

3.3 Для заготовок типу корпус
ТЕМА №39 ПРИСТОСУВАННЯ ДЛЯ БАЗУВАННЯ
ЗАГОТОВКИ РЕАЛЬНИМИПОВЕРХНЯМИ
І КРАПКОЮ СИМЕТРІЇ
Пристосування застосовується для фрезерування плоскості вилки карданного валу і призначено для базування заготовки ( рисунок 77 ) внутрішньою циліндричною поверхнею (подвійна направляюча база; опорні точки 1, 2, 3, 4),площиною (опорна база; опорна точка 5), точкою на осі симетрії зовнішньої циліндричної поверхні (опорна база; опорна точка 6) і для одночастного закріплення силами Р1, Р2, направленими по нормалі до опорної бази.

Рисунок 77 – Заготовка « Вилка карданного валу»
У пристосуванні (рисунок 78) подвійна направляюча база заготовки реалізується за допомогою жорсткого циліндричного пальця 1 (опорні точки 1,2,3,4 на рисунку 77), плоска підстава 4 яка служить опорною базою заготовки (опорна точка 5). Підпружинена призма 2 реалізує площину симетрії зовнішньої циліндричної поверхні заготовки (опорна точка 6). Закріплення заготовки здійснюється силами Р1, Р2 одночасно за допомогою прихвата 6, кінематично пов'язаного з діафрагменним пневмоприводом 5. Пристосування встановлене на поворотному столі карусельно-фрезерного верстата.
Заготовка поверхнями отворів провушин вилки базується на жорсткий циліндричний палець 1, встановлюється зовнішньою циліндричною поверхнею в призму 2 з пружиною 3 і прихватом 6 підводиться до площини основи циліндричного пальця 1. Закріплення заготовки здійснюється за допомогою діафрагменного пневмоприводу 5. Зусилля затиску передається на прихват 6 через важіль 7 і болт 8. Повітря поступає до всіх пневмокамер 5 по каналам через золотник 9. При повороті столу 10 робочі порожнини пневмокамер в завантажувальній позиції з'єднуються послідовно з атмосферою, під дією пружини 11 заготовка звільняється і знімається
Основні технічні вимоги до розташування установчих елементів
1 Відхилення від перпендикулярності осі поверхні Б відносно поверхні А не більше Т1 на довжині l1.
2. Відхилення від паралельності поверхні В відносно поверхні А не більше Т 2 на довжині l2.

Рисунок 78 - Пристосування для фрезерування плоскості вилки карданного валу
ТЕМА № 40 ПРИСТОСУВАННЯ ДЛЯ БАЗУВАННЯ ЗАГОТОВКИ ДВОМА ПЛОЩИНАМИ І
ВНУТРІШНЬОЮ ЦИЛІНДРИЧНОЮ ПОВЕРХНЕЮ
Пристосування застосовується при фрезеруванні паза і призначене для базування заготовки (рисунок 79) бічною площиною важеля (настановна база; опорні точки 1,2,3), внутрішньою циліндричною поверхнею (подвійна опорна база; опорні точки 4, 5) і площиною (опорна база; опорна точка 6) і для закріплення одночасно силами Р1,Р2, направленими по нормалі до настановної бази.

Рисунок 79 – Заготовка «Корпус»
У пристосуванні (рисунок 80) заготовка спирається настановною базою на опорну пластину 1 (опорні точки 1,2,3 на рисунку 79), подвійною опорною базою - на жорсткий циліндричний палець2 (опорні точки 4,5), опорною базою - на нерухому опору 5 (опорна точка 6). Затиск заготовки здійснюється одночасно силами Р1 і Р2 з допомогою прихвата 6, пов'язаного кінематично з пневмоприводом.
Заготовка встановлюється отвором на циліндричний палець 2 і доводиться до упору з опорною пластиною 1. Допоміжний циліндричний палець 3 під дією пружини 4 висувається і притискує заготовку до нерухомого опорного елементу 5. Затиск заготовки здійснюється за допомогою диафрагменного пневмоприводу. Зусилля затиску передається прихвату 6 через важіль 7, клин 8 і плунжер 9. При зніманні заготовки плунжер 9 відводиться за рахунок зворотного переміщення клину 8.
Основні технічні вимоги до розташування настановних елементів
1 Відхилення від перпендикулярності поверхні Д відносно поверхні Е не більше Т1 на довжині l1.
2 Відхилення від паралельності поверхні Д відносно поверхні В не більше Т 2 на довжині l2.
3 Відхилення від перпендикулярності осі поверхні Г відносно поверхні Д не більше Т3 на дожині l3.

Рисунок 80 – Пристосування для фрезерування пазів
ТЕМА №41 ПРИСТОСУВАННЯ ДЛЯ БАЗУВАННЯ ЗАГОТОВКИ
РЕАЛЬНИМИ ПОВЕРХНЯМИ І ЛІНІЯМИ СИМЕТРІЇ
Пристосування застосовується при фрезеруванні бобишок і призначене для базування заготовки (рисунок 81) зовнішньою циліндричною поверхнею (подвійна направляюча база; опорні точки 1, 2, 3, 4), двома площинами (дві опорні бази; опорні точки 5, 6) і для закріплення заготовки силами Р1 і Р2 одночасно.

Рисунок 81 – Заготовка «Важіль»
У пристосуванні (рисунок 82) заготовка подвійною направляючою базою встановлюється в призму 1 (опорні точки 1, 2, 3, 4 на рисунку 81), опорною базою - на установчий палець 2 (опорна точка 6), який слугує для запобігання повороту заготовки навколо осі цапфи поворотного кулачка. При цьому заготівка іншою опорною базою упирається в поверхню торця призми 4, позбавляється тим самим можливості переміщення в осьовому напрямі (опорна точка 5).
Затиск заготовки здійснюється діафрагменною пневмокамерою 3, встановленої на корпусі пристосуванні.
Під тиском стислого повітря шток 5 пневмокамери діє на клин 6, передаючий зусилля через важіль 7 і тягу 8 на планку 9, яка притискує заготовку до призм. Розтиск здійснюється за рахунок стиснення пружини 10.
Для запобігання деформаціям заготовки під дією сил різання пристосування забезпечене двома опорами 11, що підводяться.
Основні технічні вимоги до розташування настановних елементів
Відхилення від паралельності осі призми відносно поверхні Б не більше Т1 на довжині l1.

Рисунок 82 - Пристосування для фрезерування бобишок
ТЕМА №42 ПРИСТОСУВАННЯ ДЛЯ БАЗУВАННЯ ЗАГОТОВКИ
ШАТУНА ДВОМА ЦИЛІНДРОВИМИ ПОВЕРХНЯМИ
І ПЛОЩИНОЮ
Пристосування застосовується при фрезеруванні бічних площин головок шатуна і призначене для базування заготовки (рисунок 83) площиною (настановна база; опорні точки 1, 2, 3) циліндричною внутрішньою поверхнею (подвійна опорна база; опорні точки 4 і 5) і другою циліндричною поверхнею (опорна база; опорна точка 6) і для закріплення силами Р1, Р2, Р3, одночасно направленими по нормалі до настановної бази.

Рисунок 83 – Заготовка «Шатун»
У пристосуванні (рисунок 84) заготовка настановною базою спирається на опорні пластини 1, 2 і 3 (опорні точки 1, 2, 3 рисунку 79 ), змонтовані на корпусі 4, і два циліндричні пальці, настановний палець 5 (опорні точки 4, 5) і зрізаний настановний палець 6, який складається з двох напівпальців (опорна точка 6). Після чого здійснюється затиск заготовки за допомогою трьох прихватів, що повертаються, 7, 8 і 9, кожний з яких сполучений зі штоком 10 пневмоциліндру.
Основні технічні вимоги до розташування установчих елементів
1 Відхилення від перпендикулярності поверхні В відносно поверхні Б не більше Т1 на довжині l1 .
2 Відхилення від паралельності осі, на якій розташовані прихвати 8 і 9 відносно поверхні Б не більше Т2 на довжині l2 .
3 Відхилення від паралельності поверхні В відносно поверхні Г не більше Т3 на довжині l3 .

Рисунок 84 - Пристосування для фрезерування бічних площин
головок шатуна
ТЕМА №43 ПРИСТОСУВАННЯ ДЛЯ БАЗУВАННЯ ЗАГОТОВОК
ТИПУ ДИСКА ДВОМА ЦИЛІНДРОВИМИ
ПОВЕРХНЯМИ І ПЛОЩИНОЮ
Багатомісне пристосування застосовується при фрезеруванні скосів і призначене для базування заготовки (рисунок 85) площиною (настановна база; (опорні точки 1, 2, 3), і циліндричною внутрішньою поверхнею (подвійна опорна база; опорні точки 4 і 5), другою внутрішньою циліндричною поверхнею (опорна база; опорна точка 6) і для закріплення силами Р1, Р2, ..., Рn одночасно, направленими по нормалі до настановної бази.

Рисунок 85 – Заготовка «Шайба»
Пристосування (рисунок 86) містить корпус 1, на якому закріплені настановні шайби 2, виконані разом з центральним пальцем, зрізані пальці 5, гідроциліндра 6 зі штоками 4, швидкозмінні шайби 3, а також вісь 7 і шпонка 8, які слугують для базування самого пристосування на верстаті.
У пристосуванні заготовка встановлюється на настановні шайби (опорні точки 1, 2, 3 на рисунку 85) і два циліндричні пальці: центральний (опорні точки 4, 5 на рисунку 85) і зрізаний (опорна точка 6 на рисунку 85). Після чого встановлюють швидкозмінні шайби 3 на штоках і затискають заготовку за допомогою гідросистеми.
Основні технічні вимоги до розташування настановних елементів
1 Відхилення від перпендикулярності осей центрального пальця і пальця 5 відносно поверхні Б не більше Т1 на довжині l1 .
2 Відхилення від паралельності поверхні Б відносно поверхні А не більше Т2 на довжині l2 .
3 Відхилення від перпендикулярності поверхні В відносно поверхні А не більше Т3 на довжині l3.

Рисунок 86 - Багатомісне пристосування для фрезерування скосів
КОРПУСНИХ ЗАГОТОВОК
ТРЬОМА ПЛОСКИМИ ЗОВНІШНІМИ ПОВЕРХНЯМИ
Пристосування застосовується при фрезеруванні поверхонь і призначене для базування заготовки (рисунок 87) трьома зовнішніми площинами, тобто настановною базою (опорні точки 1, 2, 3), направляючою базою (опорні точки 4 і 5), опорною базою (опорна точка 6) і для закріплення заготовки силою Р1, направленої по нормалі до направляючої бази.

Рисунок 87 – Заготовка «Корпус»
Пристосування (рисунок 88) містить корпус 7, важіль 5, що гойдається на осі 6, повзун 4 з губкою 3, нерухому губку 2, опорну плиту 1, штир 9, пневмоциліндр, виконаний разом з корпусом, шток 10 і дві шпонки 8 і 11 для базування самого пристосування.
У пристосуванні встановлюють заготовку на площину опорної плити 1 (опорні точки 1, 2, 3 на рисунку 87), притискують до площини нерухомої губки (опорні точки 4, 5 на рисунку 87) і штиря (опорна точка 6 на рисунку 87), після чого притискують заготовки за допомогою пневмосистеми.
Під дією повітря, що поступає у верхню частину пневмоциліндру, шток опускається вниз і повертає важіль навколо осі 6, при цьому протилежний кінець важеля штовхає повзун з губкою і притискує заготовку
Основні технічні вимоги до розташування настановних елементів
1 Відхилення від перпендикулярності площини В відносно поверхні Б не більше Т1 на довжині l1 .
2 Відхилення від перпендикулярності осі штиря 9 відносно поверхні Б не більше Т2 на довжині l2 .
3 Відхилення від паралельності поверхні Б відносно поверхні Г не більше Т3 на довжині l3 .

Рисунок 88 - Пристосування для фрезерування поверхонь
ТЕМА №45 ПРИСТОСУВАННЯ ДЛЯ БАЗУВАННЯ
ЗАГОТОВКИ ПЛОЩИНОЮ, ВНУТРІШНЬОЮ ЦИЛІНДРИЧНОЮ
ПОВЕРХНЕЮ І ТОЧКОЮ СИМЕТРІЇ
Пристосування застосовуєте при фрезеруванні площини і свердлінні отвору в заготовці шатуна (рисунок 89) і призначено для базування заготівки площиною (настановна база; опорні точки 1, 2, 3), внутрішньою циліндричною поверхнею (подвійна опорна база; опорні точки 4, 5), точкою симетрії бічних поверхонь (опорна база; опорна точка 6) і закріплення заготовки одночасно силами Р1 і Р2, направленими по нормалі до настановної бази.
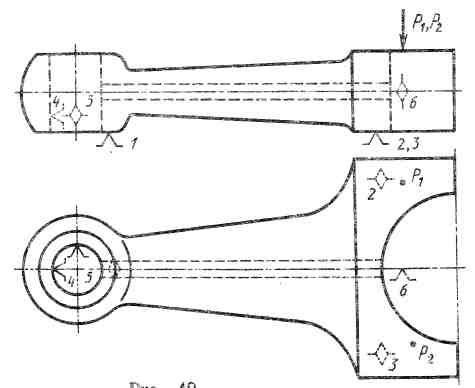
Рисунок 89- Заготовка «Шатун»
У пристосуванні (рисунок 90) заготовка спирається настановною базою на опорні пластини 2, 3, 4 (опорні точки 1, 2, 5 на рисунку 89), подвійною опорною базою встановлюється на жорсткий циліндричний палець 1 що має конічну вхідну частину (опорні точки 4, 5 на рисунку 89), опорна база реалізується за допомогою самоцентруючих настановних елементів 5 і 6 (опорна точка 6на рисунку 89), синхронне переміщення яких забезпечується за допомогою гідроприводу. Затиск заготовки (сили Р1 і Р2) здійснюється одночасно прихватами 8, 9 за допомогою гідроприводу.
Заготовку встановлюють отвором на жорсткий палець 1 і площиною на опорні пластини 2, 3, 4. Повертаючи рукоятку гідравлічного крана, переміщають установчі елементи 5, 6 за допомогою гідроциліндрів, що рухаються (на кресленні не показано). Робоча рідина подається в порожнині гідроциліндрів 7, і відбувається затиск заготовки Г-образними прихватами 8 і 9.
При зніманні заготовки рукоятку гідравлічного крана повертають в протилежну сторону, при цьому прихвати 8 і 9 підіймаються, а настановні елементи 5 і 6 відводяться від заготовки.
Основні технічні вимоги до розташування настановних елементів
1 Відхилення від паралельності поверхні Д відносно поверхні Г не більше Т1 на довжині l1.
2 Відхилення від перпендикулярності осі поверхні В відносно поверхні Д не більше Т2 на довжині l2.

Рисунок 90 - Пристосування застосовуєте при фрезеруванні площини і свердлінні отвору в деталі шатун
ТЕМА №46 ПРИСТОСУВАННЯ ДЛЯ БАЗУВАННЯ
КОРПУСНИХ ЗАГОТОВОК ТРЬОМА ПЛОСКИМИ
ЗОВНІШНІМИ ПОВЕРХНЯМИ
Багатомісне пристосування застосовується при фрезеруванні бічних стінок в заготовках (рисунок 91) і призначене для базування чотирьох заготівок трьома площинами: настановною базою (опорні точки 1, 2, 3), направляючою базою (опорні точки 4 і 5), опорною базою (опорна точка 6). Пристосування призначене для закріплення заготовок силою Р1, направленої по нормалі до настановної бази.

Рисунок 91 – Заготовка «Опора»
У пристосуванні (рисунок 92) заготовка встановлюється на площину опорної планки 2 (опорні точки 1, 2, 3 на рисунку 91), спирається на площину скошеної опорної планки 1 (опорні точки 4, 5 на рисунку 91) і притискається до бічного рухомого упору 3 (опорна точка 6 на рисунку 91).
Після встановлення заготовок включають гідросистему і виконують затиск заготовок двома плаваючими прихватами 4, сполученими з штоками 8 гідроциліндрів 9, Одночасно із затиском заготівок упори 3 рухаються вниз, дозволяючи обробити площину. Здійснюється це за допомогою рейки 5, розташованої на вільному кінці штока 6, при осьовому переміщенні якого передається обертальний рух зубчатому валу 7, на якому закріплений упор 3, Рух штоку передається від гідросистеми. Одночасність дії всіх трьох гідроциліндрів забезпечується розподільним механізмом.
Основні технічні вимоги до розташування настановних елементів
1 Відхилення від перпендикулярності поверхні Г відносно поверхні Е не більше Т1 на довжині l1.
2 Відхилення від нахилу площини Д відносно площини Г не більше Т2 на довжині l2.

Рисунок 92 - Багатомісне пристосування для фрезерування бічних
стінок на заготівках
ТЕМА № 47 ПРИСТОСУВАННЯ ДЛЯ УСТАНОВКИ
ЗАГОТОВОК ДВОМА ЦИЛІНДРОВИМИ
ПОВЕРХНЯМИ І ПЛОЩИНОЮ
 Багатомісне
пристосування застосовується при
фрезеруванні
торців і призначено для базування
заготовки (рисунок 93) площиною (настановна
база; опорні точки 1,
2,
3),
внутрішньою
циліндричною поверхнею
(подвійна опорна база; опорні точки
4
і 5),
іншою циліндричною поверхнею (опорна
база; опорна точка 6)
і для
закріплення заготовок
силою Р1,
направленої
по нормалі до настановної бази.
Багатомісне
пристосування застосовується при
фрезеруванні
торців і призначено для базування
заготовки (рисунок 93) площиною (настановна
база; опорні точки 1,
2,
3),
внутрішньою
циліндричною поверхнею
(подвійна опорна база; опорні точки
4
і 5),
іншою циліндричною поверхнею (опорна
база; опорна точка 6)
і для
закріплення заготовок
силою Р1,
направленої
по нормалі до настановної бази.
Рисунок 93 – Заготовка «Вставка»
Пристосування (рисунок 94) складається з корпусу 1 на якому змонтовані установчі плити 2, циліндричні пальці 4, зрізані пальці 3, два гідроциліндра 5 зі штоками 6, прихвати 8 і шпонки 7 і 9, які слугують для базування пристосування на верстаті.
У пристосуванні заготовка встановлюється на настановну плиту (опорні точки 1, 2, 3 на рисунку 93), циліндричний палець 4 (опорні точки 4, 5 на рисунку 93) і зрізаний палець 3 (опорна точка 6 на рисунку 93). Аналогічно встановлюють решту заготовок. Затиск заготовок здійснюється за допомогою двох гідроциліндрів. На штоках гідроциліндрів закріплені спарені прихвати, що забезпечують закріплення двох заготовок. Прихвати фіксують на поверхні заготовок і включають гідросистему.
Основні технічні вимоги до розташування настановних елементів
1 Відхилення від перпендикулярності осей пальців 3 і 4 відносно поверхні Б не більше Т1 на довжині l1.
2 Відхилення від паралельності поверхні Б відносно поверхні Б не більше Т2 на довжині l2.
3 Відхилення від паралельності осі установчих пальців відносно поверхні В не більше Т3 на довжині l3.

Рисунок 94 - Багатомісне пристосування для фрезерування торців
ТЕМА №48 ПРИСТОСУВАННЯ ДЛЯ БАЗУВАННЯ ЗАГОТОВОК
ТРЬОМА ПЛОСКИМИ ЗОВНІШНІМИ ПОВЕРХНЯМИ
Багатомісне пристосування застосовується при фрезеруванні торця і призначене для базування восьми заготовок (рисунок 95) трьома площинами, тобто настановною базою (опорні точки 1, 2, 3), направляючою базою (опорні точки 4, 5), опорною базою (опорна точка 6), Силове замикання здійснюється за допомогою сили Р1, направленої по нормалі до настановної бази.

Рисунок 95 – Заготовка «Призма»
Пристосування (рисунок 96) містить плиту 1, на якій встановлені настановні елементи у вигляді косинця 2, що утворюють плоскими поверхнями настановну (опорні точки 1, 2, 3 на рисунку 95) і направляючі (опорні точки 4, 5 на рисунку 95) бази, штир 3, виконуючий роль опорної бази (опорна точка 6 на рисунку 95) для першої заготовки, дві пари двохконтактних затискувачів 4, які самовстановлюються, вони змонтовані на осях 5 корпусу 6, який в свою чергу змонтований на штоці 7 пневмоциліндру 8, і дві шпонки 9 для базування самого пристосування на столі верстата.
У пристосування заготовки встановлюються на настановну і направляючі бази, опорною базою для всіх заготовок, окрім першої, служить поверхня попередньої заготовки; перша заготовка упирається в штир 3. Затиск всіх заготівок здійснюється за допомогою двох пневмоциліндрів двома парами двохконтактних затискувачів, що самовстановлюються. Різниця по висоті двох заготовок, що затискаються одним двохконтактним затискачем, компенсується його поворотом навколо осі 5, різновисотність двох пар заготовок, що затискаються парою двохконтактних затискувачів, компенсується поворотом корпусу 6 навколо штиря 10.
Основні технічні вимоги до розташування установчих елементів
1 Відхилення від перпендикулярності поверхні Е відносно поверхні Д не більше Т1 на довжині l1.
2 Відхилення від паралельності поверхні В відносно поверхні Д не більше Т2 на довжині l2.
3 Відхилення від перпендикулярності поверхні В відносно поверхні Г не більше Т3 на довжині l3.

Рисунок 96 - Багатомісне пристосування для фрезерування торців
ТЕМА № 49 ПРИСТОСУВАННЯ
ДЛЯ БАЗУВАННЯ ЗАГОТОВОК ТРЬОМА ПЛОСКИМИ ЗОВНІШНІМИ ПОВЕРХНЯМИ
Двомісне пристосування застосовується при фрезеруванні поверхонь і призначено для базування заготовок (рисунок 97) трьома площинами, тобто настановною базою (опорні точки 1, 2, 3), направляючою базою ( опорні точки 4 і 5), опорною базою (опорною базою 6) і для закріплення заготовок силами Р1 і Р2, направленими по нормалі до направляючої бази.

Рисунок 97 – Заготовка «Планка»
У пристосуванні (рисунок 98) заготовка встановлюється на площині опорних планок 1 і 2 (опорні точки I, 2, 3 на рисунку 97), спирається на площину опорної планки 4 (опорні точки 4, 5) і притискається до бічної планки 3 (опорна точка 6). Всі планки змонтовані на корпусі 9. Після настанови заготовки затискаються прихватами 5 і 6, що блокуються. Зусилля затиску сприймається вилкою 7 приймального важеля 8.
Основні технічні вимоги до розташування настановних елементів
1 Відхилення від перпендикулярності поверхні Б відносно поверхні Г не більше Т1 на довжині l1.
2 Відхилення від перпендикулярності поверхні В відносно поверхні Г не більше Т2 на довжині l2.
3 Відхилення від паралельності поверхні Г відносно поверхні Д не більше Т3 на довжині l3.

Рисунок 98 - Двомісне пристосування для фрезерування поверхонь
ТЕМА №50 ПРИСТОСУВАННЯ
ДЛЯ КОМБІНОВАНОГО БАЗУВАННЯ ЗАГОТОВОК ПЛОЩИНОЮ І ЗОВНІШНЬОЮ ЦИЛІНДРИЧНОЮ ПОВЕРХНЕЮ
Пристосування застосовується для фрезерування поверхні в деталі «корпус верхній» (рисунок 99) і призначене для базування заготовки площиною (настановна база; опорні точки 1, 2, 3), ), зовнішньою циліндричною поверхнею (подвійна направляюча база; опорні точки 4, 5), опорною прихованою базою (опорна точка 6) і для закріплення заготівки силою Р, яка направлена по нормалі до настановної бази.
Рисунок 99 - Схема базування заготовки
У пристосуванні (рисунок 100) заготовка спирається настановною базою на жорстку конічну оправку (опорні точки 1, 2, 3 ), подвійною направляючою базою встановлюється на упор у вигляді призми (опорні точки 4, 5). Опорна база (опорна точка 6) реалізується після закріплення за допомогою штока (сила Р) пристосування, що сполучений зі штоком пневмоприводу.
У пристосуванні заготовка спирається настановною базою на жорстку оправку 2, та додатково на упор у вигляді призми 3, що закріплений на корпусі пристосуванні 1.
Закріплення заготовки здійснюється за допомогою змінної втулки, яка встановлена на штоці пневмоприводу 4.
Заготовку встановлюють отвором на оправку і доводять її до контакту з торцевою поверхнею оправки 2, що виконує роль опорної пластини, зовнішній циліндричний виступ орієнтують на упор у вигляді призми 3, який являється базою для оброблюваної деталі. Включенням крана пневмосистеми виконують закріплення заготовки, притискаючи змінну втулку, що знаходиться на штоці пристосування і механічно з’єднаний зі штоком пневмоприводу 5.
Перед закріпленням заготовки, її необхідно зорієнтувати за допомогою зовнішнього циліндричного виступу на упор-призму 3.
Для знімання заготовки перемикають кран, шток відходить в крайнє праве положення, що дозволяє зняти деталь «корпус верхній» з пристосування.

Рисунок 100 - Пристосування для фрезерування поверхні
ТЕМА №51 ПРИСТОСУВАННЯ ДЛЯ БАЗУВАННЯ
ЗАГОТОВКИ ТРЬОМА ПЛОСКИМИ ЗОВНІШНІМИ ПОВЕРХНЯМИ
Пристосування застосовується при фрезеруванні поверхонь в деталях типу пластин і призначене для базування заготовки (рисунок 101) трьома зовнішніми площинами, тобто настановною базою (опорні точки 1, 2, 3), направляючою базою (опорні точки 4 і 5), опорною базою (опорна точка 6) і для закріплення заготовки силами Р1, Р2, направлених по нормалі до направляючої бази.

Рисунок 101 - Схема базування деталі
Дане пристосування (рисунок 102) працює наступним чином: деталь встановлюється на опорну планку 2 (опорні точки 1, 2, 3), притискується до площини нерухомих губок 3 (опорні точки 4 і 5) і опорну планку 4 (опорна точка 6), Вмикають пневмоциліндр 5 і шток 6 разом з поршнем 7, починають рухатися вгору, цим самим приводячи в рух важіль 9, який штовхає повзун з губками 8, які затискують заготовку.
При зворотному ходу штока відбувається відкріплення заготовки.
Дане пристосування кріпиться на столі верстата в горизонтальному положенні за допомогою настановних шпонок та болтів, що заходять в провушини корпусу 1 пристосування.
Рисунок 102 - Пристосування для фрезерування поверхні
ТЕМА № 52 ПРИСТОСУВАННЯ ДЛЯ БАЗУВАННЯ
ЗАГОТОВКИ ШАТУНА
ДВОМА ЦИЛІНДРОВИМИ ПОВЕРХНЯМИ
І ПЛОЩИНОЮ
 Пристосування
застосовується при фрезеруванні пазів,
виступів
в деталі корпус і призначене для
базування заготовки (рисунок 103)
площиною (настановна
база; опорні точки 1,
2, 3), циліндричною
внутрішньою
поверхнею (подвійна опорна база;
опорні точки
4
і
5)
і другою циліндричною поверхнею
(опорна база; опорна точка 6)
і для закріплення
силою Р,
направленою по нормалі до настановної
бази.
Пристосування
застосовується при фрезеруванні пазів,
виступів
в деталі корпус і призначене для
базування заготовки (рисунок 103)
площиною (настановна
база; опорні точки 1,
2, 3), циліндричною
внутрішньою
поверхнею (подвійна опорна база;
опорні точки
4
і
5)
і другою циліндричною поверхнею
(опорна база; опорна точка 6)
і для закріплення
силою Р,
направленою по нормалі до настановної
бази.
Рисунок 103 – Заготовка «Корпус»
У пристосуванні (рисунок 104) заготовка настановною базою спирається на опорні стійки (опорні точки 1, 2, 3 ), які встановлені на корпусі 1, і два циліндричні пальці, настановний палець 3 (опорні точки 4, 5) і зрізаний настановний палець 2, (опорна точка 6).Утримуючи заготівку в цьому положенні, включають кран 6 пневмосистеми 5. Під дією тиску повітря шток 7 разом з поршнем 8 рухається вниз і здійснюється затиск заготовки за допомогою прихвата 4.
Для знімання заготовки повертають кран пневмосистеми в протилежну сторону, робоча тиск повітря поступає в нижню порожнину гідроциліндрів, і заготовки звільняються.
Основні технічні вимоги до розташування настановних елементів
1 Відхилення від перпендикулярності поверхні Г відносно поверхні Д не більше Т1 на довжині l1 .
2 Відхилення від перпендикулярності поверхні Е відносно поверхні Ж не більше Т2 на довжині l2 .
3 Відхилення від паралельності поверхні В відносно поверхні Б не більше Т3 на довжині l3 .

