

ботке. Существует ряд методов отделки боковых поверхностей зубьев шестерен, из которых наиболее распространенным является шевингова-
ние. |
Шевингование – это лезвийный способ обработки, |
|
|
|
в отличие от а бразивных способов отделки зубьев: зу- |
|
бошлифования, зубохонингования и притирки. Режу- |
|
щий инструмент – шевер – срезает с боковой поверхно- |
|
сти зубьев заготовки очень тонкую стружку. Обработка |
|
ведется на специальных шевинговальных станках. Ше- |
|
вер представляет собой косозубое колесо, на боковых |
|
поверхностях зубьев которого нанесены узкие канавки, |
|
образующие режущие кромки. Колесо-заготовка и ше- |
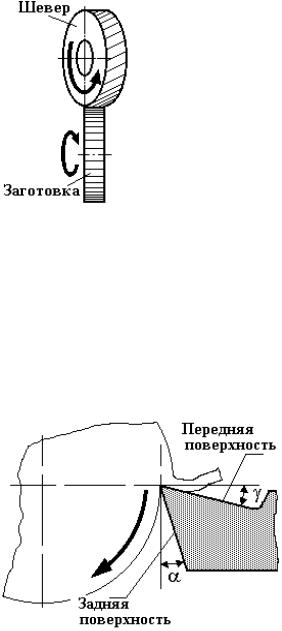
Рис. 4.7. Схема |
вер обкатываются, как цилиндрическая винтовая пара |
со скрещивающимися осями при значении угла между |
|
шевингования |
осями в 10...15 ° (рис. 4.7). Благодаря этому на боковой |
поверхности зубьев возникает проскальзывание, обеспечивающее срезание тончайшей стружки. Шевингованием обрабатывают незакаленные зубчатые колеса.
Основные углы заточки лезвийного инструмента
Рис. 4.8. Основные углы заточки токарного резца
Токарный резец любого типа имеет несколько углов заточки, однако основными из них, оказывающими наибольшее влияние на процесс резания, являются передний γ и задний α углы (рис. 4.8). Они измеряются в одной плоскости, так называемой главной секущей, которая проводится перпендикулярно проекции главной режущей кромки (той, что режет металл) на основную (горизонтальную) плоскость.
Передний γ и задний α углы –
это основные углы заточки режущих кромок у любого вида лезвийного инструмента. Передний угол γ – это угол заточки передней поверхности. Отличительной особенностью передней поверхности всегда является то, что по ней сходит стружка. Задний угол α – угол заточки задней поверхности, которая вместе с передней поверхностью образует режущий клин резца, зуба сверла, фрезы, протяжки и т. д.
44
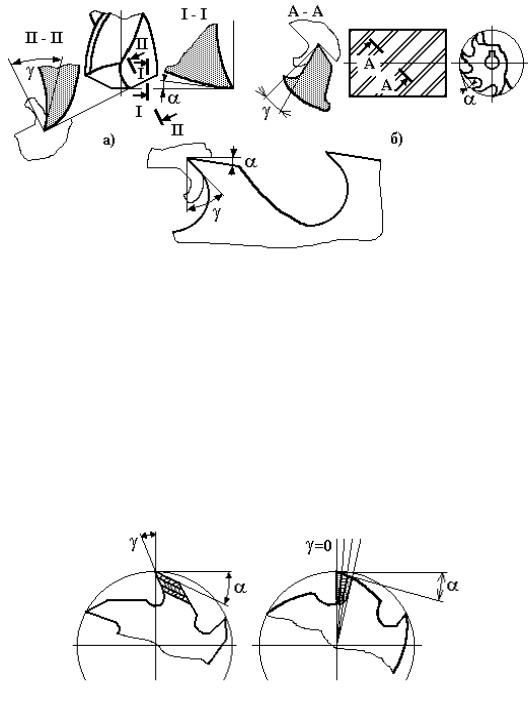
На рис. 4.9 изображены передний и задний углы заточки зубьев сверла, цилиндрической фрезы, круглой протяжки.
а |
|
б |
|
|
|
в
Рис. 4.9. Передний и задний углы заточки зубьев многозубого лезвийного инструмента: а – спирального сверла; б – цилиндрической фрезы; в – круглой протяжки
С увеличением угла γ уменьшается деформация срезаемого слоя, так как инструмент легче врезается в металл, снижается требуемое усилие резания и расход мощности. Качество обработанной поверхности улучшается. Однако чрезмерное увеличение угла γ приводит к ослаблению лезвия, уменьшению его прочности, быстрому износу и выкрашиванию. Угол α необходим, чтобы уменьшить трение резца о заготовку. Его чрезмерное увеличение приводит к тем же отрицательным последствиям, что и увеличение угла γ.
а б
Рис. 4.10. Типы зубьев фрез:
а – остроконечные зубья; б – затылованные зубья
Фрезы могут иметь остроконечную или затылованную форму зуба. Остроконечный зуб имеет плоские переднюю и заднюю поверхности. У затылованного зуба передняя поверхность плоская, а задняя выполнена по спирали Архимеда на специальных токарно-затыловочных станках.
45