. 4000 |
|
|
|
|
|
|
||||||||||||||||||||||||||
|
|
|
|
3 5 |
|
|
|
|
|
3 6 |
|
|
|
|
|
4 6 |
|||||||||||||||||
формы |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечание. В числителе указаны классы точности размеров, в знаменателе
– ряды припусков. Меньше их значения относятся к простым отливкам и условиям массового автоматизированного производства: большие значения – к сложным, мелкосерийно и индивидуально изготовленным отливкам; средние – к отливкам средней сложности и условиям механизированного серийного производства.
9
Таблица 2