

1591
.pdf10
|
|
|
Припуски на механическую обработку |
Таблица 3 |
|||||||
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
Допуски |
|
|
|
|
Ряды припусков |
|
|
||||
|
|
|
|
|
|
|
|
|
|
||
размеров |
|
2 |
|
|
3 |
|
4 |
|
5 |
|
|
отливок, мм |
|
|
|
|
|
|
|
|
|
|
|
|
Припуск на механическую обработку (в мм) не более |
||||||||||
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Св. 0,4 до 0,5 |
|
1,1/1,4 |
|
1,5/2,0 |
2,0/2,6 |
3,0/3,4 |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
-«- 0,5 -«-0,6 |
|
1,2/1,6 |
|
1,6/2,2 |
2,2/2,8 |
3,2/3,6 |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
-«- 0,6 -«-0,8 |
|
1,3/1,8 |
|
1,8/2,4 |
2,4/3,0 |
3,4/3,8 |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
-«- 0,8 -«-1,0 |
|
1,4/2,0 |
|
2,0/2,8 |
2,6/3,2 |
3,6/4,0 |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
-«- 1,0 -«-1,2 |
|
1,6/2,4 |
|
2,2/3,0 |
2,8/3,4 |
3,8/4,2 |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
-«- 1,2 -«-1,6 |
|
2,0/2,8 |
|
2,4/3,2 |
3,0/3,8 |
4,0/4,6 |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
-«- 1,6 -«-2,0 |
|
2,4/3,2 |
|
2,8/3,6 |
3,4/4,2 |
4,2/5,0 |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
-«- 2,0 -«-2,4 |
|
2,8/3,6 |
|
3,2/4,0 |
3,8/4,6 |
4,6/5,5 |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
-«- 2,4 -«-3,0 |
|
3,2/4,0 |
|
3,6/4,5 |
3,8/4,6 |
4,6/5,5 |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
-«- 3,0 -«-4,0 |
|
3,8/5,0 |
|
4,2/5,5 |
5,0/6,5 |
5,5/7,0 |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
-«- 4,0 -«-5,0 |
|
4,4/6,0 |
|
5,0/6,5 |
5,5/7,5 |
6,0/8,0 |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
-«- 5,0 -«-6,0 |
|
5,5/7,5 |
|
6,0/8,0 |
6,5/8,5 |
7,0/9,5 |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
-«- 6,0 -«-8,0 |
|
6,5/9,5 |
|
7,0/10,0 |
7,5/11,0 |
8,5/12,0 |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
-«-8,0 -«-10,0 |
|
- |
|
|
9,0/12,0 |
10,0/13,0 |
11,0/14,0 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Данные к определению литейного радиуса R |
Таблица 4 |
||||||||
|
|
|
|
||||||||
|
|
|
|
|
|
||||||
|
Толщина стенки, |
Литейный радиус R, мм, для классов склонности |
|
||||||||
|
h, мм |
|
|
|
|
отливок к дефектам |
|
|
|||
|
|
|
|
|
1 |
|
|
2 |
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
До 5 |
|
|
1 |
|
|
2 |
|
3 |
|
|
|
Свыше 5 до 10 |
|
|
2 |
|
|
3 |
|
4 |
|
|
|
Свыше 10 до 30 |
|
2 |
|
|
3 |
|
4 |
|
||
|
Свыше 30 до 40 |
|
3 |
|
|
4 |
|
5 |
|
||
|
Свыше 40 до 50 |
|
3 |
|
|
4 |
|
5 |
|
||
|
Свыше 50 до 60 |
|
4 |
|
|
5 |
|
6 |
|
||
|
Свыше 60 |
|
|
5 |
|
|
6 |
|
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|

11
Рис. 3. Литейный радиус R на необрабатываемых поверхностях (а), на обрабатываемых поверхностях (б, в), на модельной оснастке (г, д), на углах, образуемых стержнем и плоскостью разъема (е): 1 – элемент литниковой системы; 2 – модельная плита; МФ – разъем модели и формы; В, Н. – соответственно верх и низ формы; h1, h2 – толщины стенок; Z, Z1, Z2 – припуски.
Понятие «литейный радиус» применимо не только к отливке, но и к элементам литниковой системы, поскольку его отсутствие (R = 0) приводит к подрыву формы в элементах литниковой системы (рис. 3г). На рис. 3д изображен шлакоуловитель 1 с литейным радиусом и модельная плита 2. Иногда для предотвращения подрыва используют врезку шлакоуловителей, с тем, чтобы обеспечить литейный радиус, который должен составлять 2…3 мм.
Требования по литейному радиусу указываются на чертеже отливки надписью типа: «Неуказанные литейные радиусы R 3 мм».
Литейный радиус (R = 0) отсутствует в плоскости разъема и на пересечении формы и стержня (рис. 3 е), так как в этих местах, как правило, образуются заливы, которые впоследствии зачищаются.
Для обеспечения извлечения модели из формы, стержня из стержневого ящика и отливки из металлической формы на моделях, в стержневых ящиках и в металлических формах предусматриваются формовочные (литейные) уклоны.
В настоящее время при назначении формовочных уклонов используется ГОСТ 3212-92 «Комплекты модельные. Уклоны формовочные. Стержневые знаки. Допуски размеров».
Величина формовочного уклона зависит от высоты формообразующей поверхности: чем меньше высота, тем больше уклон. Для сырой формовки

12
это связано с тем, что поверхностные слои формы более подвержены подрыву, чем глубинные.
На чертеже отливки в ТУ литейные уклоны указываются обязательной строкой, например, типа: «Неуказанные литейные уклоны – не более 2º».
Рис. 4. Разработка технологического процесса изготовления отливки корпуса подшипника: а – чертеж детали; б, в – варианты технологии;
г – собранная форма с заливкой формы через литниковую чашу.
Согласно ГОСТ 3212-92 [2] проводят конструирование знаков стержней. С помощью знаков стержень устанавливают в литейную форму и фиксируют в заданном положении. Знаки подразделяются на горизонтальные и вертикальные в зависимости от положения стержня в форме. На рис. 4, а представлен чертеж отливаемого из чугуна подшипника. При разработке технологического процесса можно принять как горизонтальное (рис. 4, б), так и вертикальное положение отливки в форме (рис. 4, в).
На рис. 5 представлены варианты горизонтального (рис. 5, б) и вертикального расположения отливки с оформлением наружной поверхности стержнем (рис. 5, в). При вертикальном разъеме требуется большой наружный стержень, поэтому более экономичным оказывается получение отливки с горизонтальным разъемом (рис. 5, г).

13
Рис. 5. Разработка технологического процесса изготовления отливки корпуса гидромотора: а – чертеж детали; б, в – варианты технологий;
г – собранная форма.
Расчет литниковой системы
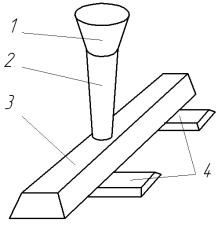
Литниковой системой называется система каналов, по которым металл заполняет форму. Наиболее распространенной литниковой системой для отливок из чугуна является система, состоящая из четырех элементов: литниковой воронки (чаши) 1, стояка 2, шлакоуловителя и питателя 4 (рис. 6). Используются и более сложные литниковые системы.
Площадь сечения питателей определяется по формуле
m
Fпит 
 2 g Hср ,
2 g Hср ,
где Fпит – суммарная площадь питателей, м2; m – масса отливки с литниками (масса литников составляет 40–60 % от массы отливки), кг; μ – общий коэффициент расхода в литниковой системе (табл. 5 и 6); τ – оптимальная продолжительность заливки, с; ρ – плотность металла, кг/м3; g – ускорение силы тяжести, м/с2; Hср – средний расчетный напор, м.
14
Рис. 6. Литниковая система, состоящая из четырех элементов:1 – литниковая воронка; 2 – стояк; 3 – шлакоуловитель; 4 - питатели
|
Значение коэффициента μ для чугунных отливок |
Таблица 5 |
|||||
|
|
|
|||||
|
|
|
|
|
|
|
|
Вид формы |
|
Сопротивление формы |
|
|
|||
большое |
|
среднее |
|
малое |
|
||
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
Сырая |
|
0,35 |
|
0,42 |
|
0,50 |
|
Сухая |
|
0,41 |
|
0,43 |
|
0,60 |
|
|
|
|
|
|
|
|
|
|
Значение коэффициента μ для стальных отливок |
Таблица 6 |
|||||
|
|
|
|||||
|
|
|
|
|
|
||
Вид формы |
|
Сопротивление формы |
|
|
|||
большое |
|
среднее |
|
малое |
|
||
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
Сырая |
|
0,25 |
|
0,32 |
|
0,42 |
|
Сухая |
|
0,30 |
|
0,38 |
|
0,50 |
|
|
|
|
|
|
|
|
|
Средний расчетный напор определяется по формуле
|
h 2 |
|
Hср Hст |
в |
, |
2 h |
||
|
о |
|
где Hст – высота стояка, равная высоте верхней опоки, м (рис. 7); hв – расстояние от верхней кромки питателя до наиболее высокой точки отливки, м; hо – общая высота отливки по расположению в форме, м.

|
15 |
В |
Hст |
hв |
|
МФ |
|
hо
Н
Рис. 7. Схема для расчета литниковой системы
Продолжительность заливки форм для серого чугуна
S
 m ,
m ,
где m – масса отливки с литниками, кг; S – коэффициент, учитывающий толщину стенки отливки определяемый по табл. 7.
Продолжительность заливки форм для стального литья
S1 103 
 m ,
m ,
где m – масса отливки с литниками, кг; S1 – коэффициент, учитывающий способ подвода металла и его жидкотекучесть (табл. 8).
|
Значение коэффициента S |
Таблица 7 |
|||||
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
Толщина стенки, мм |
|
|
|||
|
|
|
|
|
|
|
|
2,5-3,5 |
|
3,5-8 |
|
|
8-15 и более |
|
|
|
|
|
|
|
|
|
|
1,6 |
|
1,85 |
|
|
2,2 |
|
|
|
|
|
|
|
|
|
|
|
Значение коэффициента S1 |
Таблица 8 |
|||||
|
|
|
|||||
|
|
|
|
|
|
||
|
|
|
Подвод металла |
|
|
||
Температура |
снизу сифоном |
|
на половине |
сверху или |
|
||
|
равномерный |
|
|||||
металла |
|
или |
|
высоты |
|
||
|
|
подвод |
|
||||
и жидкотекучесть |
в толстостенную |
|
или |
|
|||
|
в тонкостенные |
|
|||||
|
часть отливки |
|
ступенчатый |
|
|||
|
|
части |
|
||||
|
|
|
|
|
|
|
|
Нормальная |
1,3 |
|
1,4 |
|
1,5-1,6 |
|
|
Повышенная |
1,4-1,5 |
|
1,4-1,6 |
1,6-1,8 |
|
||
|
|
|
|
|
|
|
|
16
Площади сечений шлакоуловителя Fшл и стояка Fст определяются по соотношениям:
-для чугунного литья Fпит:Fшл:Fст = 1:1,1:1,15;
-для стального литья Fпит:Fшл:Fст = 1:1,2:1,4.
Чертеж отливки и элементы литниковой системы оформляются по ГОСТ 3.1125-88 [3].
Контрольные вопросы
1.Каковы особенности конструирования отливок при получении их в песчано-глинистых формах?
2.Порядок определения припусков на механическую обработку отливок.
3.От чего зависят формовочные уклоны?
4.Как определяются радиусы скруглений?
5.Чем оформляются внутренние полости в отливках?
6.Методика расчета элементов литниково-питающей системы
7.Технологический процесс изготовления формы по разъемным моделям.
8.Назначение элементов литниково-питающей системы.
9.Последовательность формовки по разъемной модели
10.Особенности конструкции моделей при литье отливок с полостями.
11.Особенности конструкции форм при получении отливок с ребрами, расположенными в разных полостях.
12.Назначение прибылей и места их расположения?
Библиографический список:
1.ГОСТ 26645-85. Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку.
2.ГОСТ 3212-92. Комплекты модельные. Уклоны формовочные. Стержневые знаки. Допуски размеров.
3.ГОСТ 3.1125-88. Правила графического выполнения элементов литейной формы и отливок.
4.Технология литейного производства: Литье в песчаные формы: Учебник /А.П. Трухов, Ю.А. Сорокин, М.Ю. Ершов и др. Под ред. А.П. Трухова. – М.: Издательский центр «Академия», 2005. – 528 с.
5.Формовочные материалы и технология литейной формы: Справочник /Под ред. С.С. Жуковского. – М.: Машиностроение, 1993. – 431 с.