

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ
Федеральное агентство по образованию
Рыбинский государственный авиационный технологический
университет им. П.А. Соловьева
|
Факультет |
Авиатехнологический |
|
|
(Наименование факультета)
|
|
Кафедра |
МСиПФ |
|
|
(Наименование кафедры)
|
|
Расчётно-пояснительная записка «Нормирование операций механической обработки» |
|
по дисциплине |
|
Процессы и операции формообразования |
|
(Наименование дисциплины) |
Вариант № 4
|
Студенты группы |
СТС 14 |
|
Макаров Д |
|
|
(Код) |
|
(Фамилия И. О.) |
|
Преподаватель |
профессор |
|
Рыкунов А.Н. |
|
|
(Уч. степень, звание)
|
|
(Фамилия И. О.) |
Рыбинск 2016
-
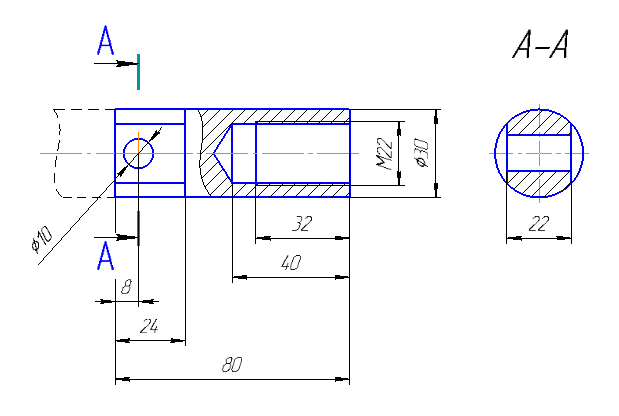
Исходные данные для нормирования операций механической обработки
|
вариант |
деталь (эскиз) |
размеры, мм |
резьба метрическая |
обрабатываемый материал |
||||||||
|
А |
L |
D |
d |
внешний диаметр, мм |
допуск, мм |
шаг, мм |
внутренний диаметр, мм |
|
||||
|
4 |
4 |
22 |
80 |
30 |
10 |
М22 |
-0,021 |
2,4 |
20,38 |
ВТ1 |
||
ВТ1 – сплав на титановой основе, относится к VII группе обрабатываемости. σв=450…700 МПа. Ориентировочная скорость резанья при обработке инструментом из твёрдых сплавов 100…150 м/мин, при обработке инструментом из быстрорежущей стали 30…40 м/мин.
-
Выбор операций и схем обработки
Операция 1. Сверление под резьбу и растачивание. Станок 16К20.
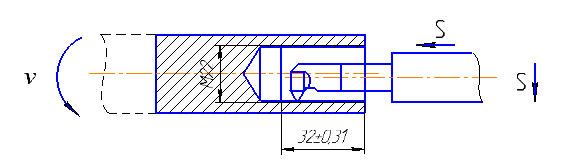
Операция 2. Нарезание резьбы. Станок 16К20.
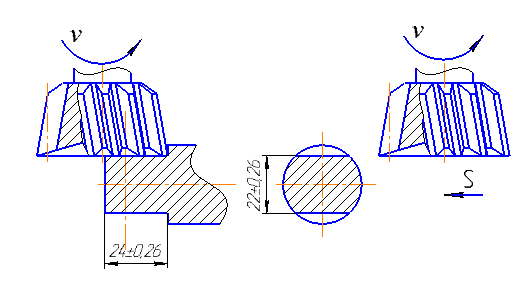
Операция 3. Отрезка. Станок 16К20.

Операция 4. Фрезерование. Станок 6Т12.
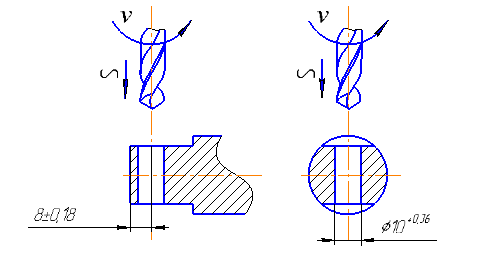
Операция 5. Сверление. Станок 2Н135.
-
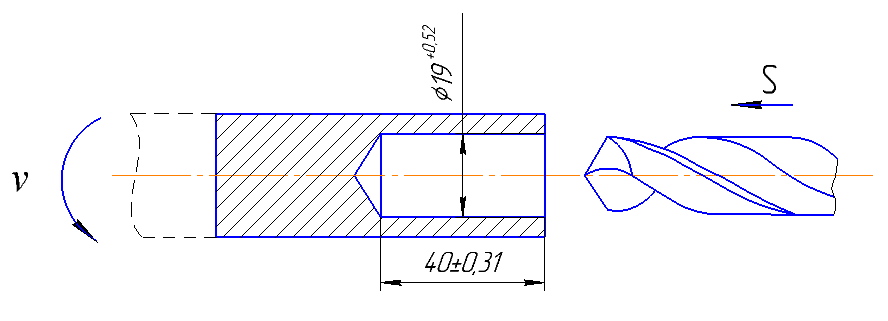
Расчет режимов резания Расчет режимов резания при сверлении под резьбу (операция 1)
-
Сверление производим спиральным сверлом с коническим хвостовиком (ГОСТ 2092 – 77) диаметром d =19 мм.
-
Материал сверла – ВК8 (с. 90).
-
СОЖ – 2...5% эмульсия Укринол-1 (с. 58).
-
Геометрические параметры сверла выбираем согласно рис. 4 (с. 93):
2φ=125±2˚, α=12˚.
-
Стойкость сверла – 10 мин (согласно рекомендациям – с. 113).
-
Глубина резания:
-
Рекомендуемая подача (табл. 79, с. 98):
SP=0,1…0,2 мм/об.
-
По паспорту станка 16K20 (табл. 5.3) назначаем:
S=0,15 мм/об.
-
Расчетная скорость резания (с. 96):
 .
.
-
Расчетная частота вращения:
 .
.
-
По паспорту станка принимаем:
n=630 об./мин.
-
Фактическая скорость резания:
 .
.
-
Суммарная длина врезания 40 и перебега 7 составляет 47 мм [3, с. 621]. Тогда машинное время обработки:

-
Штучное время обработки:

-
Мощность станка 10 кВт, проверяем достаточна ли её для сверления:



-
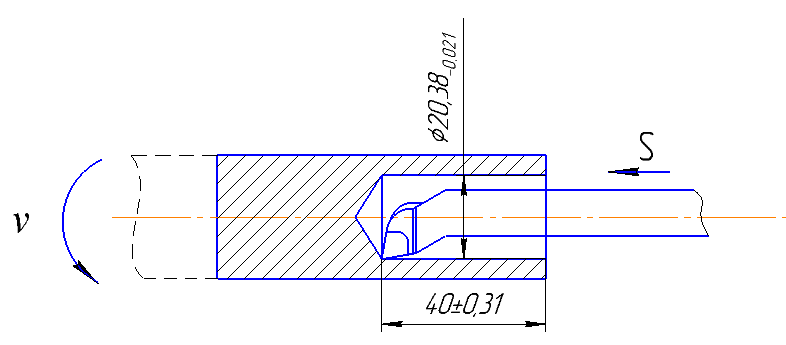
Для растачивания d =19 мм на длину 40 мм после сверления до
d=20,38-0,021 под резьбу M22 выбираем резец с пластиной из твёрдого сплава ВК6М.
-
СОЖ – 2...5% эмульсия Укринол-1 (с. 58).
-
Геометрические параметры резца по ГОСТ 18883-73
-
Стойкость резца – 60 мин (согласно рекомендациям – с. 113).
-
Глубина резания:

-
Рекомендуемая подача (табл. 21, с. 70):
SP=0,2…0,3 мм/об.
-
По паспорту станка 16K20 (табл. 5.3) назначаем:
S=0,25 мм/об.
-
Расчетная скорость резания (с. 72):

-
Расчетная частота вращения:
 .
.
-
По паспорту станка принимаем:
n=1600 об./мин.
-
Фактическая скорость резания:
 .
.
-
Суммарная длина врезания 3 и перебега 0 составляет 3 мм [3, с. 621]. Тогда машинное время обработки:

-
Штучное время обработки:
-
Проверяем точность обработки после растачивания d =19 мм на длину 40 мм после сверления до d=20,38-0,021 под резьбу M22


