

КРИ
.docxМИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ
Федеральное агентство по образованию
Рыбинский государственный авиационный технологический
университет им. П.А. Соловьева
|
Факультет |
Авиатехнологический |
|
|
(Наименование факультета)
|
|
Кафедра |
Мехатронные системы и процессы формообразования |
|
|
(Наименование кафедры)
|
|
КУРСОВАЯ РАБОТА |
|
по дисциплине |
|
Проектирование и технология |
|
производства режущего инструмента |
|
(Наименование) |
|
на тему |
|
Расчет и проектирование фасонного резца, |
|
червячной фрезы и долбяка |
|
(Наименование) |
Расчётно-пояснительная записка
Вариант № 5, 54
|
Студент группы |
СТС 14 |
|
Макаров Д.В. |
|
|
(Код)
|
(Подпись, дата) |
(Фамилия И. О.) |
|
Руководитель |
доцент |
|
Полуглазкова Н.В. |
|
|
(Уч. степень, звание)
|
(Подпись, дата) |
(Фамилия И. О.) |
|
Нормоконтролёр |
доцент |
|
Полуглазкова Н.В. |
|
|
(Уч. степень, звание)
|
(Подпись, дата) |
(Фамилия И. О.) |
|
Содержание
|
|
||||||||||
|
Содержание |
|
2 |
|||||||||
|
1. Расчет и проектирование фасонного резца |
|
3 |
|||||||||
|
1.1 Общие сведения |
|
3 |
|||||||||
|
1.2 Подготовка исходных размеров детали |
|
3 |
|||||||||
|
1.3 Выбор узловых точек на профиле детали |
|
5 |
|||||||||
|
1.4 Габаритные размеры резца |
|
7 |
|||||||||
|
2. Расчет фрезы червячной для червячного колеса |
|
8 |
|||||||||
|
3. Расчет долбяка |
|
11 |
|||||||||
|
3.1 Расчет долбяка с числом зубьев Z = 30 |
|
11 |
|||||||||
|
3.1 Расчет долбяка с числом зубьев Z = 40 |
|
18 |
|||||||||
|
3.1 Расчет долбяка с числом зубьев Z = 50 |
|
25 |
|||||||||
|
3.1 Расчет долбяка с числом зубьев Z = 60 |
|
32 |
|||||||||
1 Расчет и проектирование фасонного резца
1.1 Общие сведения
Фасонный резец, как правило, проектируется специально для обработки поверхности сложного профиля применительно к выполнению конкретной операции технологического процесса изготовления детали. По сравнению с обычными резцами они обеспечивают идентичность формы, точность размеров детали, которая зависит в основном от точности изготовления резца, высокую производительность благодаря одновременной обработке всех участков фасонного профиля детали и большую экономию машинного времени. Резцы удобны в эксплуатации благодаря простоте переточки по передней поверхности.
Фасонные резцы используются на токарных и револьверных станках, автоматах и полуавтоматах. Резцы проектируют для обработки конкретной детали, и их применение экономически оправдано при крупносерийном и массовом производстве.
1.2 Подготовка исходных размеров детали
Особенности проектирования и технологии изготовления фасонных резцов требуют координатной простановки размеров обрабатываемой детали. Поэтому если на рабочем чертеже детали применена цепная простановка размеров, необходимо пересчитать размеры и провести координатную простановку.
Если на чертеже детали имеются размеры с неуказанными предельными отклонениями, необходимо назначить допуск на них.
Неуказанные предельные отклонения размеров для деталей общего машиностроения изготавливаемых на металлорежущих станках обычно назначают по 14 квалитету. В авиадвигателестроении рекомендуется назначать допуск на диаметральные размеры по 12 квалитету, а на остальные по 14 квалитету.
Размеры детали:
l1 = 10 мм,
l2 = 20 мм,
l3 = 35 мм,
d1 = 16d11 мм,
d2 = 22h12 мм,
R1 = 32 мм.
Материал детали 40Х
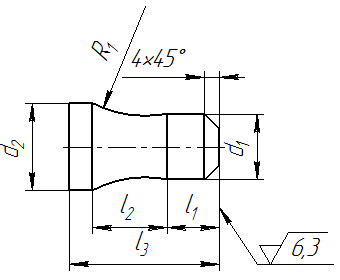
Рисунок 1 – Эскиз детали
На свободные размеры назначаем допуски. Для длинновых разметов назначаем допуски:





Длинновые
размеры детали составляют одну размерную
цепь с замыкающим звеном. Необходимо
пересчитать размер
 от правого торца.
от правого торца.
Пусть

Замыкающим
размером является






 .
.
Диаметральные размеры необходимо пересчитать в симметричные размеры относительно оси Х:



1.3 Выбор узловых точек на профиле детали
Для проведения коррекционного расчета профиля резца на профиле детали необходимо выбрать несколько точек и определить их координаты.
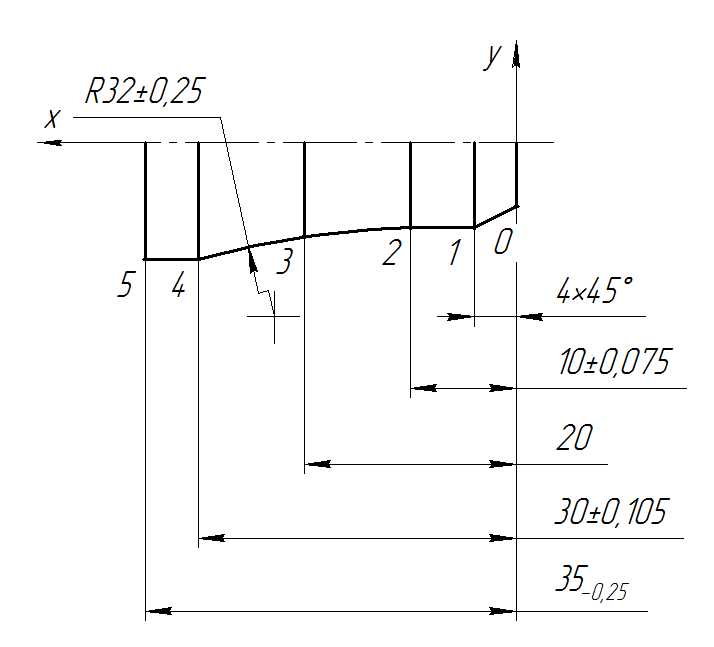
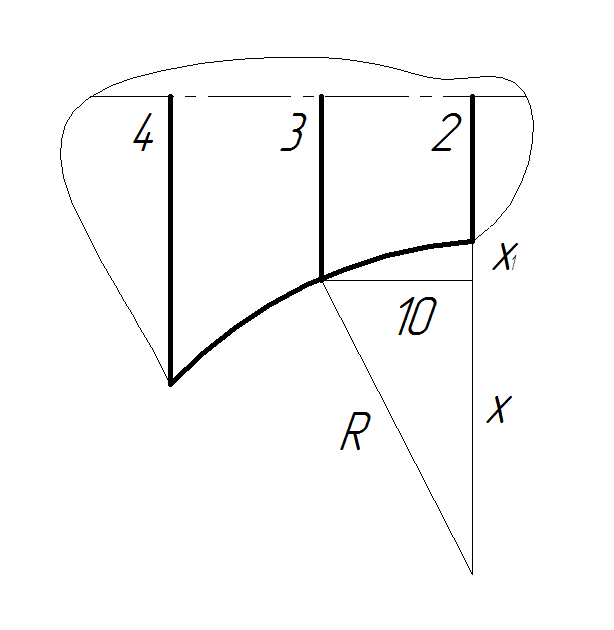
На
радиусной части точка 3 выбрана произвольно

Определяем радиус в точке 3 по теореме Пифагора.



Полученные величины сводим в таблицу:
|
Номер узловой точки |
0 |
1 |
2 |
3 |
4 |
5 |
|
Радиусы
|
5,948 |
7,948 |
7,948 |
9,52 |
10,948 |
10,948 |
|
Длинновые размеры l, мм |
0 |
4 |
10 |
20 |
30 |
34,92 |

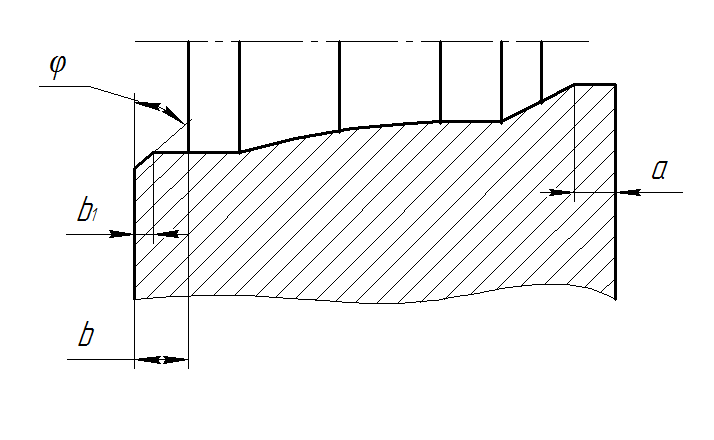
Для
усиления участков лезвия резца, на
правой стороне вводим дополнительный
участок шириной, а
=
2 мм, размер b
=
4 мм, b1
=
1 мм,
 .
.
1.4 Габаритные размеры резца
Выбор габаритных размеров круглых фасонных резцов основывается на практических данных, выработанных в процессе их эксплуатации. Основным критерием для выбора габаритов резца является наибольшая глубина обрабатываемого профиля, определяется по формуле:
где
 – наибольший и наименьший диаметры
обрабатываемой детали
– наибольший и наименьший диаметры
обрабатываемой детали
Ширина
резца
 определяется с учетом удлинения его
режущего лезвия за счет введения
дополнительных режущих кромок, для
улучшения условий резания и облегчения
отрезного резца.
определяется с учетом удлинения его
режущего лезвия за счет введения
дополнительных режущих кромок, для
улучшения условий резания и облегчения
отрезного резца.

По табл. 3.2 , [2] выбираем габаритные размеры резца:
|
D, мм |
d, мм |
d1, мм |
bнб, мм |
k, мм |
r, мм |
D1, мм |
d2, мм |
|
50 |
13 |
20 |
9 |
3 |
1 |
28 |
5 |
1.5 Выбор геометрических параметров
Исходя
из свойств материала 40Х принимаем задний
угол
 .
Обрабатываемость
материала нормальная, выбираем режущую
часть из материала Р6М5.
.
Обрабатываемость
материала нормальная, выбираем режущую
часть из материала Р6М5.
2 Расчет фрезы червячной для червячного колеса
Фреза
для червячного колеса должна быть копией
червяка, поэтому диаметр фрезы, шаг и
угол
 должны в точности соответствовать тем
же элементам червяка. Рассмотрим расчет
фрезы, в основу которой положен архимедов
червяк, имеющий прямолинейный профиль
в осевом сечении.
должны в точности соответствовать тем
же элементам червяка. Рассмотрим расчет
фрезы, в основу которой положен архимедов
червяк, имеющий прямолинейный профиль
в осевом сечении.
2.1 Исходные данные:
-
Модуль
 ;
; -
Число заходов червяка

-
Средний диаметр червяка

-
Угол зацепления

-
Максимальное число зубьев червячного колеса
-
Высота ножки зуба червячного колеса
 ;
; -
Высота ножки червяка

2.2
Определение делительного диаметра
 .
.
Нам
известен
 Необходимо учесть, что фреза должна
перетачиваться, поэтому диаметр
Необходимо учесть, что фреза должна
перетачиваться, поэтому диаметр
 принимают больше среднего диаметра
известен
принимают больше среднего диаметра
известен
 червяка
на величину запаса на переточки. Этот
запас устанавливается известен
червяка
на величину запаса на переточки. Этот
запас устанавливается известен


2.3
Угол наклона винтовых канавок на
делительном диаметре
 находим по формуле:
находим по формуле:

2.4
Определяем высоту головки зуба
 фрезы, она должна быть равна высоте
ножки зуба червячного колеса.
фрезы, она должна быть равна высоте
ножки зуба червячного колеса.

f
обычно
1;


2.5
Определяем высоту ножки зуба фрезы

Высота
ножки зуба
 фрезы должна быть равна высоте ножки
червяка.
фрезы должна быть равна высоте ножки
червяка.

2.6
Определяем полную высоту профиля

Полная высота профиля

2.7
Определяем осевой шаг от зуба к зубу

Осевой шаг от зуба к зубу должен соответствовать осевому шагу червяка

2.8
Определяем осевой ход витка

Если червяк многозаходный, то осевой ход будет равен осевому шагу, умноженному га число заходов

2.9
Радиусы закругления головки
 и ножки
и ножки
 зуба фрезы принимаются по профилю
исходной рейки для червячной передачи
зуба фрезы принимаются по профилю
исходной рейки для червячной передачи


2.11
Определяем наружный диаметр фрезы


2.12
Заданный угол фрезы по вершине
 профиля
профиля
 различны.
различны.
Задний угол по боковой стороне профиля в нормальном сечении к режущей кромке:

Принимаем
задний угол
 равным 4°
равным 4°


2.13 Определяем число междузубых канавок
Определяем по формуле:

Затем необходимо вычертить зуб фрезы и убедиться в правильности принятого числа зубьев
2.14
Определяем шаг винтовых канавок


2.15
Определяем угол

Угол
 колеблется
в пределах 22° - 30°. Принимаем 25 °
колеблется
в пределах 22° - 30°. Принимаем 25 °
2.16 Определяем величину затылования К


Принимаем 7 мм.
2.17 Определяем глубину канавки Н

2.18 Определяем радиус закругления дна канавки
Радиус
закругления дна канавки
 задается
из конструктивных соображений. Можно
использовать для расчетов формулу:
задается
из конструктивных соображений. Можно
использовать для расчетов формулу:

Рыбинск 2016