

Таблица 1.2 – Дефектовочная карта
Дефектовочная карта |
||||||
Барабан |
||||||
|
Обозначение |
|||||
|
||||||
Материал |
||||||
Сталь 40Х |
||||||
ГОСТ 4543-89 |
||||||
|
||||||
––––– |
||||||
Позиция |
Возможный дефект |
Способ установления дефекта и средства контроля |
Размер, мм |
Заключение |
||
по рабочему чертежу |
допустимый без ремонта |
|||||
1 |
2 |
3 |
4 |
5 |
6 |
|
- |
Обломы или трещины |
Осмотр |
|
|
Браковать |
|
1 |
Износ поверхности |
Микрометр ГОСТ 6507-90 |
|
|
Ремонтировать. Обработать до выведения следов износа, наплавить, обработка до требуемого размера |
|
2 |
Повреждение, смятие резьбы |
Резьбовой калибр-пробка М20х1,5-8g ГОСТ 24705-2004 |
М20х1,5-8g |
Непрохождение калибра |
Ремонтировать. Обработать до выведения следов износа, заварить, обработать до требуемого размера, нарезать резьбу |
|
3 |
Износ посадочной поверхности |
Микрометр ГОСТ 6507-90 |
|
|
Ремонтировать. Обработать до выведения следов износа, наплавить, обработка до требуемого размера |
|
4 |
Износ шпоночного паза |
Шпоночные калибр-пробка –B5-H19,5 ГОСТ 24109-80 |
|
|
Ремонтировать. Обработать до выведения следов износа, заварить, обработать до требуемого размера |
|
5 |
Износ поверхности |
Микрометр ГОСТ 6507-90 |
|
|
Ремонтировать. Обработать до выведения следов износа, наплавить, обработка до требуемого размера |
|
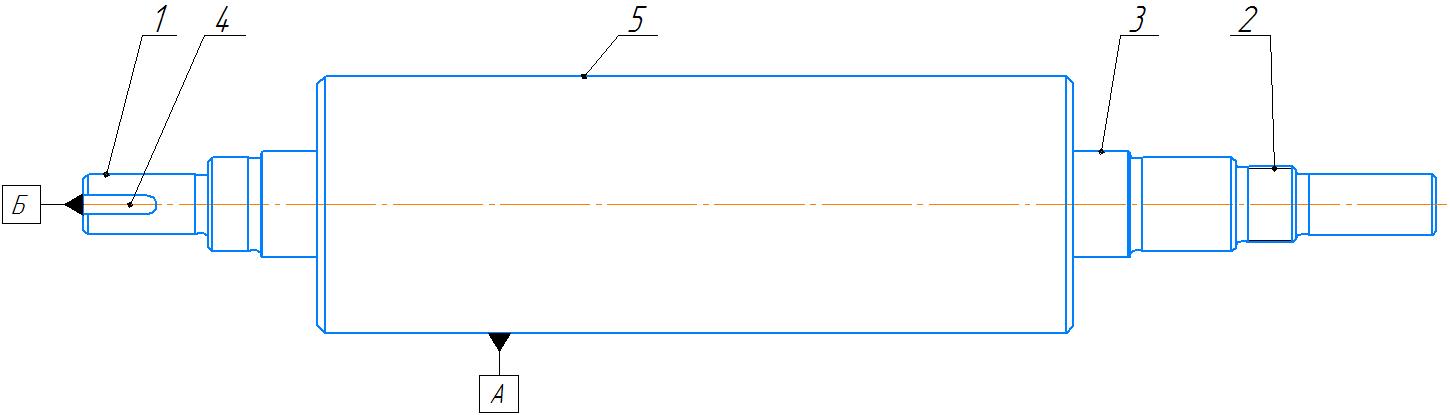








Таблица 2.1 – Карта маршрутная
Карта маршрутная |
Группа |
|||||
Наименование |
код |
материал |
||||
Шпиндель |
|
Сталь 40Х |
||||
№ |
Наименование и содержание операции |
Оборудование |
Приспособление и инструмент |
Примечание |
||
1 |
2 |
3 |
4 |
5 |
||
005 |
Очистить деталь |
Моечная машина АМ800 BC |
Моющий раствор |
Обеспечить устранение загрязнений |
||
010 |
Фрезерование предварительное Установ Б L=19,5, Ø7 мм, Дефект №4 |
Фрезерный станок ГФ2171
|
Втулка переходная МК5/МК1 сверло ГОСТ 10903-77 |
Сверлить до выведения следов износа |
||
015 |
Точение предварительное Установ А L=30 мм до Ø14 мм, Дефект №1 L=16 мм до Ø19 мм, Дефект №2 L=15 мм до Ø26 мм, Дефект №3 L=200 мм до Ø66 мм, Дефект №5 |
Токарно-винторезный станок 16А25 |
Резец проходной ГОСТ 18868-73 |
Точить до выведения следов износа |
||
020 |
Наплавка в среде СО2. Установ А L=30 мм до Ø18 мм, Дефект №1 L=16 мм до Ø23 мм, Дефект №2 L=15 мм до Ø30 мм, Дефект №3 L=200 мм до Ø70 мм, Дефект №5 Заварка отверстия Установ Б L=19,5, Ø0 мм, Дефект №4 |
Полуавтомат А-577-У |
Наплавочная головка УАНЖ-6 |
Не допускать попадания воздуха и различных включений, обеспечить равномерную наплавку |
||
025 |
Точение черновое Установ А L=30 мм до Ø16,5 мм, Дефект №1 L=16 мм до Ø21,5 мм, Дефект №2 L=15 мм до Ø28,5 мм, Дефект №3 L=200 мм до Ø68,5 мм, Дефект №5 |
Токарно-винторезный станок 16А25 |
Резец проходной ГОСТ 18869-73 |
Обработать в соответствующие размеры, не допускать пилообразного профиля поверхности |
||
030 |
Фрезерование обдирочное Установ Б L=19,5, Ø3 мм, Дефект №4 |
Фрезерный станок ГФ2171 |
Фреза ГОСТ 9140-78
|
Закрепить в центрах, фрезеровать в соответствующие размеры. |
||
Продолжение таблицы 2.1
1 |
2 |
3 |
4 |
5 |
035 |
Точение чистовое Установ А L=30 мм до Ø16 мм, Дефект №1 L=16 мм до Ø21 мм, Дефект №2 L=15 мм до Ø28 мм, Дефект №3 L=200 мм до Ø68 мм, Дефект №5 |
Токарно-винторезный станок 16А25 |
Резец проходной ГОСТ 18879-73
|
Обработать в соответствующие размеры, не допускать пилообразного профиля поверхности |
040 |
Фрезерование чистовое Установ Б L=19,5, Ø4 мм, Дефект №4 |
Фрезерный станок ГФ2171 |
Фреза ГОСТ 9140-78
|
Закрепить в центрах, фрезеровать в соответствующие размеры. |
045 |
Точение тонкое Установ А L=30 мм до Ø15,9 мм, Дефект №1 L=16 мм до Ø20,6 мм, Дефект №2 L=15 мм до Ø27,9 мм, Дефект №3 L=200 мм до Ø67,9 мм, Дефект №5 |
Токарно-винторезный станок 16А25 |
Резец проходной ГОСТ 18879-73 |
Обработать в соответствующие размеры, не допускать пилообразного профиля поверхности |
050 |
Фрезерование тонкое Установ Б L=19,5, Ø4,5 мм, Дефект №4 |
Станок вертикально-сверлильный 2А125 |
Втулка переходная МК5/МК1 развёртка ГОСТ 2363-3385 |
Сверлить до выведения следов износа |
055 |
Нарезать резьбу на L=16 M20x1,5 – 8g Дефект №2 |
Токарно-винторезный станок 16А25 |
Резец проходной ГОСТ 18879-73 |
Обработать в соответствующие размеры, не допускать пилообразного профиля поверхности |
060 |
Шлифование тонкое Установ А L=30 мм до Ø15,8 мм, Дефект №1 L=15 мм до Ø27,8 мм, Дефект №3 L=200 мм до Ø67,7 мм, Дефект №5 |
Станок круглошлифовальный 3У142МВМ |
Круг шлифовальный ГОСТ 2424-83 |
Шлифовать до выведения следов износа до шероховатости 1,6 |
Окончание таблицы 2.1
065 |
Фрезеровать шпоночный паз на L=19,5 до 5 c радиусом скругления R=0.4 на глубину L=5,1 Дефект №4 |
Фрезерный станок ГФ2171 |
Фреза ГОСТ 9140-78
|
Закрепить в центрах, фрезеровать в соответствующие размеры. |
070 |
Контроль |
Стол для контроля |
Микрометр ГОСТ 6507-90, Резьбовой калибр-пробка М20х1,5-8g ГОСТ 24705-2004, Шпоночные калибр-пробка –B5-H19,5 ГОСТ 24109-80.
|
Контролировать размеры и взаимное расположение рабочих поверхностей. Конусность, бочкообразность. Неплоскостность и непараллельность. |